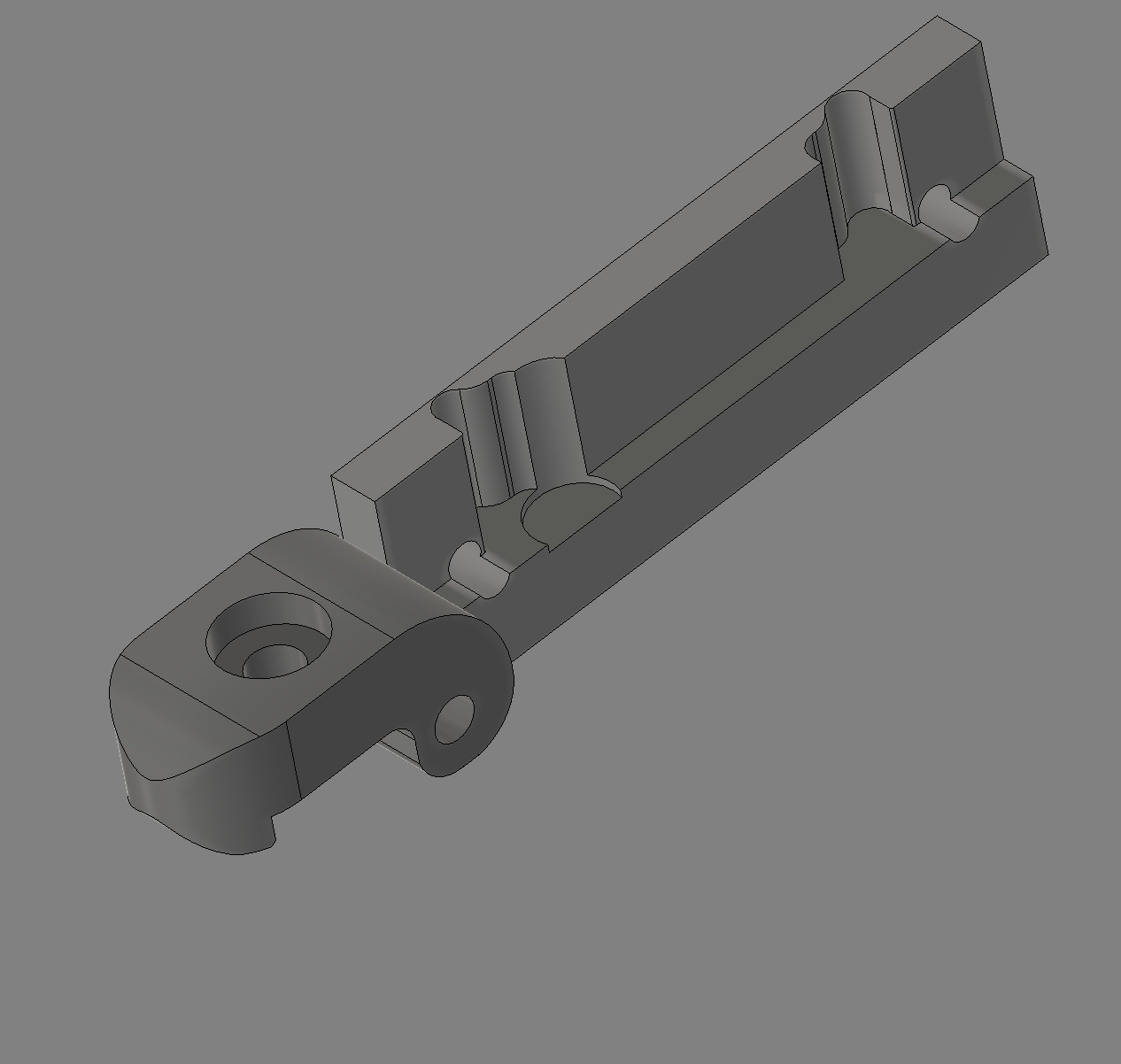
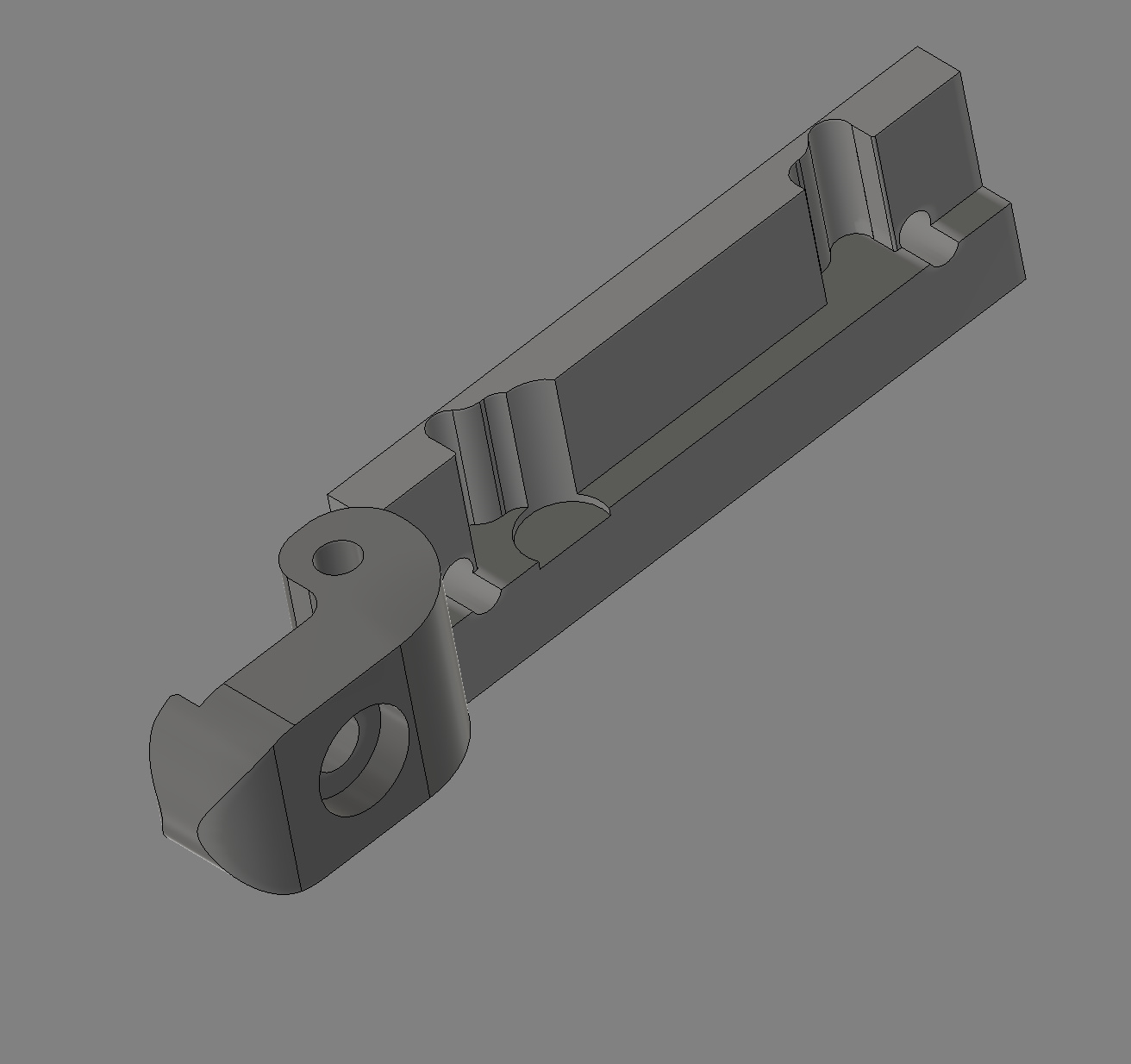
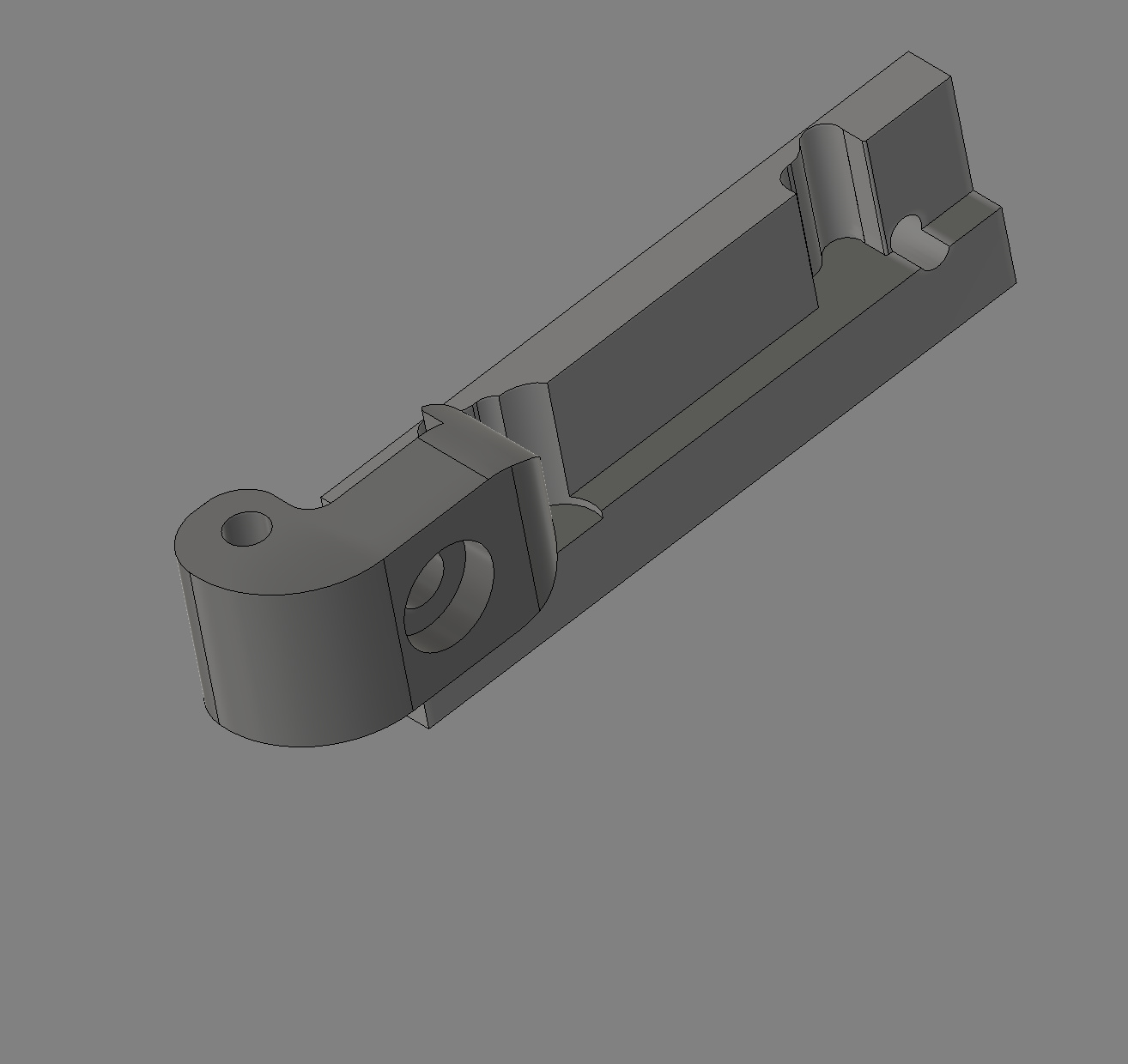
So far my most challenging work.
40 extra strong replacement latches for the Xiaomi 360 electric scooter made of 7075 Alu.
90% of the job went without babysitting the S3😁

7 Likes
Care to share your setup/settings? These look great
I agree with Julien they look great. I’d be interested in hearing more like machining time, fixturing, etc.
I started this little project with being confident leaving the S3 working hours unattended in wood and in various plastics but not with aluminium. I could have made these parts way much faster but process reliability was first priority.
Since I have only one vice I had to design the process around it. Next time I will use clamps and fixtures.
First I designed my soft jaw to hold the 20x20x500mm bar and the parts later reliably and accurately.
This also helped assessing how much parts can I produce out of one half meter long bar.
The jaws had to hold the part in four position.
Position 1
Position 2
Position 3

Position 4
Operations and Tasks were:
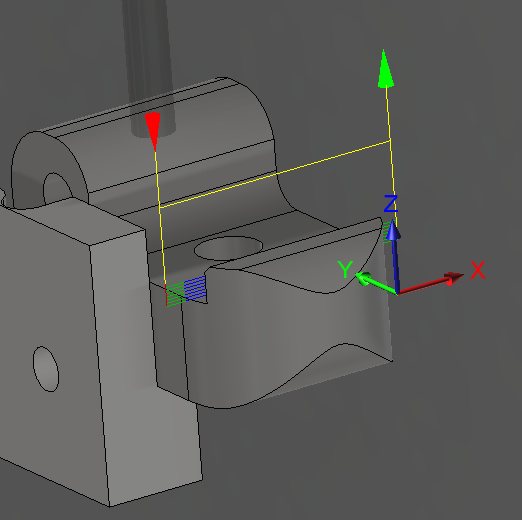
OP1 T1 roughing the end of the bar (8 min)
OP1 T2 making the sides nice (5 min)
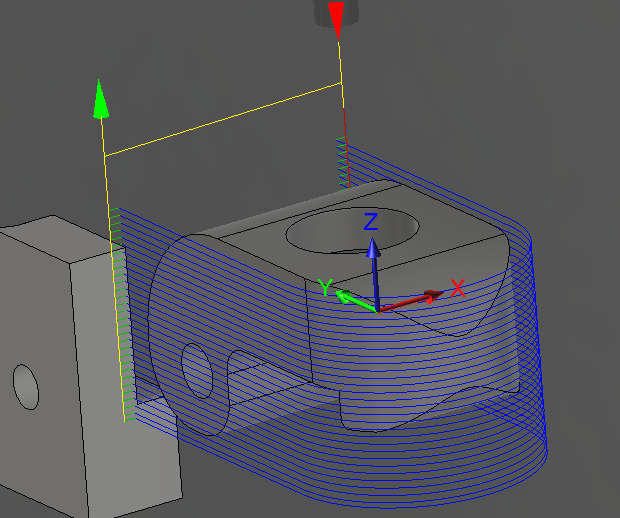
OP1 T3 Roughing out the hole on the top (4 min)
OP1 T4 MANUALLY  drilling a 3mm pilot hole to make the next op easier. (1 min)
drilling a 3mm pilot hole to make the next op easier. (1 min)
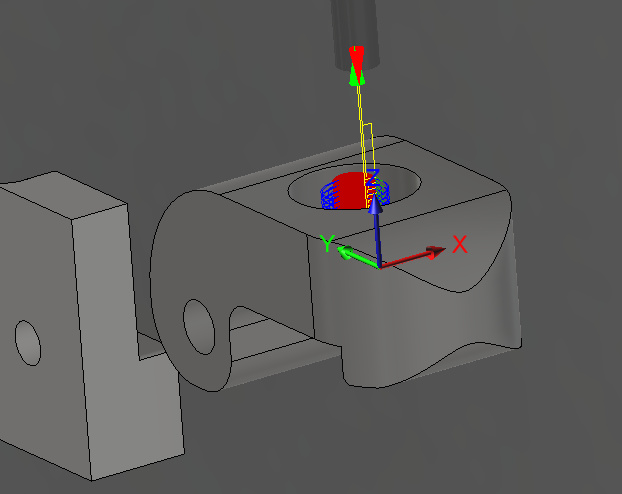
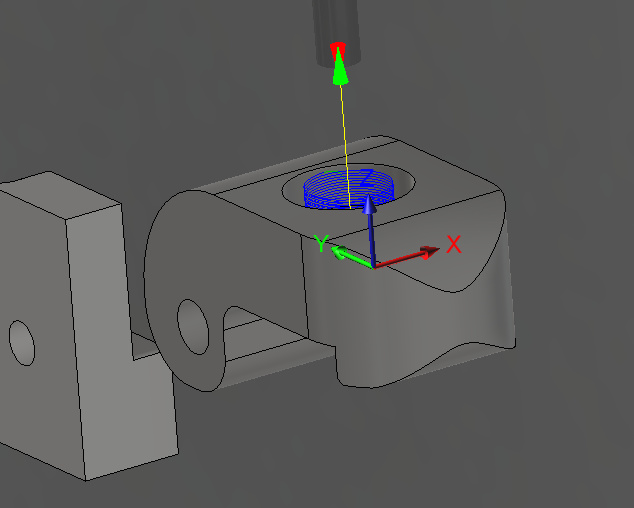
OP1 T5 getting the hole to final dimension (35 sec)
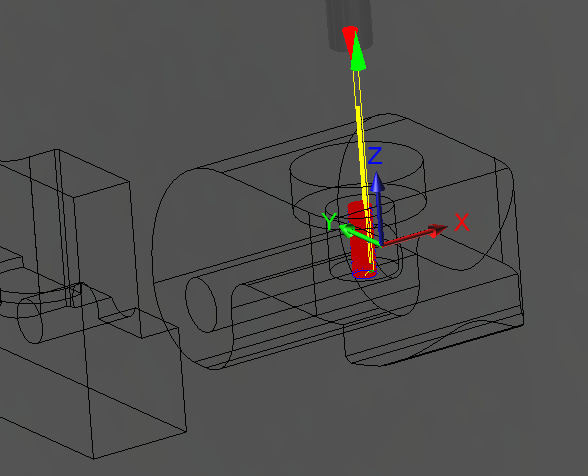
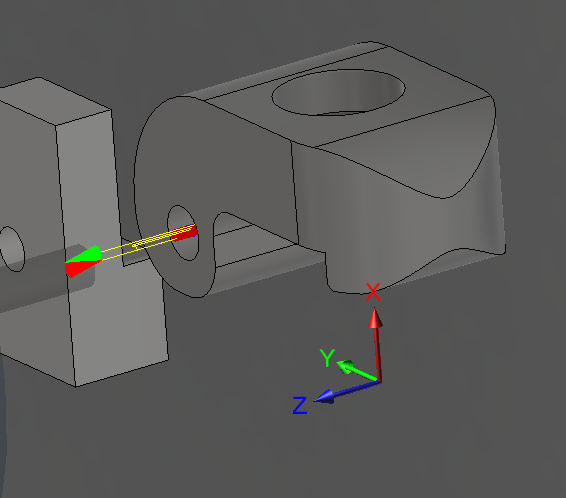
OP1 T6 ramping down to get a 6mm hole (1 min 45 sec)
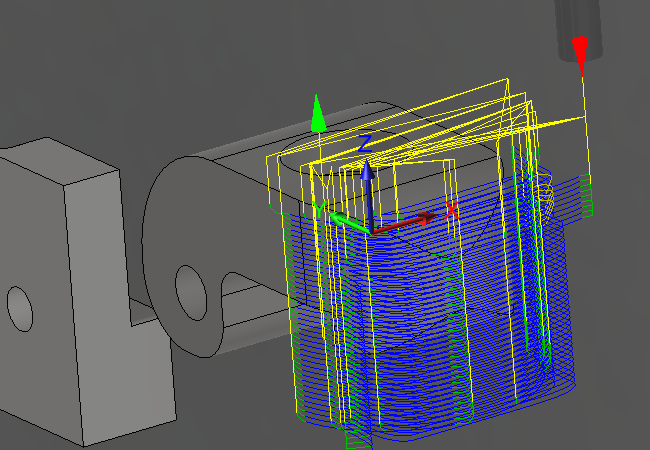
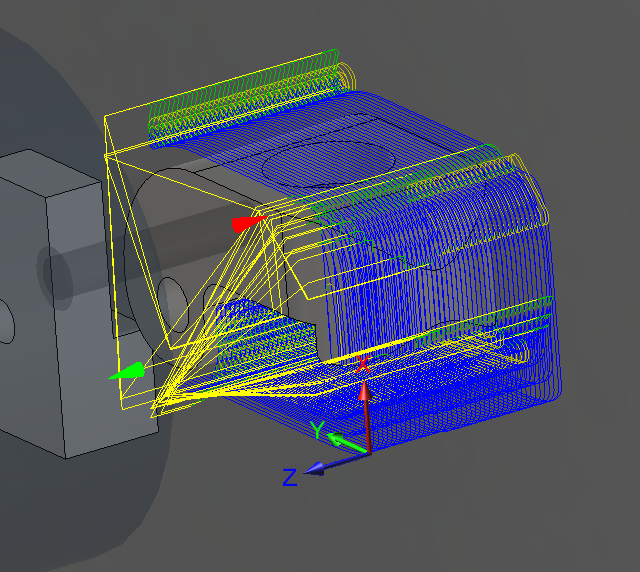
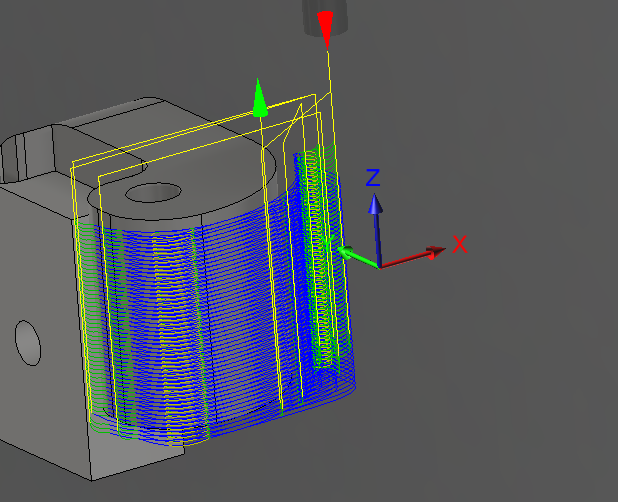
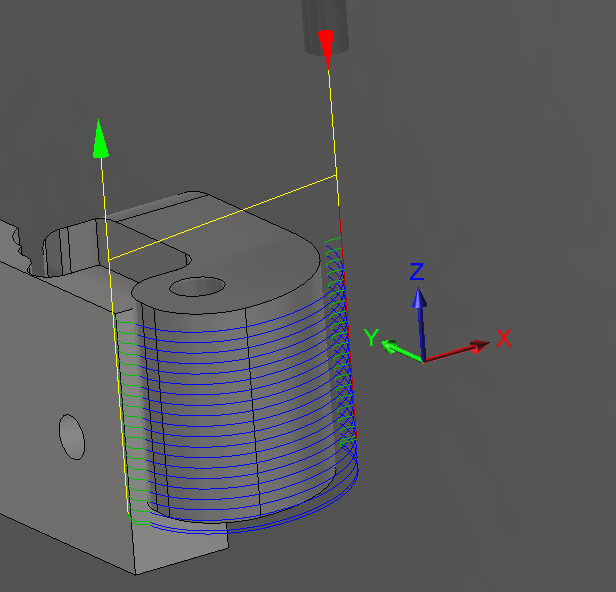
OP2 T1 Roughing and finishing. This looks that the S3 was turned 90 degree left but in reality I turned the bar right (what a surprise  ) (25 min)
) (25 min)
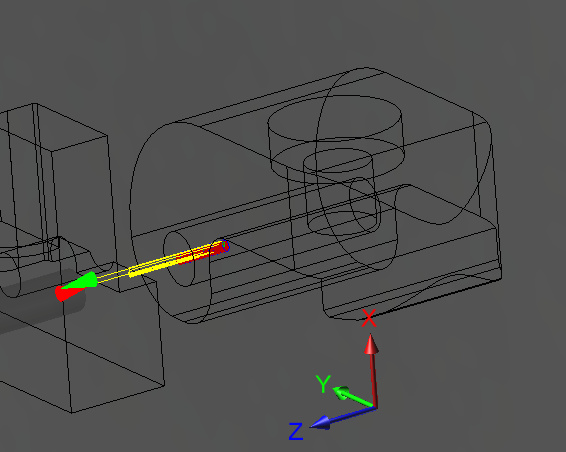
OP2 T2 preparing the 5.1 mm hole for center marking. It went only 3mm deep (1 min)
OP2 T3 MANUALLY centermarking and drilling a 3mm pilot hole half way down (1 min)
OP2 T4 1.5 degree ramp down 10mm deep
OP2 T5 MANUALLY drilling the pilot hole all the way through. (1 min) IOT the chips will leave the hole through the pilot hole.
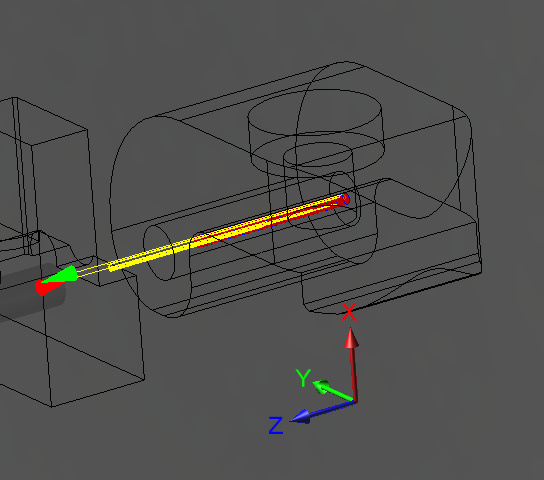
OP2 T6 Ramping down the 4mm end mill in the 5.1 mm hole (3 min)
MANUALLY cutting of the mostly finished part using circular saw. (30 sec) Fortunately one bar has two ends This had to be repeated after every 8 piece was machined ( I had four bars)
OP3 getting rid of the inner radius (see OP2 T1) where the part had to be square. Part was accurately positioned using a pin in the 5.1 mm hole and a reference edge in the soft jaw. (0.5 min)
This op was done in batches.
OP4 T1 roughing (10 min)
OP4 T2 finishing (2 min)
For some parts I had to use 1000 and 2000 grit sandpaper to touch up the sides before the parts were polished. This took about 1-2 min/ part
Sorry for the long post…
5 Likes
Thank you for the excellent explanation.
So about an hour of machining per part then?
Did you have to do any homing each time you rotated the bar?
Correct. Approximately one hour/ part.
20 min unattended operation, than hand drilling, than 30 min unattended operation, than drilling again, than 3 min machining. During that 3 min I was vacuumcleaning, choppig finished parts, wrapping christmas gifts, etc. OP 3 was done in 2 batches. 20 min total. OP4 was done two at a time, giving me 28 min of freetime.
The machine does homing after every operation which is good. It switches off my router and wacuumcleaner so I did not had to arrive to the basement on time to manually switch those off.
(This also ensures that my wife does not kill me because I am interrupting christmas cookie baking all the time)
BTW I forgot to mention that all ops were done with the same Datron singleflute 4mm endmill that has narrower neck than the flute diameter thus no toolchange was required.