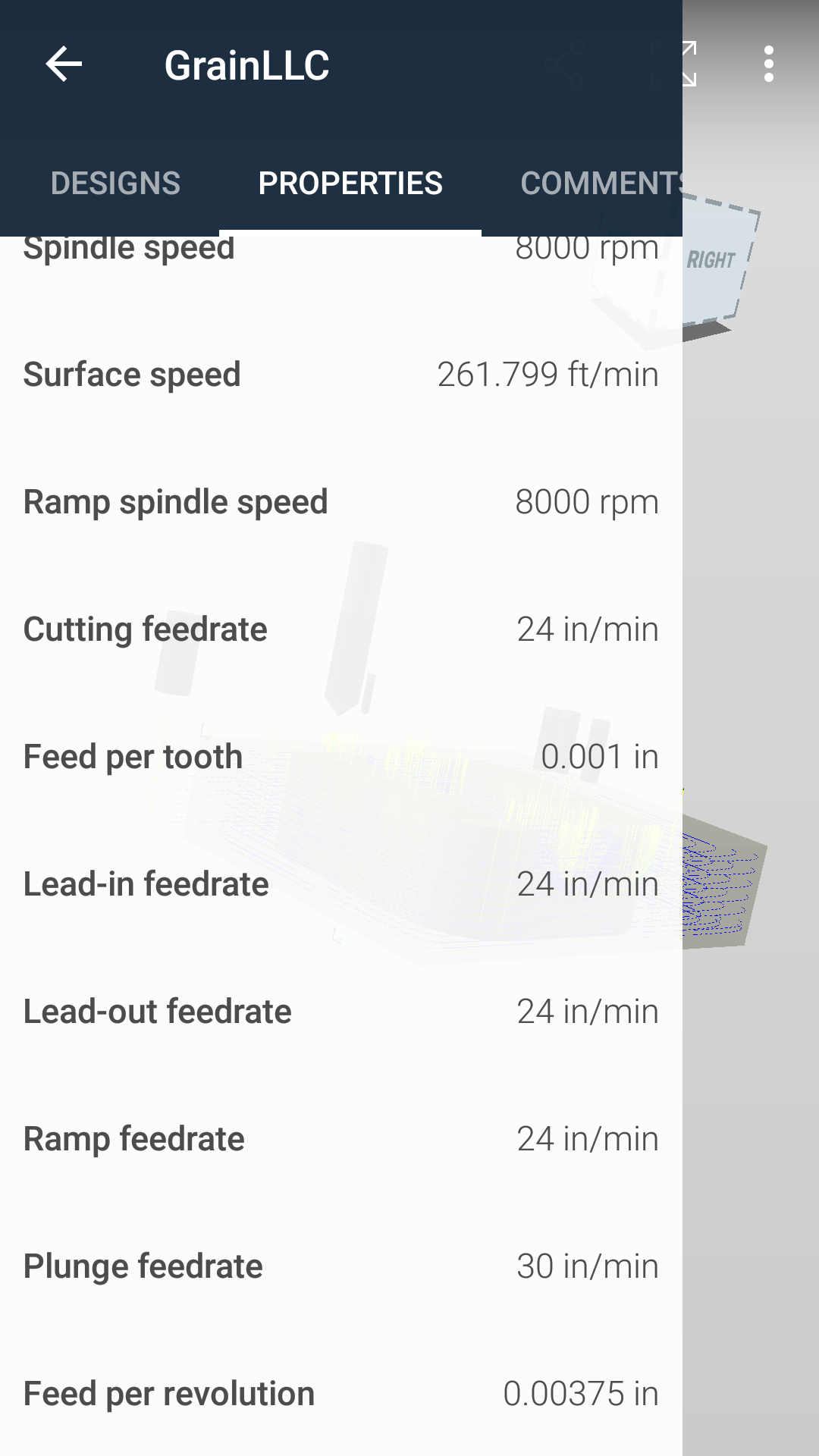
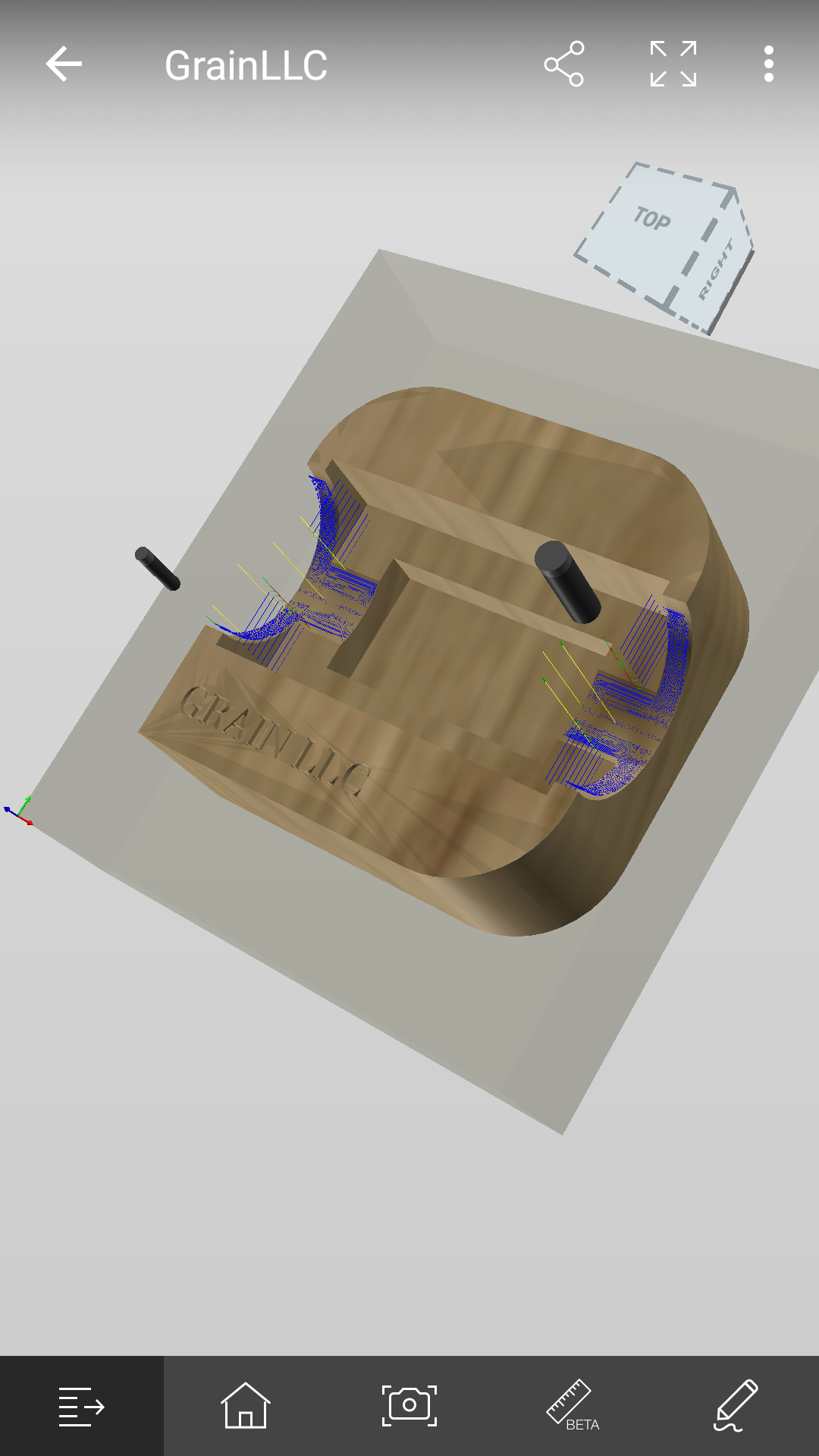
I have been working to create a growler carrier utilizing CNC box type construction. I wound up designing in Easel, mainly because of the ease of creating dog bones. I am having an extremely hard time getting my tolerance to work out. Somehow, I believe, I cant get my machine to be as accurate as needed. As an example, within Easel I specified a box .5 x 1 to be pocketed and it comes out .462 x 1.01.
I have ran the circle, square, triangle test and it comes out just fine.
I have checked the set screws on the drive gears, I measured the tension in the y axis belts to be just over 4 lbs when 1 inch off of the rail. Something I have never seen described is how much force is need to move the gantry when free of the belt? I wonder if my v-wheels might not be adjusted correctly?
loosen the eccentric spacer until the v-wheel does not rotate when the carriage is moving and then tighten just (and no more!) until the v-wheel rotates when moving the carriage. Overtightening will lead to the v-wheel wearing out.
Not familiar with circle diamond triangle — do you mean square?
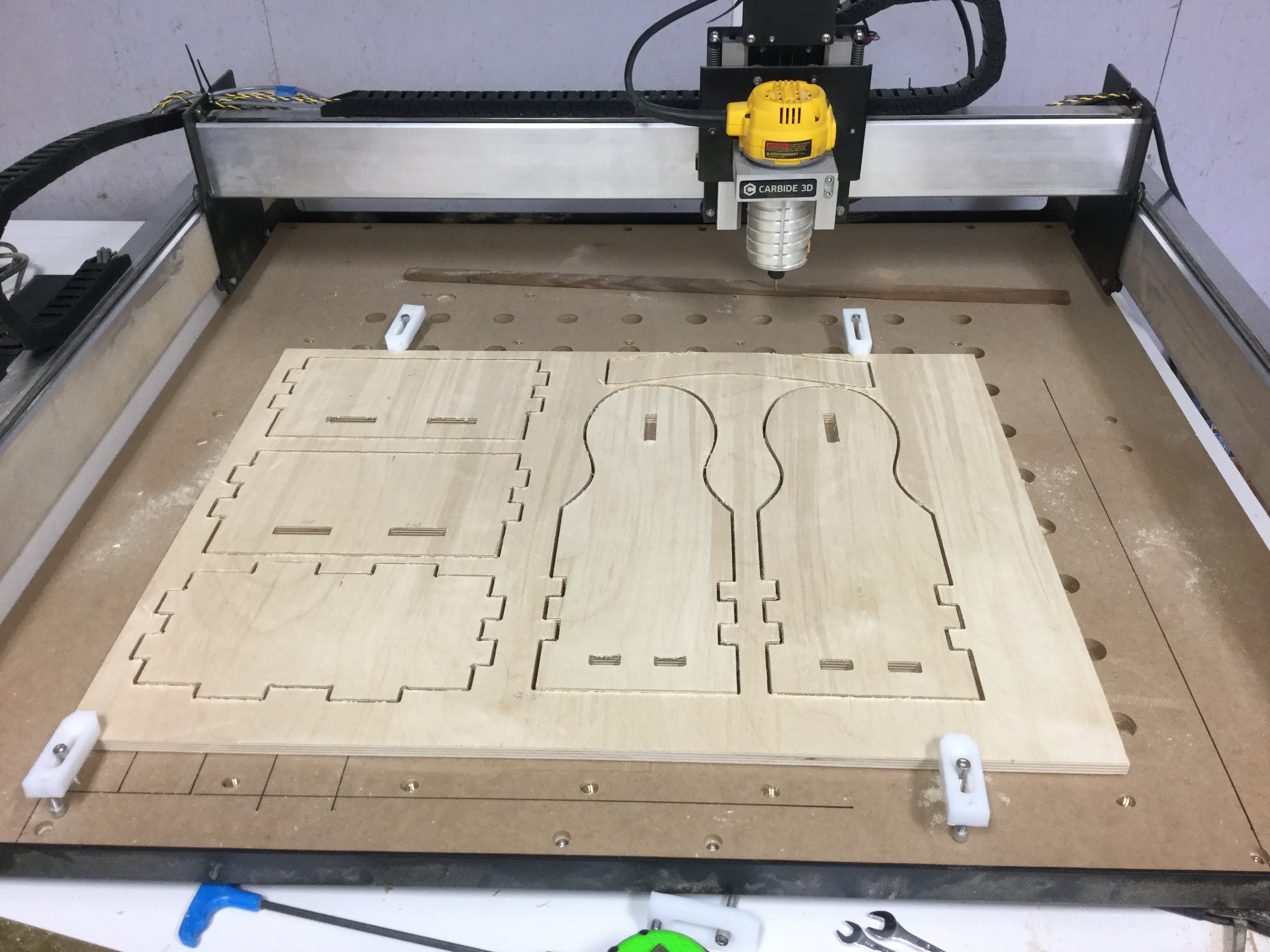
A picture of the part and your work holding setup might help.
Im curious why 1 axis is off more than the other.
Try running a simple Square test out of CC (and verify the Gcode) to make sure its not something with easel.
You should definitely be getting tighter tolerances than that.
Piece of advice always cut your pockets last and keep tolerance extra tight, then if you find you have to open up the pocket to fit, you will achieve a much tighter fit.
I do a lot of inlay work and find the xxl to be very accurate if operated properly. Ray
if I were to cut something like this in CC and found the the holes were cutting too small, is there a way to recut them while still on the table? I would assume, you would simply create a tool path for the holes and load into CM before the zero spot gets changed?
When doing a finishing pass it also helps to leave a roughing clearance — this assumes that the problem is caused by endmill deflection, which AIUI is the big thing which a finishing pass helps with.
Probably this would be easier if you would describe everything which you’ve done in setting up and commissioning your machine, and esp. any efforts you’ve made to get it calibrated.
FWIW, always start with a piece of scrap to test out the machine and its calibration and if possible the toolpaths.
I created a box measuring .5 x 2.1 in both Easel and CC and both routed out under sized. Not an Easel conversion issue. Next I’ll run the circle diamond square to see if any issues there. Then run a measurement across the bed in both the x and Y to see how they measure out.