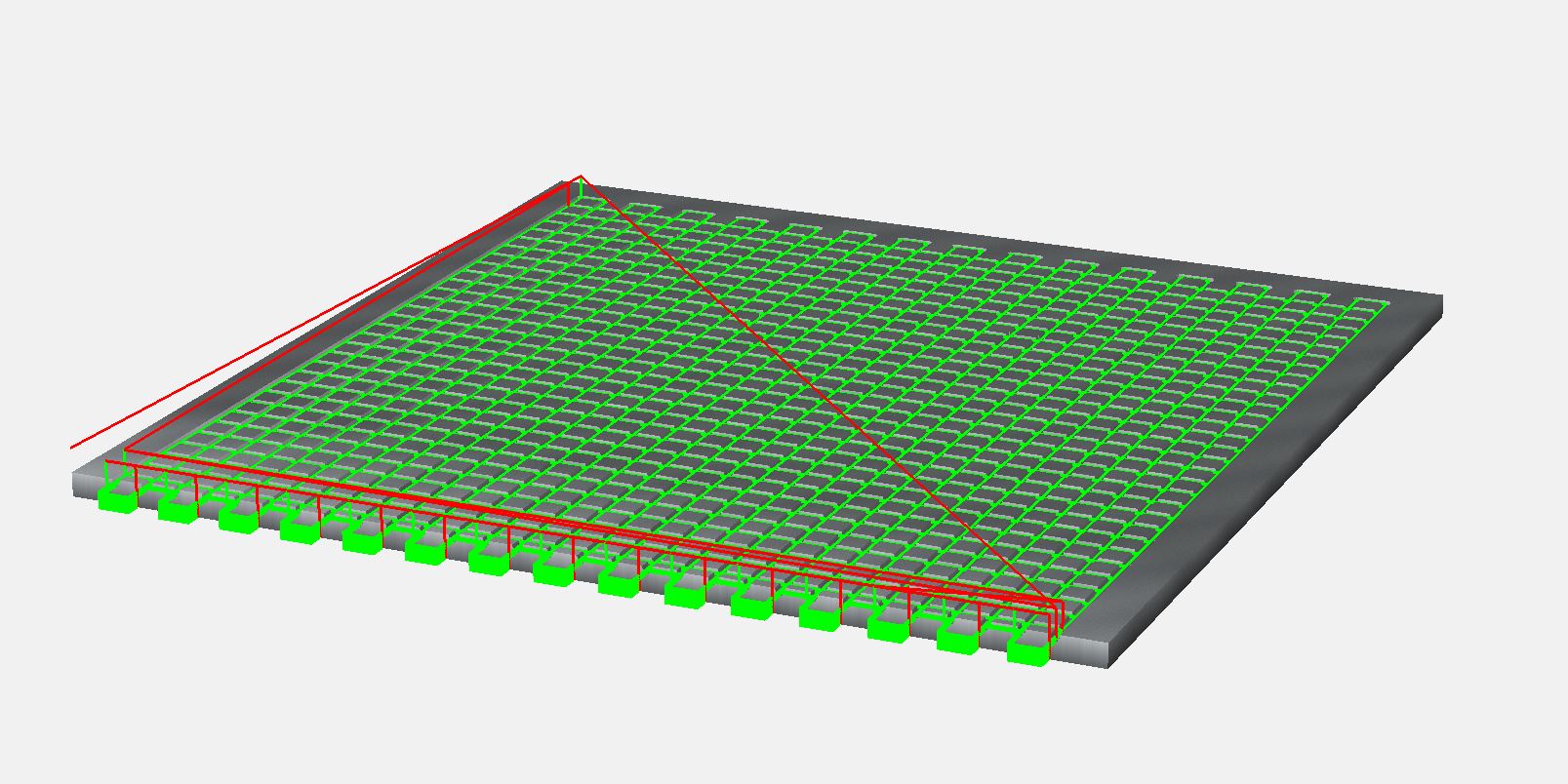
Figured I’d post my quick vacuum table that worked better than expected to cut EVA Foam. I used two layers of 1/2" MDF, 1/4" air pathways, and a 1.5mm PCB drill bit. It takes most of a full sheet of MDF, so I have about $30 in this.
After a couple different pattern tests for the air pathways, I found that the fastest way to cut them is to make a continuous lines that progresses along the X and Y directions.
I used the same pathways on the top of the bottom sheet and the bottom of the top sheet at 1/8" depth, to form 1/4" air paths.
Even with the very small pin holes it only takes a few dozen uncovered holes for it to have a lot less holding power. I just used paper to cover areas that were not covered. the EVA foam comes in a roll, so without the vacuum on, it tends to roll up off the table. with the vacuum on, If I pulled on the foam it was strong enough to pull the full Shapeoko machine forward. The vac table is bolted to my typical wasteboard threaded inserts.
I got some vacuum pods for workholding. Have yet to use them on an actual job, though in testing they hold similar to your description. Having the large work surface area like on yours is definitely preferable.
I don’t understand why you have “pathways” when your top surface just has pinholes in it source from a sealed box below. Wouldn’t it work the same without cutting the 1/8" grid?
The only part that can be a hollow box is the front where the vacuum is connected. The work area is only 1" thick and needs to still work as a solid reliable flat surface. So the important part of the pathways is the area that is left to keep the surface structurally sound.
I used a laminate roller to evenly spread glue over the two surface that have the grid pathways cut into them to securely glue them together. Clamping doesn’t work for this, so you need to place it on a large flat surface (table saw) and apply a considerable amount of distributed weight while it dries.
@bbparsons What type of vacuum system are you using for this? I would think that a shop vac would not quite be reliable enough to generate the force to rely on holding power…
My other question is, as you cut into the substrate during regular operation, does that mess up the pathways?
I’m just using a standard medium size RIGID shop vac. I didn’t do anything special with the Vac or even clean it out before using it. I monitored the vac during the first couple runs and it did not get hot or show any issues. running it with a clean filter or even no filter would certainly make it even stronger.
Of course my first test cut on this thing, I was in a hurry and cut about a 1/32" into the board by accident. Other than having a less than perfect flat surface it didn’t appear to affect the holding power. the rest of the foam cutting I did was using only a V bit, so it left just an engraving on the table surface.
The pen holes are going through about 3/8" of material. I figure I will be able to resurface the top a couple times before it needs replaced. Likely about the same as a normal wasteboard. I will apply a new layer of varnish to the top after resurfacing.
Attached is a DXF file of the main board design and two C2D files for the top and bottom of the board. You will need to make some adjustments to make it fit your threaded insert locations if used. You will also see that I just made the 3000 holes with a shape that was .126, and told the machine I was using a 1/8" endmill. I then changed the plunge rate to 34in/min. and inserted a 1.5mm pcb drill bit. One bit drilled all the holes with no problem. Who says you can’t drill with Carbide Create…