I’m trying to work with aluminum on my shapeoko 4 and having a world of trouble trying to dial in something that works. For reference, I’m mostly just trying to cutout gussets and pocketing 1/8" - 1/4" 6061 stock. I have very little background in figuring feeds and speeds aside from trying and adapting what seems to work for others that I find on the internet, but it is so easy to find seemingly conflicting info for similar setups. I’ve added a photo of my latest try. It is using a single flute, 1/8" upcut carbide endmill. Stepover 0.0625, DOC 0.012, Plunge rate 2.0, Feed rate 20, RPM 18000. Where should I go from here? Any help is appreciated, thank you.
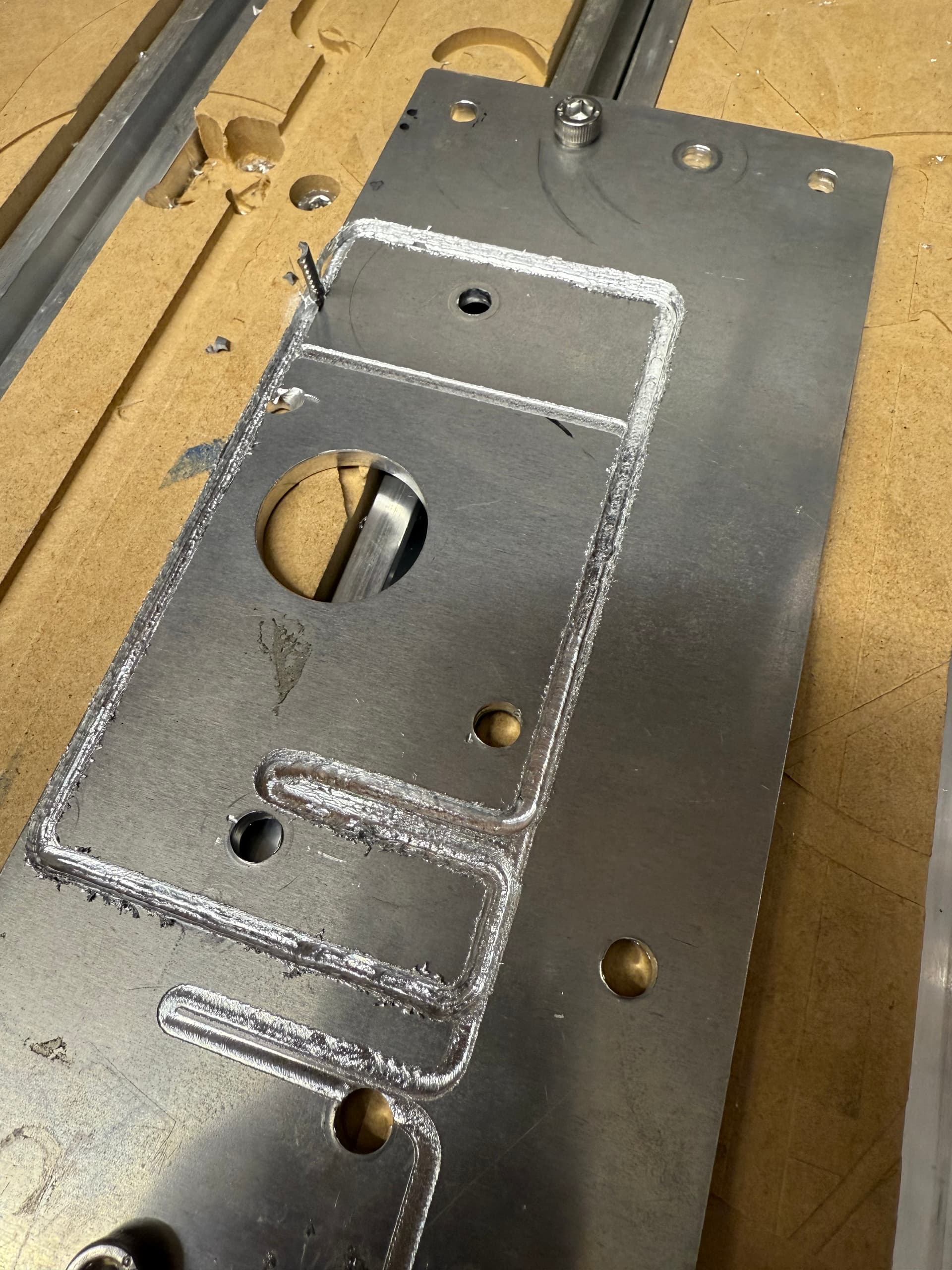
solid clamping is a must, yours looks like it should be plenty rigid.
and highly recommend o-flute bits. (single spiral flute)

and a nice chamfer pass at the end really polishes it off.
2 Likes
Welcome to the forum!. Are you using some sort of chip clearing? Dust collection? Air blast? My first thought is to feed faster. My second thought is what endmill specifically are you using? The broken one in the photo looks a lot like one of those ribbon single flutes that are meant for plastics. Those can work but are much easier to break. For the most reliable recipe, you will want to go with a more robust single flute with a shorter flute length. Carbide 3D sells the 274Z which is a good cutter for this. I have also used Amana and Datron end mills.
Take a look at the videos in this post of mine on another thread about cutting aluminum:
1 Like
Thank you! Yes, I’ve learned my lessons on work-holding the hard way. I’ve had success with aluminum in the past, but just really having trouble with consistency between workpieces and endmills.
Thank you! I’m using the stock dust boot with a shop vac attached. I did try adjusting the feedrate up and down during the cut, as well as slight RPM adjustment…couldn’t discern significant difference. I’m using an endmill straight from the scAmazon: https://a.co/d/fDyyOJw. As far as the 274Z…again with inconsistent info I’m finding, I’ve read more than one place, coated endmills should be avoided with aluminum. Thoughts?
That cutter from amazon is what I thought it was. It can be used for stuff like this but it really reduces your margin for error. It says it is for aluminum but it is definitely not.
In reality, at the speeds and cutting loads we deal with on machines like this the coating doesn’t matter much. There are some types of coatings that have aluminum in them that should be avoided when cutting aluminum. However, a ZrN coating is perfect for aluminum and can be helpful. It just isn’t necessary. Most of the tools I use are uncoated but that is not because I am avoiding coatings. The right type and quality of cutter is what I look for first and then if I have the option I will pick a coating.
I would suggest you try a more robust cutter like the 274Z or the Amana 51406. I would also suggest feeding faster to get your chipload to 0.002". At 18,000 RPM that would be 36 IPM with a single flute. Make sure your vacuum setup is actually clearing the chips from the cut. Recutting chips is what makes that nasty looking cut and breaks tools.
1 Like
i really should set up an air blast with the amount of aluminum and brass I’ve been feeing the shapeoko lately
Depends on the coating. ZrN is good for aluminium but you should avoid TiN or TiCrN.
DLC coatings can be OK too.
Your feed and speeds look OK ish, you could probably increase the feed up to 30 to
get the chip size up a little more. If your slots are large enough, I would increase
the cutter size which is your only way to increase surface speed which is a little low.
That means your results are probably due to either workholding or machine/tool rigidity.
I would use a stubby cutter if you can get one and I’d clamp/screw down in a few more locations.
Finally check for any play/movement in your gantry and Z-axis.
@KnoxBoxDesigns What bit are you using on those chamfers?
this this guy, a 60deg with an abused tip. so now it breaks my edges for me. normally I try to stick with 90deg bits for chamfers but the client asked for a steeper lead in. so i winged it.
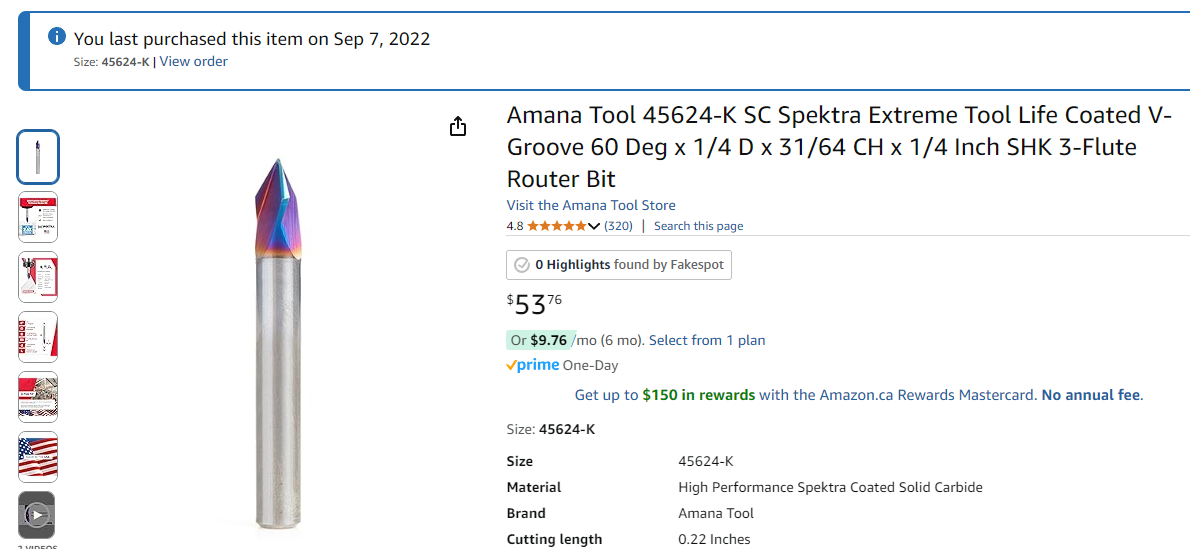
edit: note my prices are in CAD so they will be higher than what most will likely see for the same bit
2 Likes
I would buy what some call Aviation Aluminium. I’ve cut lots of Aluminium and anything but this grade has given me deep burred edges and clogged and broken bits.
Thanks for the advice. Here’s the result with this endmill and upping the feed to 30. This was a test piece, pay no attention to the offsets ![]() .
.

Much better! Happy to help.
Hmm alu and brass my go to are Datron 3-1 , in 2mm, 4mm, 8mm. Shallow depth of cut normally <2mm. Try to avoid slotting ever. A good bottom finish will only happen if you tram your machine with some sort of disk gauge setup, and then flatten the bed. Vacuum on permanent is better than an air blast as the metal shards will go everywhere.
Hope that helps.
For reference I would usually be cutting at a minimum of 50 IPM and have air blast. Aluminum and plastic like high feed rates. You’re on the right path with the low depth of cut, so you have the ability to feed faster.
This topic was automatically closed 30 days after the last reply. New replies are no longer allowed.