I swear my machine is possessed. It’s getting to the point that I don’t trust it with a file, a these things are happening more and more.
This was the very first path. Should have been pretty simple.
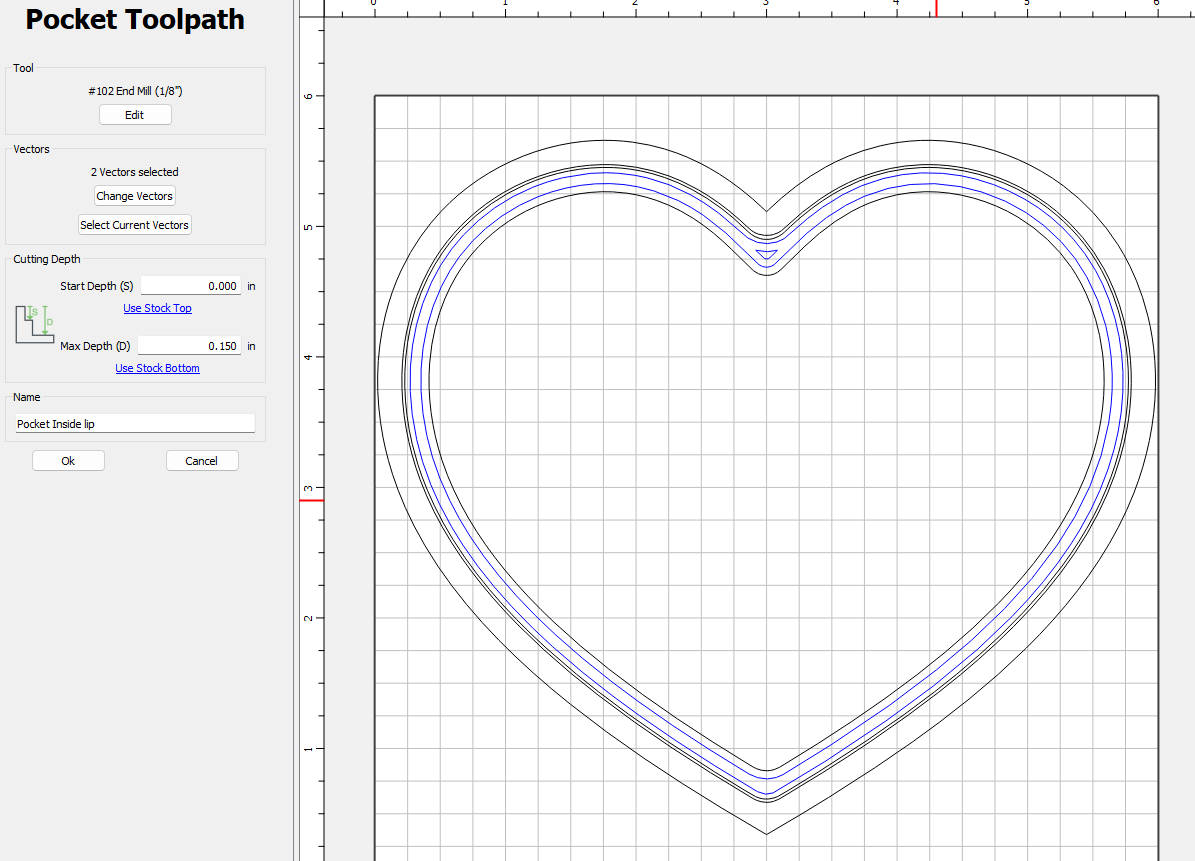



The file uploaded:
Step 1 - Lid Underside.c2d (480 KB)
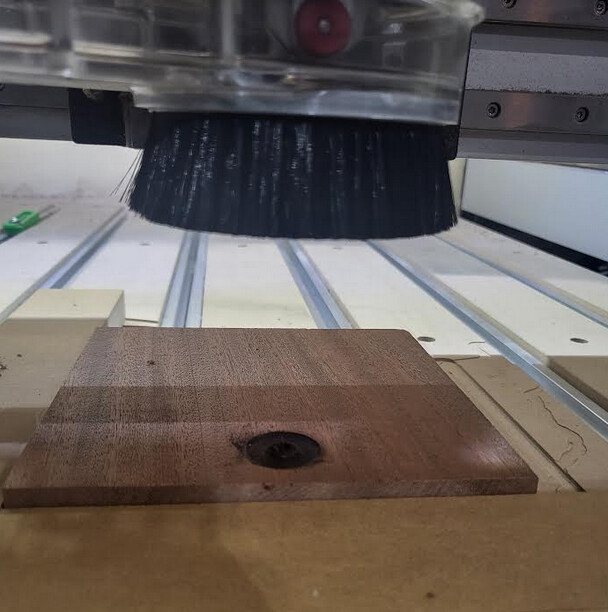
The piece was attached to the surface with tape/superglue and blocked on 2 sides, so it didn’t move. Initialized at the beginning of this job, and zero’ed. Stock is 1.98" thick.
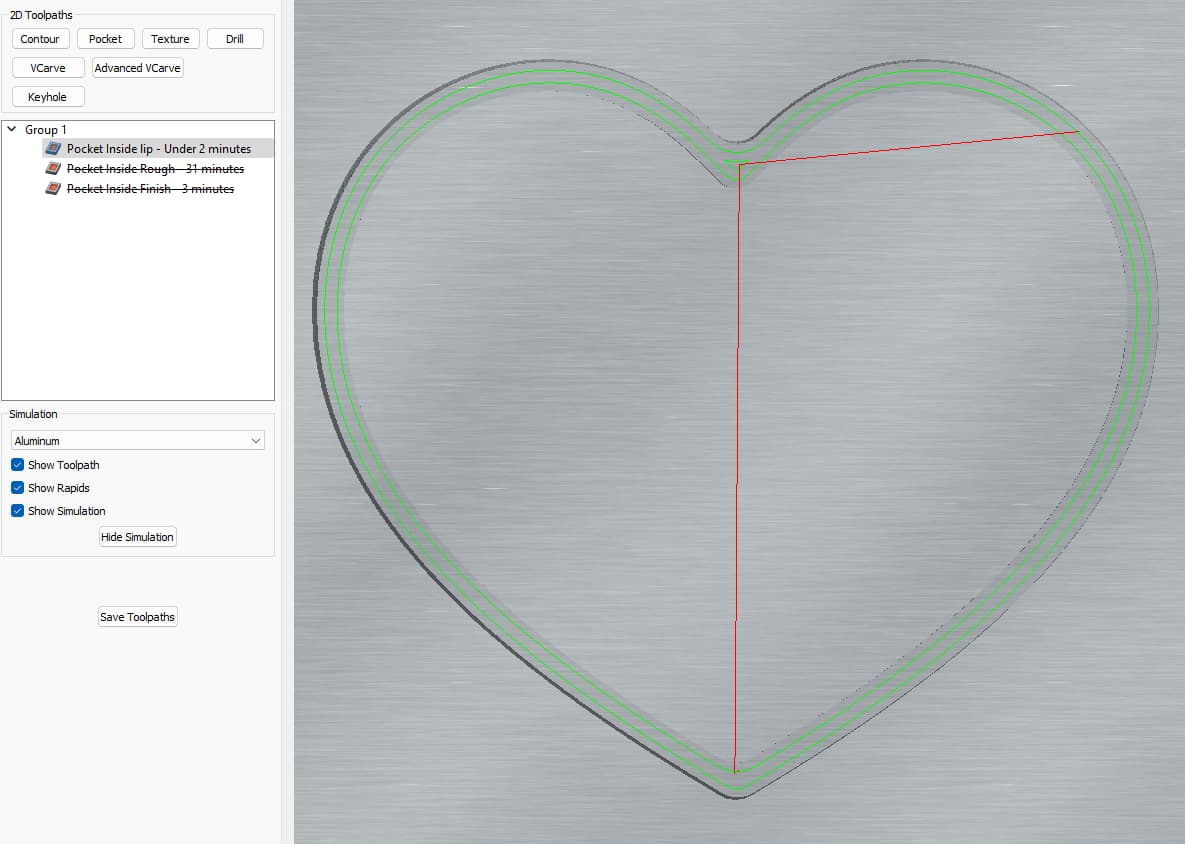
Not only did the pocket go wonky compared to the file, it also plunged way too deep.
So there’s two issues:
-
Plunging too deep. I had just swapped out my old Carbide router for a new Makita router. I initialized after installing the Makita. Is there something else I should have done that might have thrown the depth off?
-
Strange toolpath - …I’ve got nothing. No idea. Can someone else shed some light on this? Maybe the deep plunge caused it to skip on the belt?
This is getting beyond frustrating. I would say 1 our of ever 10 of my projects, something like this happens that can’t be explained.
Thanks for reading.