I was able to initialize Carbide Motion 3 (GRBL 0.9) - but took the leap to upgrade to GRBL 1.1f and switch to CM 5 (build 542).
I step through setting config data in settings, everything is entered correctly. When I try to initialize the machine, the Z-axis starts going down instead of up, then I get the error: GRBL Error: Homing Failed; couldn’t find limit switch.
I am assuming because it isn’t going upwards and hitting the Z-axis limit switch.
Thoughts or suggestions?
Support thus far has been super helpful with the transition to GRBL 1.1, and I have an email out to them about this too.
If you upgraded the CM application you have to config CM and the machine. This is done by sending the configuration to the machine and then CM is also configures.
Connect to machine.
Do not Initialize
Go to Settings menu.
Select your machine and Z
Then go to second tab and uncheck bit setter and automatic spindle control, you can set them up later if you have tem.
Go back to first tab and send config. You will be prompted again about machine and Z.
After sending correct config try to initialize.
If you have sent the correct configuration for a belt-drive Z-axis and the machine is still moving down, check if the machine is stuck on a homing switch before initializing.
If it isn’t, and it continues to move down rather than up there are two possibilities:
the Z-axis motor is wired backwards (it should be wired the same as the other motors, and all wiring extensions should be straight through)
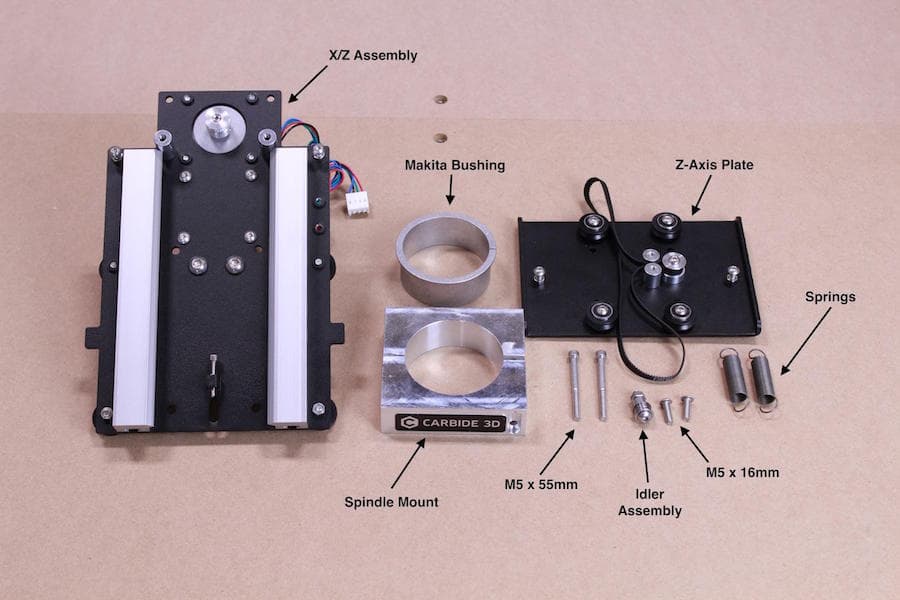
the Z-axis spindle carriage plate is installed upside down (the static pulley is on the left)
Correct whichever it is — if you have difficulty correcting things, let us know at support@carbide3d.com and we’ll do our best to assist.
But if you change the Grbl defaults, please remember that you will have to remember to change them again if you should ever need to re-send the defaults.
Given that the machine came to me pre-owned (and pre-assembled), I’ll look over the wiring of the motor and the spindle carriage plate installation before making any GRBL default changes. But these are all good points I will look over. Thank you!
It was mentioned a few times above ( but inline so easy to miss ) but there is a difference between ‘setting’ the configuration in Carbide Motion, and’ sending’ the configuration. You will need to make sure you’ve done both of these operations.
Gerry, thank you for identifying the distinction between setting and sending. That’s a really good point that could be easily missed. The Sending configuration button in the Machine tab is what I’ve been using. And any changes to “settings” I’ve used MDI.
I checked the Z-axis spindle carriage plate and it is mounted properly.
I tried Neil’s suggestion by changing $3=2 in the MDI and that fixed the Z-axis issue!
Then the whole machine tried homing towards the front instead of the back. (Y-Axis)
The X-axis tried homing to the right. (Which is correct)
I stopped the machine.
Edit to add: Is there a $ value I can manually change in MDI to reverse the X-axis?
For reference, The table under $2 applies to the $3 setting as well. (you shouldn’t ever have a reason to change $2).
The settings exist so you don’t have to fiddle with the wiring which may be less accessible.
Once it’s fixed, you shouldn’t have to mess with that setting again. If you go through the Carbide Motion configuration again, you’ll have the same issue as Will mentioned. Though you shouldn’t have to run that config again either.