I cut this hollow heart shape out and had to stop the machine just before ending.
The Z axis when I stopped it measures at -0.920" and the maximum depth set in the gcode is 0.750"
I was trying to keep a skin section with tabs since my wood measures 0.780" thick
This was cutting the profile section.
Anybody see what is happening.
I set z zero to the top of the work.
I manually set Z
First pass looked correct depth .1"
I moved the Z axis around and yes it tracks to a ruler.
Endmill and spindle are tight.
I may have found the problem, I moved the machine over the side of the work to check the Z axis.
The Z axis wouldn’t move with the jog commands.
So I turned the machine off and hit initialize, got an error message grbl cannot find z stop.
So I turned everything off with power and then everything seems to work again.
Now for another maybe related question.
My bitsetter home did this once before, it slammed into the x side of the table.
Did this again after resetting everything.
I manually jogged over the bitsetter and hit the button for use current location.
It should be some small negative x number, it moved to -8.5" I know that isn’t correct.
Somehow it seems like the machine is loosing track of location.
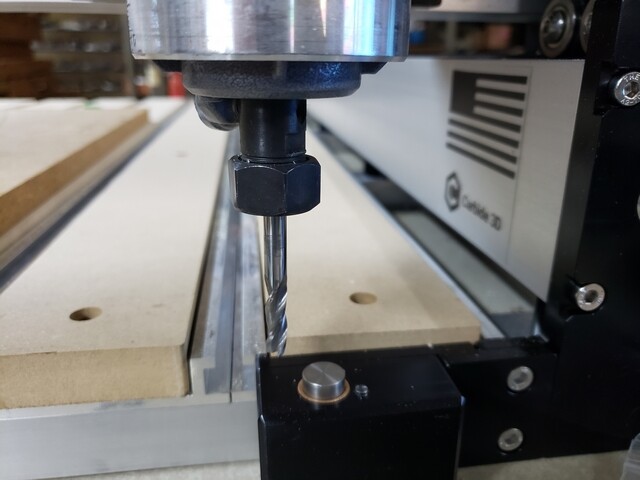
It looks like about 1 1/2" or so from the top of my wood surface which is z zero.
Something is screwy with my machine, I sent off a picture to carbide 3d just now.
Everything home great on the machine, did a tool change and the x axis misses the bitsetter by at least .5".
Every so often it crashes into the x axis side when going for the bitsetter.