My first two CNC projects came out fine and I was able to reload the project file and replicate my work.
Now, I have a new project #3 and I am finding that when I start the project the 1/4" end mill plunges way to far in and then chewed into the washboard and aluminum rail. Redrew the project in Create and had the same issue.
Project:
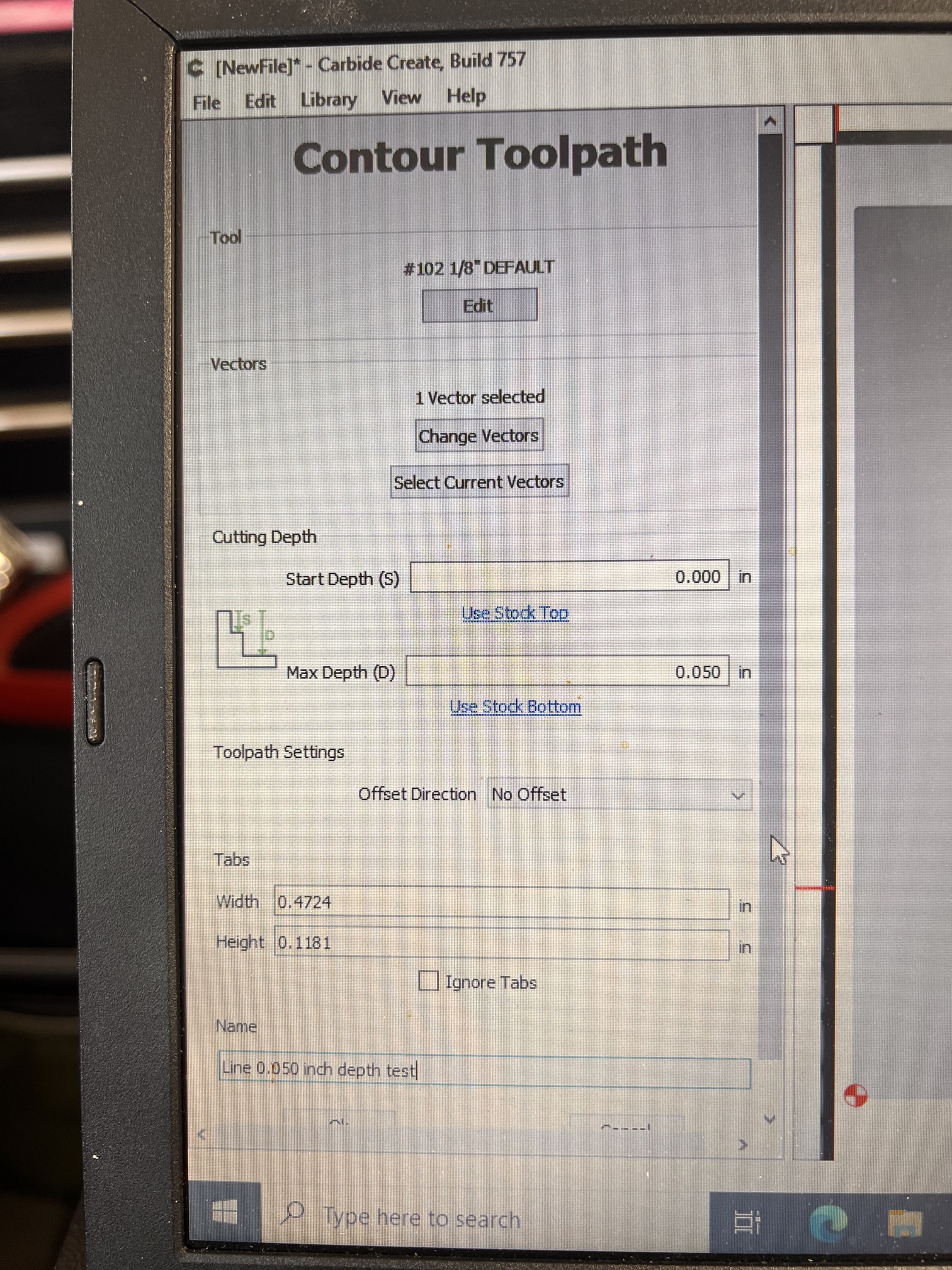
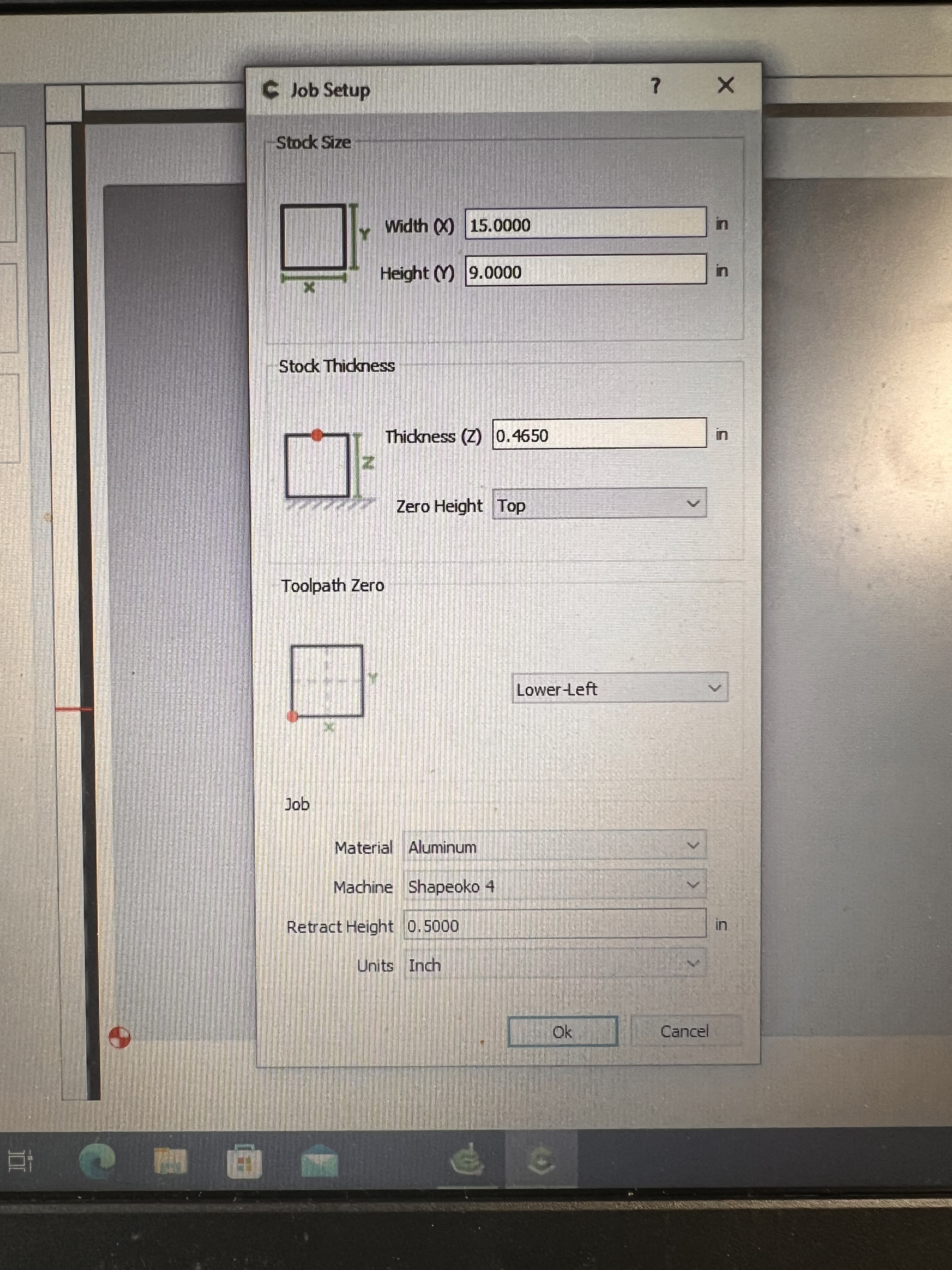
Set stock at 0.465’ with top
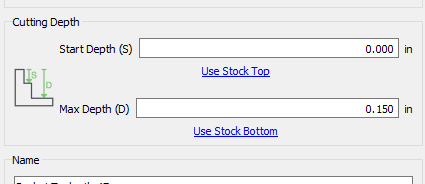
all cuts to bottom of stock use the stock bottom.
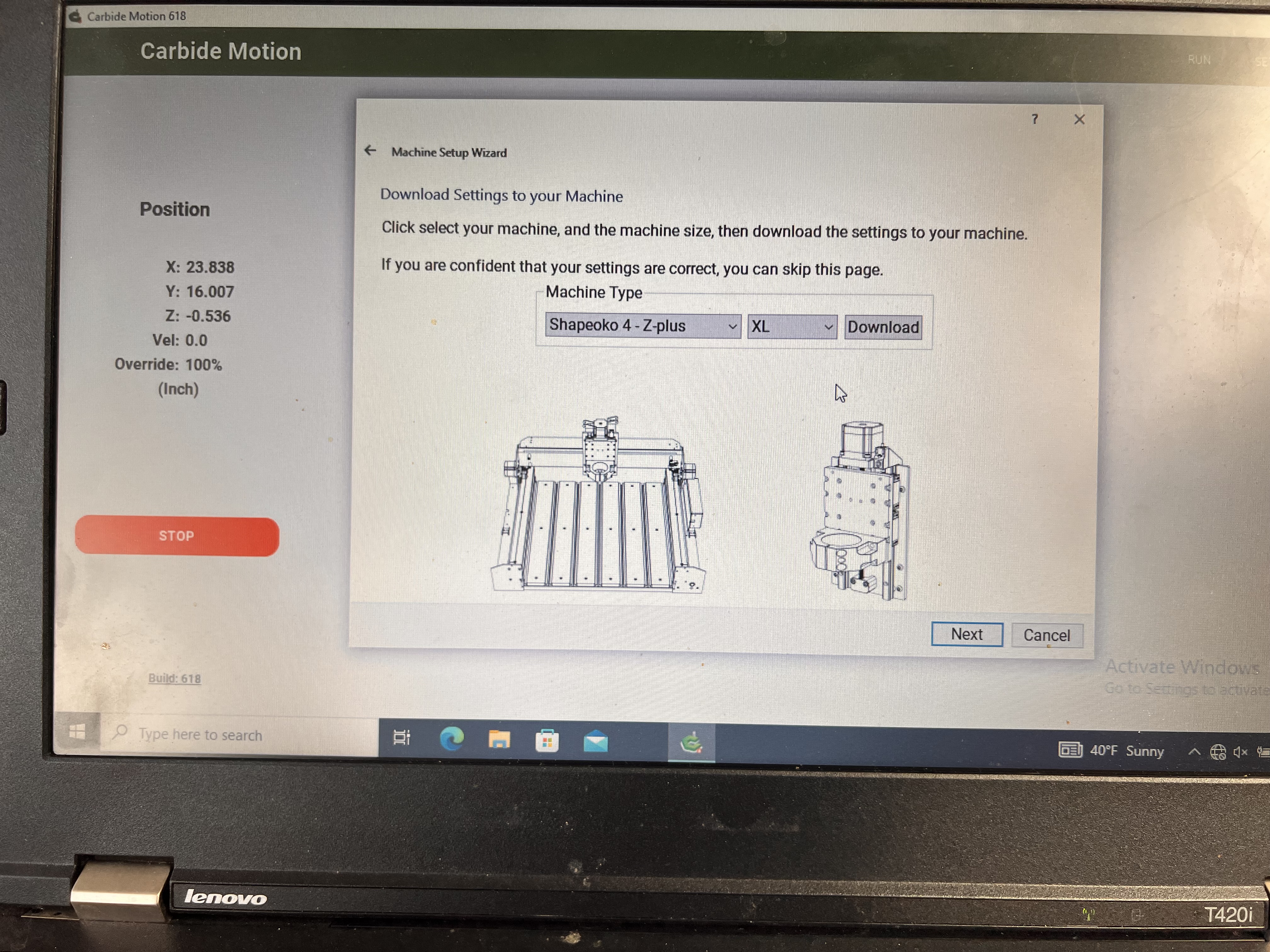
Machine: Shapeoko 4 XL
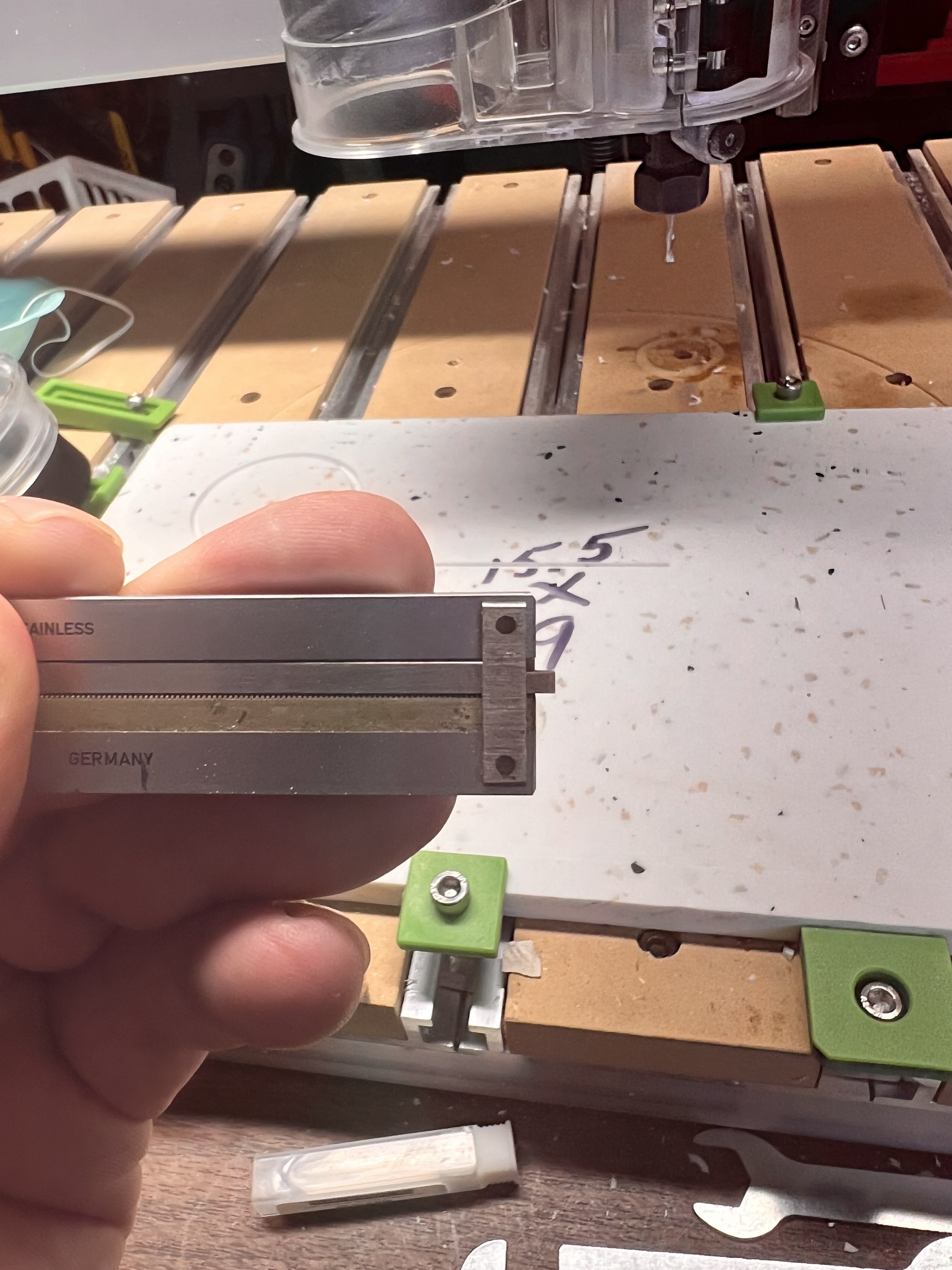
I mic’d my stock - .465"
Initialized the machine
set bites tool and probed on bitsetter
Used BitZero to get the X, Y, Z at left corner of stock (0.465 thick)
Loaded File: Attached
Loaded the 1/4’ 201 end mill
set hieght on bitsetter
started job and turned on router
1st cut plunged the end mill about .3’ into stock and then proceeded to cut into my aluminum rail.
stopped machine and router - emergency
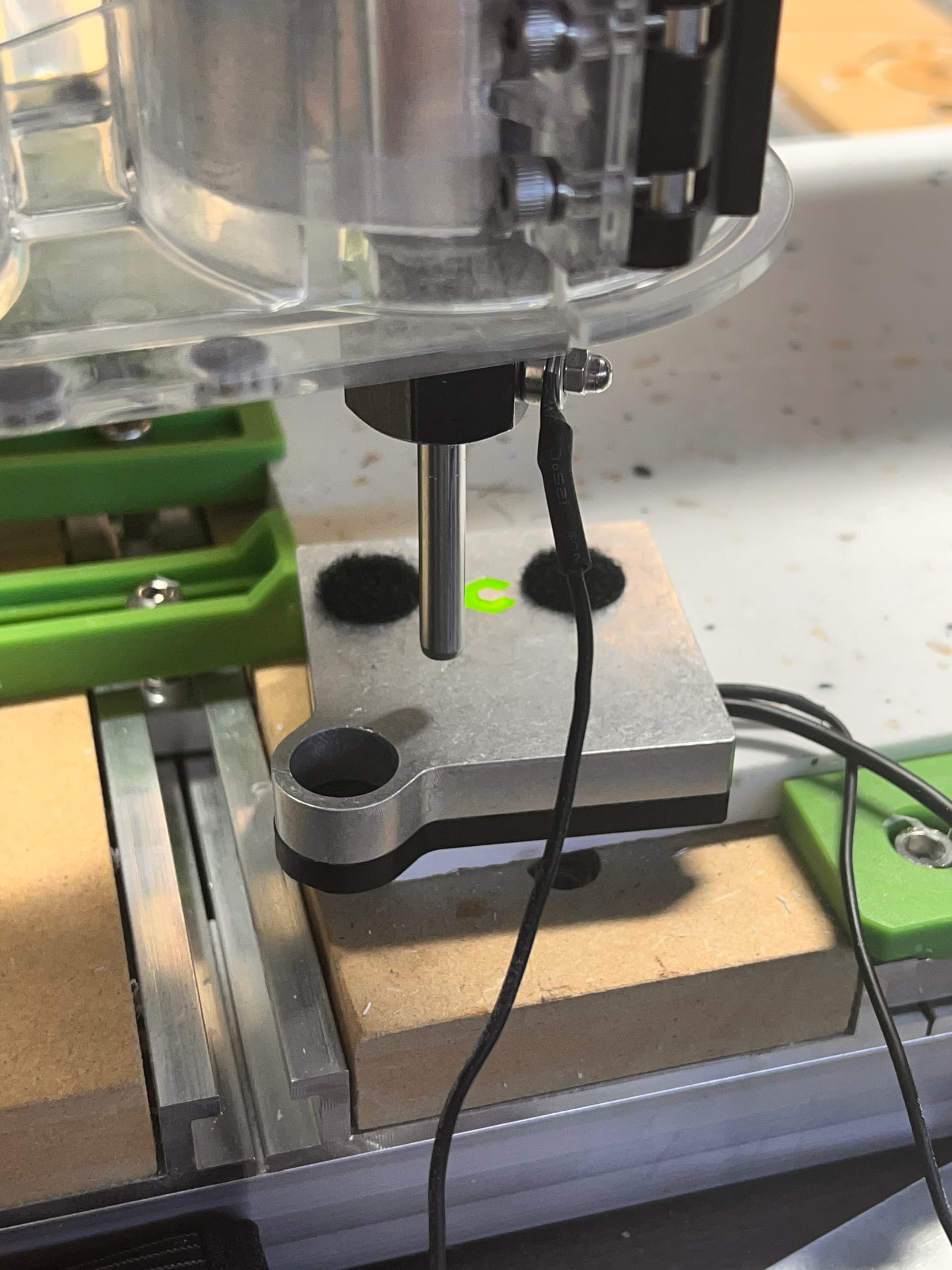
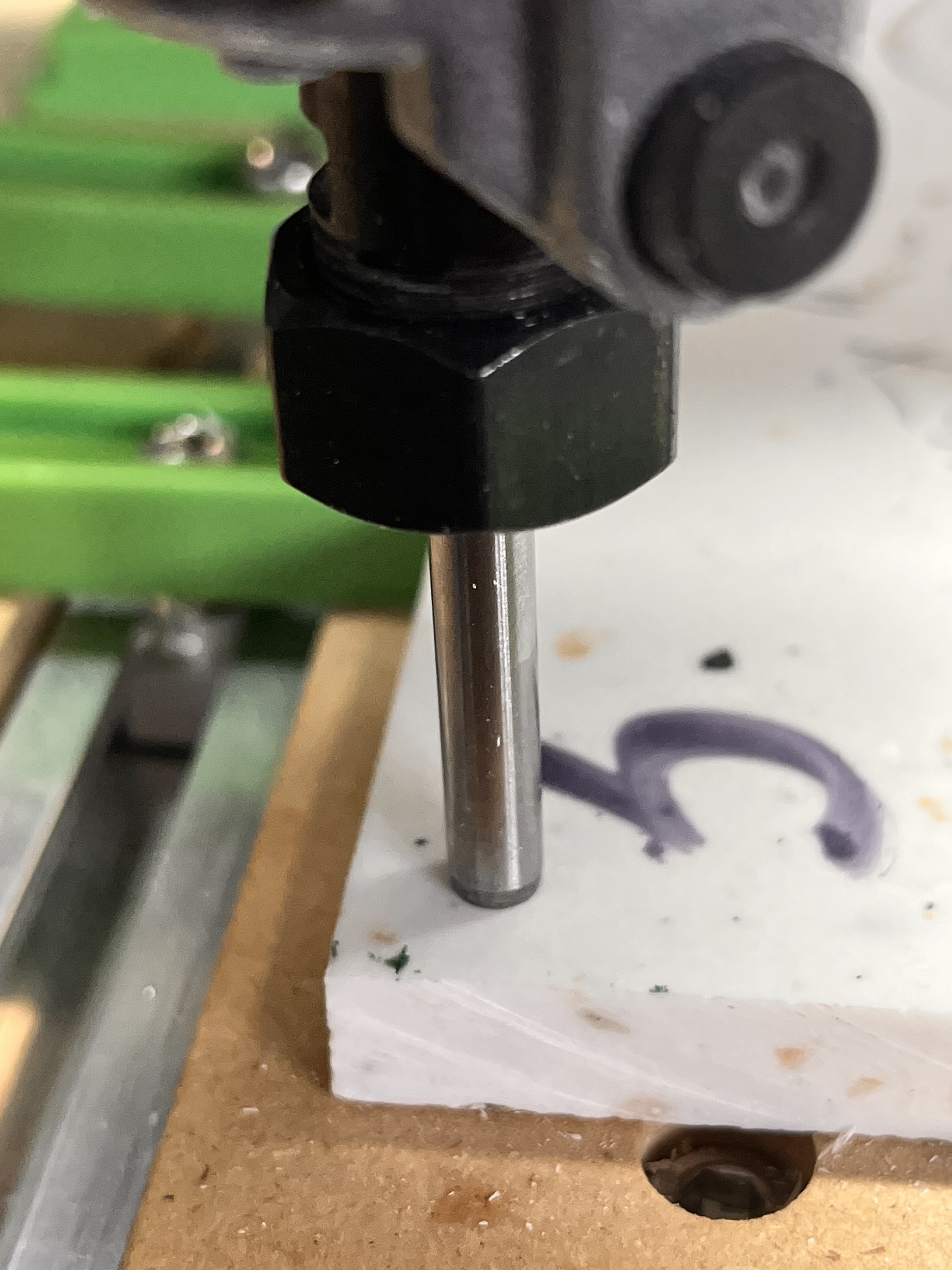
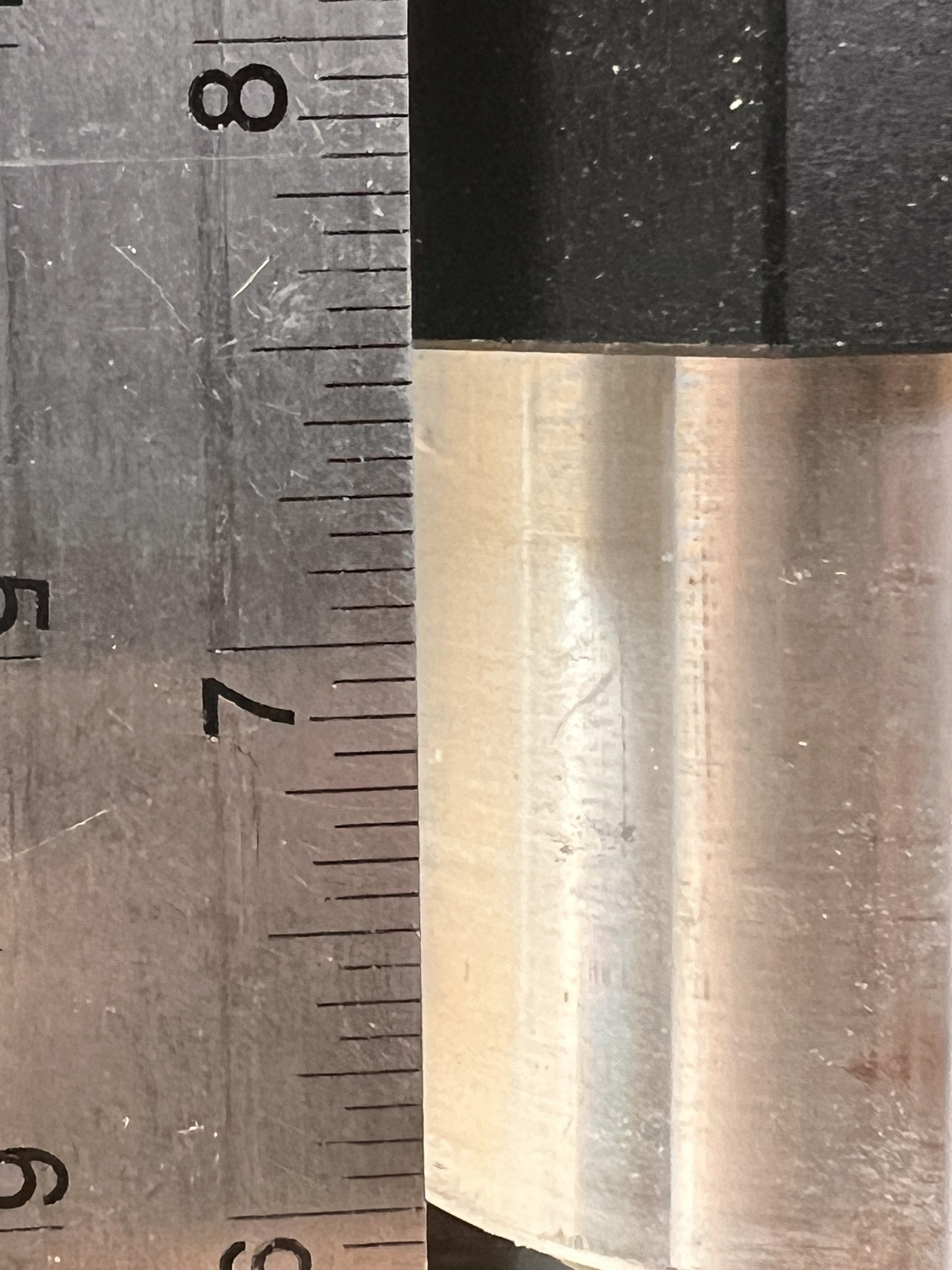
Just as an extra check, can you mark the shaft of the endmill with a sharpie next time you give it a try just to make sure there’s no movement there?
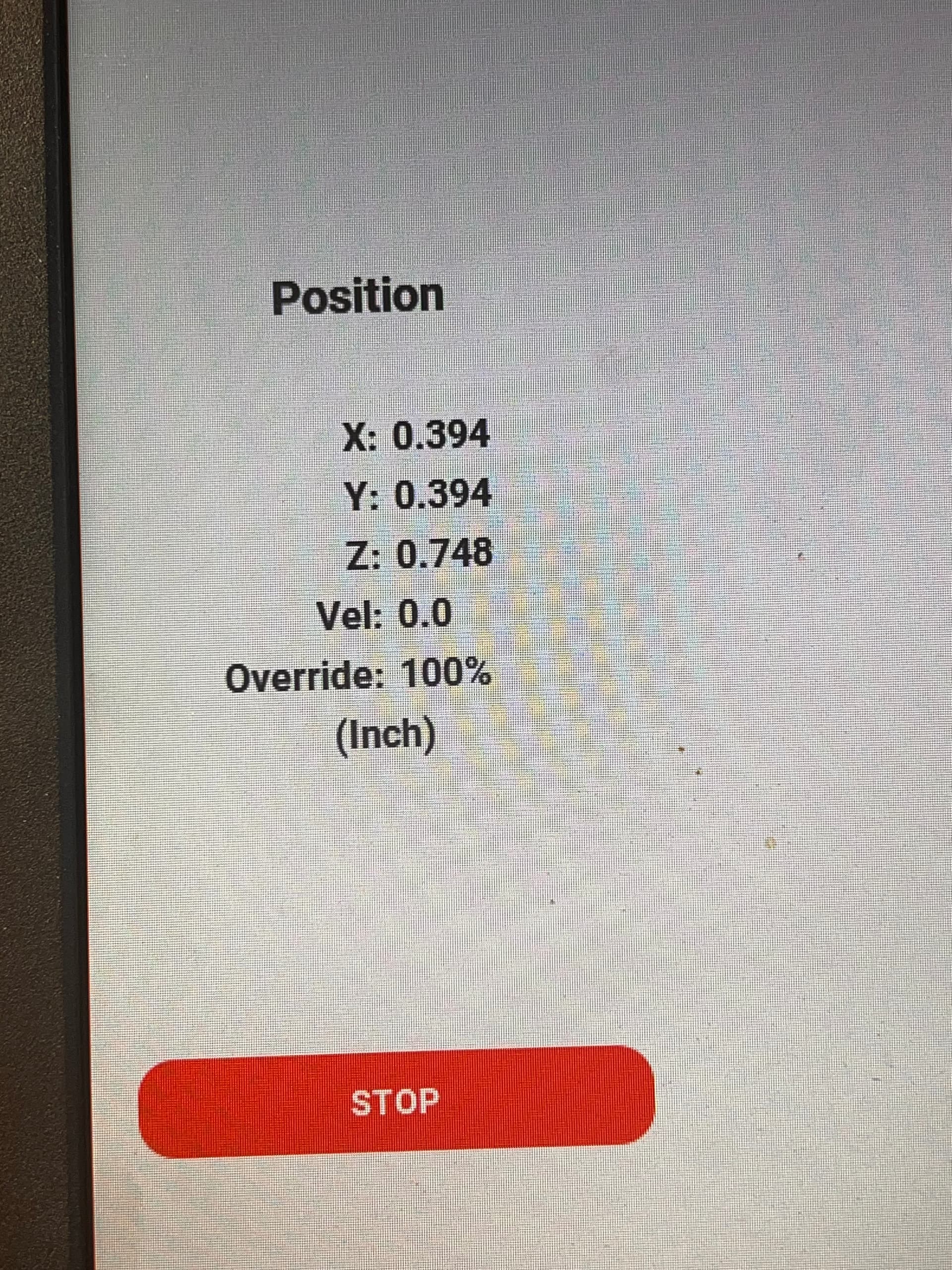
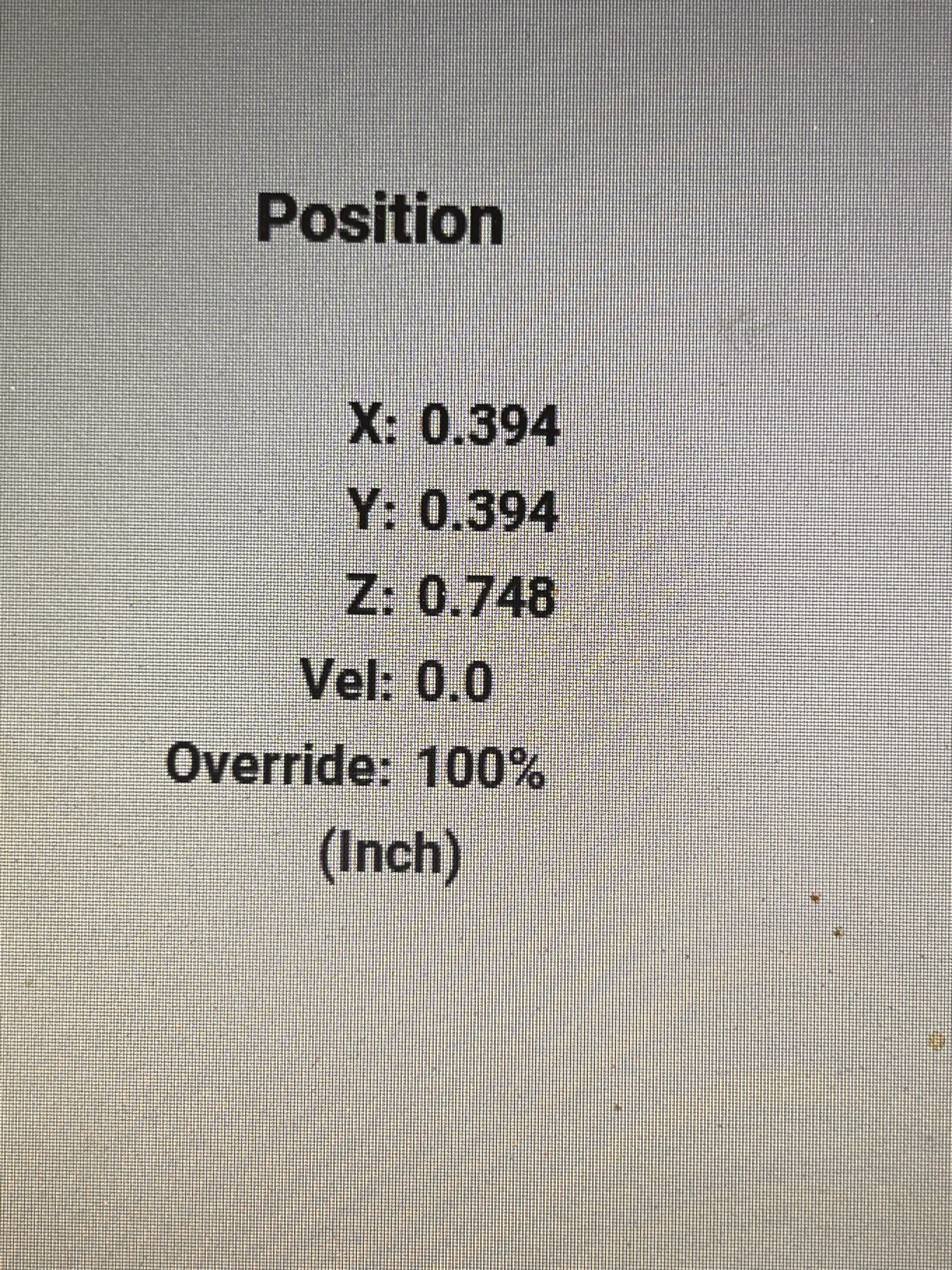
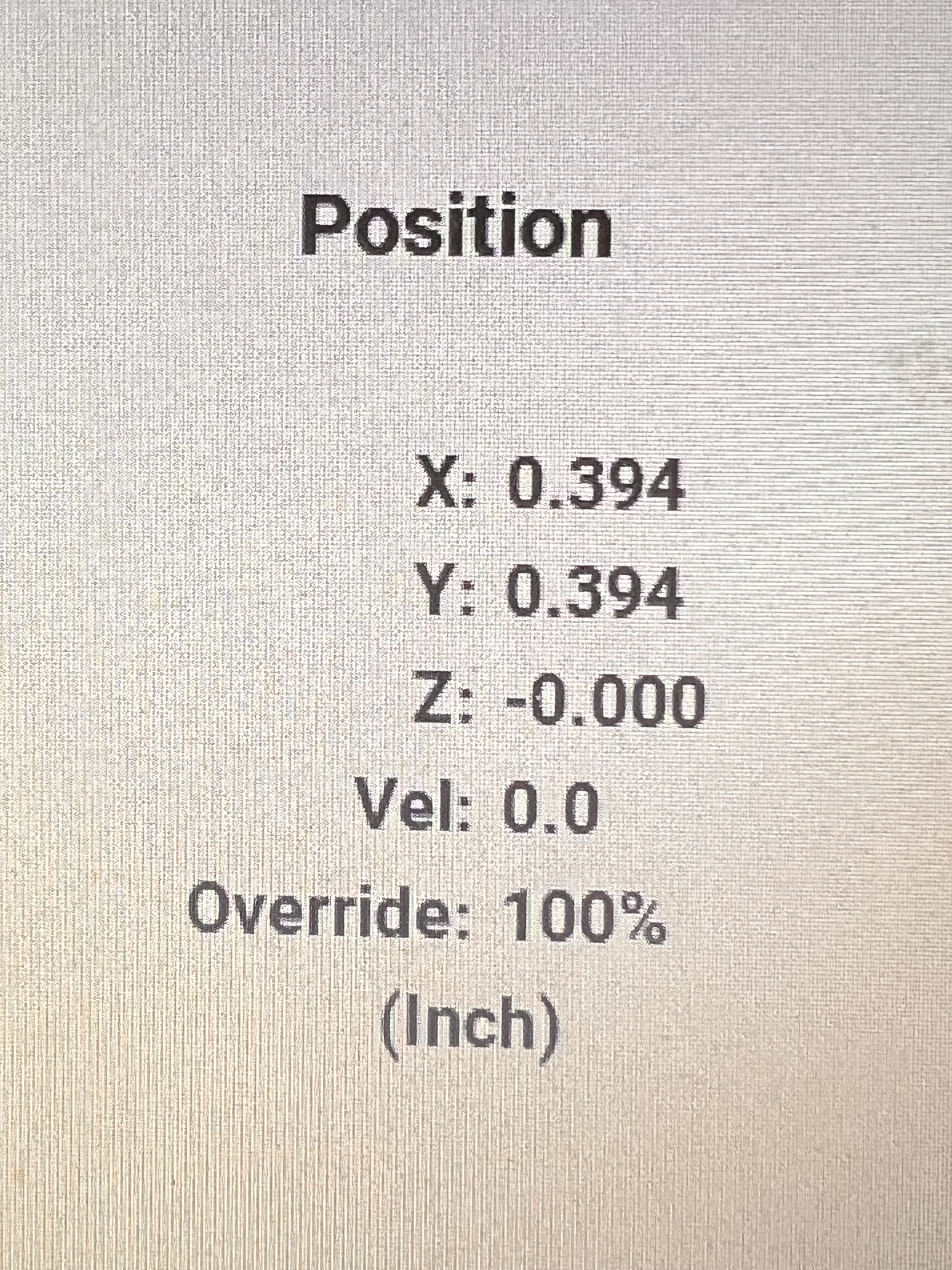
And as an extra sanity check, after you load the 201 endmill and it touches off on the BitSetter, can you manually jog back to the corner of your stock and see if the position readout shows pretty close to 0 in X, Y, and Z? That would confirm there was no drift or loss of steps in the intermediate operations.