I have a really weird problem, i’ll do my best to explain it.
I am cutting 4 pocket holes about 2 inches by 3 inches in a 1 x 8 x 24" board. I have the 4 pocket holes going all the way through the board. I have a 1/2 inch piece of particle board below the pine board so I don’t cut into my bed.
What happens is all 4 holes cut through for the most part but one one of them without even touching any wood the z axis will stutter or jump and the z depth will be off about 20 - 25 mm from what I can tell. The cuts after the 4 pocket holes then don’t cut get cut at all. I can watch it happen and almost predict when it happens, as it seems like in most cases it happens on the same hole which makes it even odder.
I could understand if there was pressure somewhere that would force that to happen, but I just can’t seem to figure out what it could be.
A few things about my setup:
My Z belt is tight, and was one of the first things I checked.
I am using an end mill bit that has most of the shaft in my dewalt router, the depth does not seem to be the problem though as I can cut way past the position of when it hangs on me.
I have tried not cutting all the way through and I get the same problem, as well as slowing down the all the speeds, and it still happens some of the times.
Is there anything obvious I am missing? I may even try to catch it on video so I can figure this out.
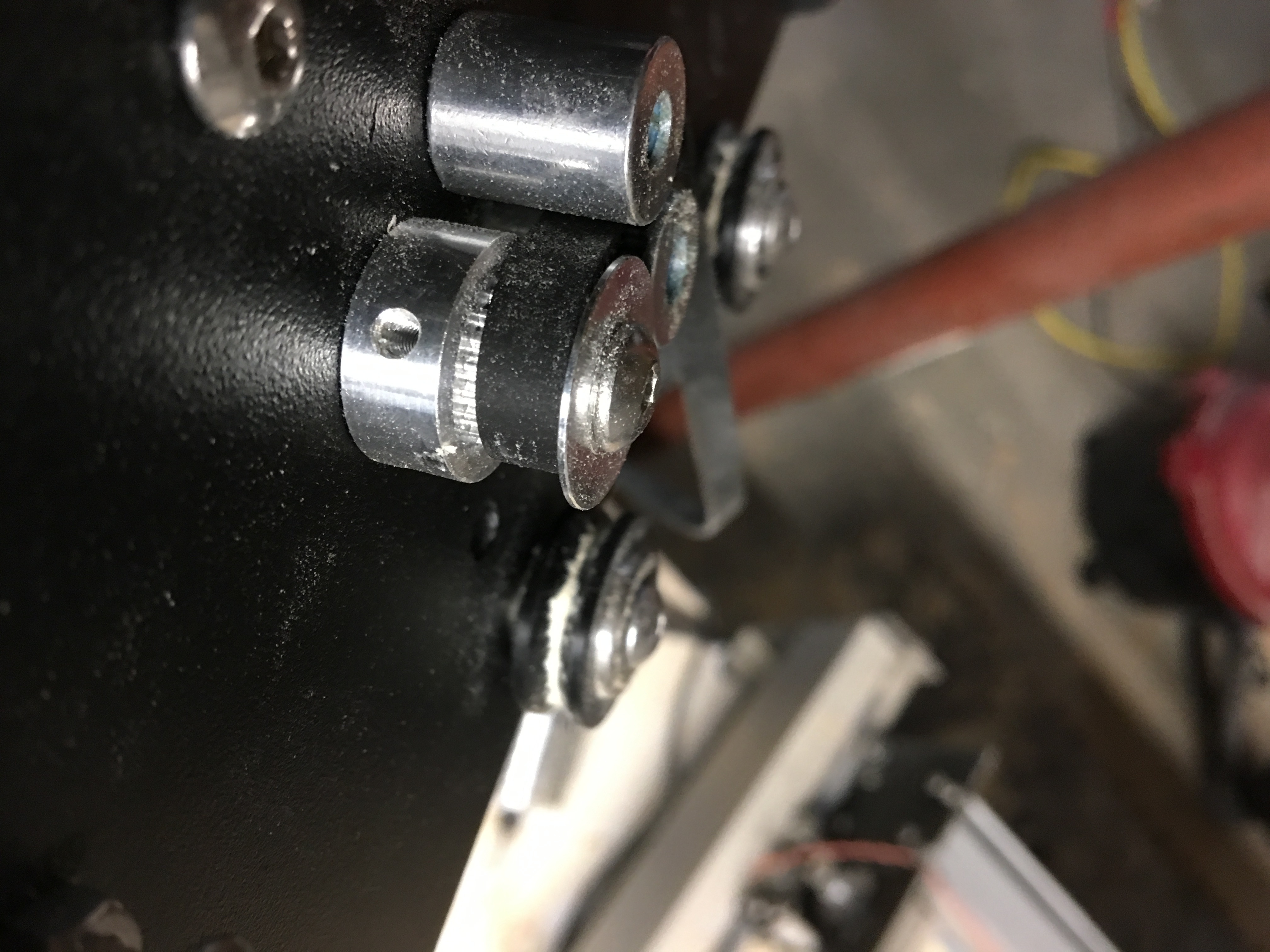
There are two very small allen screws in the pulley for the z belt. I found that both mine were not tight but the one on the flat portion of the pulley was tight enough that it allowed the belt to slip the distance of the entire flat on the pulley shaft causing about the 20 mm gap you are talking about. It would only happen in certain places on the piece were I think there is more inertia or pressure on the bit and would be pretty consistent on my table every piece in that spot.
Remove both screws on the pulley. Check to make sure one of the allen screws is on that flat, take the screw out and put some blue loctite on it and tighten it back up as tight as you can in the middle of the flat. Then do the same think with the other screw. Let it dry for awhile and the see if that helps and report back.
So I’ve got it apart, noticed that there are no set screws at all in either of the holes. Is this something I was suppose to install, or are they just missing?
This helps a ton, I just need to track down some set screws now, the top gear does have 2 set screws in it, and one of those was loose, but I feel the fact i’m just missing them in the bottom gear is totally the reason for why it’s failing. I’ll head to hardware store in the morning to see if I can find some.
Yes they have to be in all the pulley assemblies. While you are at it check the X and Y axis and make sure one of them is on the flat portion of the spindle and I would suggest just removing them all and loctiting them all back in place to make sure you will be stable. And as Will says, use the startup checklist each time you use your machine.
Thanks everyone for the help, I spent the better part of yesterday trying to hunt down M3 set screws, everywhere had M4’s, but could not find any M3’s, so I bulk ordered a bunch.
I’ll dig up the startup guide and start using that.
You are all awesome so much appreciation for helping me figure this out!