Julien:
I will try to post the g code file. It will be a bit later today before I can get to it.,
Thanks.
Carl
1 Like
Julien:
Sorry for the delay in responding to you. I was not allowed to reply due to I evidently exceeded the reply limit for a new user.
The program here will not permit me to upload a g-code file. It is not supported I guess. Not sure how to get it to you. Any suggestions?
Yes the forum interface is a little annoying that way, it restricts the file extensions that are ok to upload. The easiest is to compress your gcode file into a zip file on your computer, and upload that (“zip” files are accepted)
1 Like
Julien:
Here it is. cutie redone Wed 6-3.zip (232.9 KB)
1 Like
I’ll have a look shortly, but the beginning of that file does not look quite like what I get from my VCarve toolpaths. Can you confirm you are using the “Shapeoko” post-processor when exporting the toolpaths ?
@Pa12pilot
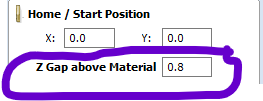
Check your Z-Gap obove material. Looks like you have it set to 1.8"…that’s pretty high.
1 Like
Yes I am saving it to the Shapeoko post processor in the vcarve 10 program.
I reset that from 1.8 to .5 in the material set up part of the program.
Gcode says 1.8". Check that it took.
1 Like
Ok, I will recheck the setting.
I have reset it to .75 inches, and then recalculated.
Thanks Phil: I hope to be able to master the vcarve eventually. PA12 is a great plane. Have restored several. Used a lot here in Alaska.
Still wondering about the cut through on the pocket, why it does it. I have set the bit all the way into the collet to get maximum clearance. Cut will not stop at .5 inches. Can’t figure it out.
Thanks again for the interest.
Carl
1 Like
If @neilferreri is right and 1.8" retract height was too high, you may have been a victim of a very common problem: if wasteboard thickness + stock thickness + bit length is large enough, there might not be enough Z travel left for the machine to execute the retract to the specified retract height, before colliding with the top of the Z axis. If this happens, it so happens that the movement will not stop (the axes switch are ignored during a run), but the machine will lose Z steps (while “grinding” against the top), and therefore lose its Z reference. It will think it is higher than it actually is, and when the time comes to plunge for the cut, it will execute the number of steps it thinks are required to cut to the specified depth. But due to the lost steps, it will actually start lower than expected, which ends up in cutting deeper than expected.
If you don’t have the problem anymore with a small retract height, chances are this is what was happening.
2 Likes
Julien,
I had experienced this a few times and that explanation is very helpful. The lost steps really screw things up and require a zero reset on the axis in question. Lesson learned.
One of my tools is so long that I cant use it with the BitSetter or it gets angry and stays depressed with the led lit. I suppose that I could move the router up in the mount but I have my Dewalt set so that the bottom of the collet is about .5mm above the bottom of the Z plate. Not that i plan to leave the unit running in my absence but in case I fall asleep and by power loss the router drops into the work for whatever reason.
In general it seems that most have the router seated as far as it will go but I have not seen specific guidance on this? What is the guidance on the router elevation and tool seating relative to the mount?
Thank you!
A.
1 Like
I guess the answer is “seat the router as high or as low as required for the job at hand”:
- people usually seat the router as far down as it will go because this is how you will get the maximal negative Z reach, and depending on the wasteboard thickness, Z axis type, and cutter length, it may not be possible to cut down to wasteboard level if you don’t do this.
- but if you mill very thick stock or use extra long reach endmills, then you will probably want to raise the router in its mount or you may not be able to clear the top surface (and clamps, potentially)
There are secondary aspects (like how much lever effect there is on the X axis V-wheels), but mostly, that’s it.
For seating the tool in the collet, the rule is to minimize stickout to minimize tool deflection (while not bottoming out inside the collet either, pulling back just a bit)
2 Likes
This seems to be solved but I’ll piggy back onto it as I had the exact same problem last night so I’ll share for others to learn from.
At the start of the cut my z axis would rapidly move to the top, you’d hear that belt skip which tells you you’re losing steps and then it would rush back down and start cutting too deep.
I’m using fusion 360 (poorly…the learning curve sheesh). The issue, as above, was my retract height was set too high. I was asking the z axis to travel upwards further than it physically could and therefore causing missed steps once hit the top and then incorrect cutting.
Keep at it Carl, you certainly aren’t alone I youre learning and once you nut it out it’s very rewarding.
1 Like
This topic was automatically closed 30 days after the last reply. New replies are no longer allowed.