Sorry that this is the topicPreformatted text of my first post.
But, I need help…
I’ve had an issue with depth of cut not matching what I send to the machine. As with all new endeavors, when I have an issue, I look to my inexperience and try to rectify that first.
That said I have an issue with the z axis stuttering on the negative stroke. So far I’ve looked to belt tension, eccentric nut tightness and position, grbl settings, belt skippage, etc.
I don’t own a bunch of machinist tools…to measure the parallel of the z axis v ways, but I suspect something in that assembly is an issue. If I move the spindle mount up and down by hand I get a random chatter that is not belt slippage (I marked the belt and stepped gear and the marks remain colinear.) I’ve checked the stepper motor shaft and the gear is not slipping on the shaft…the shaft came with a flat machined into it. I attached a video of the issue, the sound you’ll hear is the v wheels or v wheel bearings chattering or skipping…
Any info or diagnosis is appreciated, I personally believe there is something not right in the preassembled z axis carriage assembly. Or maybe the bearings of the v wheels.
Understand that the problem usually occurs under load (plunging into a cut). But also occurs as the z axis is moving in the positive direction. Usually in rapid movements.
Please try to measure / check the parallelness of the two Z-axis extrusions.
Also, note how plumb / vertical the spindle carriage is, release it from the belt and remove the router, mark it for orientation, then remove it and reinstall it upside down temporarily (note that this will reverse the Z-axis if you connect the belt and run the machine) — see if it’s parallel / plumb.
Also check / inspect the belt when you remove it — if you find a damaged section, put it where the static pulley will hold it and not allow it to contact a pulley — contact support@carbide3d.com for a replacement.
Let us know what you find — the Z-axis is a bit strange seeming at first, and takes some mental gymnastics to puzzle out.
I won’t be near the machine till after the first of the year, but, I have a few questions…
if the z axis extrusions are out of parallel, is there a method of adjustment? And what difference in the dimension would be considered out of tolerance?
You should be able to loosen them (they’re held in place w/ a bolt and a square nut in a channel in the extrusion) and then square them up.
Note that since Loctite was used, you’ll need to apply a fair bit of force to break that — might want to apply heat — check w/ someone more familiar with the stuff.
Hopefully that won’t be the case, but it was something which I wanted to include in the discussion to check so as to eliminate it.
I took the spindle mounting plate off, measured the extrusions for parallel…off by .002…pretty good I’m thinking.
I checked the belt for damage, none found.
Then I checked the v-wheels…and I noticed a bit of damage in the form of small nicks on the lower left v-wheel. I figured maybe I caused this when sliding the spindle mount onto the carriage…I swapped it out for one on the axis, reassembled everything, and voila…it was good!
Ran a job, everything seemed good…then it skipped on a plunge…then it skipped again, then my holes get shallower and shallower.
I stop the job, remove the spindle mount and notice there are the beginnings of nicks and damage on the v-wheel.
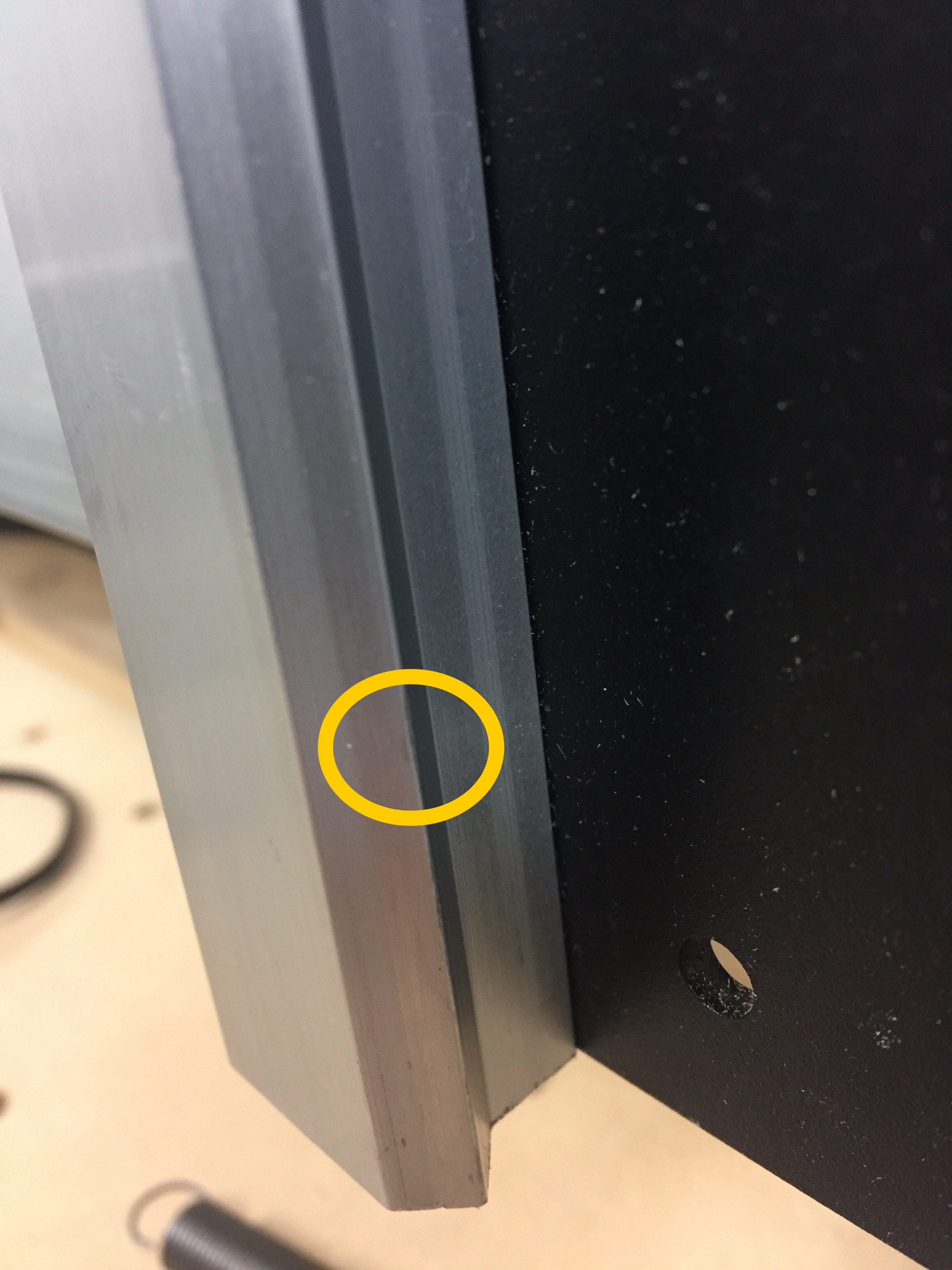
I run my fingernail along the ridge of the left extrusion, and there it is a few small, rough, flat spots or dings. I’ll include a picture, but its a bit hard to see.
I think the v-wheel runs over those spots a few times, gets damaged, and then the wheel and its position begins to vary, and more damage occurs across the circumference of the wheel and then the skipping and chattering begins to affect a larger range of the z axis stroke.
Bummer about the damage. Hopefully you can file it off carefully — see Shapeoko CNC Router, Rigid, Accurate, Reliable, and Affordable — another option once the nick is filed down / fixed, since it’s so low down would be to remove both of the custom Z extrusions and swap them — that should re-orient the damaged section so that the wheels don’t run over them as often. Contact support@carbide3d.com if none of that works out or your machine is still in warranty.
I’ve added inspecting the V-rails to both of the operating checklist copies:
V-rails in good condition with no nicks or other damage,
Hopefully that will help someone else with the same situation.
Mine started doing this recently. Would cut the proper depth then all of a sudden start cutting shallower. I took the Z-axis apart and found that the pulley allen screws had backed out and the pulley would skip bout 1/16 of an inch one way, roll it the other way and it would tighten up then skip 1/16 the other way. Looking at it closely the allen set screw as loose enough to catch the flat on the end of the key and then allow it to skip to the other end of the key. I removed the pulley and reset it on the flat in the center and tightened it all back up and used blue loctite on the allen screws. It works perfectly now.
Make sure you recalibrate the z-axis travel after doing this. It will have changed and mine was off a pretty good ways.
Interestingly enough, the machine was working perfectly on many 3D carves and my workbench. The all of a sudden started slipping. I thought it was the belt teeth causing the problem and was going to change the belt. However, that wasnt the case.