• Shapeoko 3 standard size
• Carbide3D Router (Makita)
• Amana Tool 46002-K 1/4" Upcut bit
• Extra MDF spoilerboard with T-Nuts; Unfortunately NOT yet surfaced.
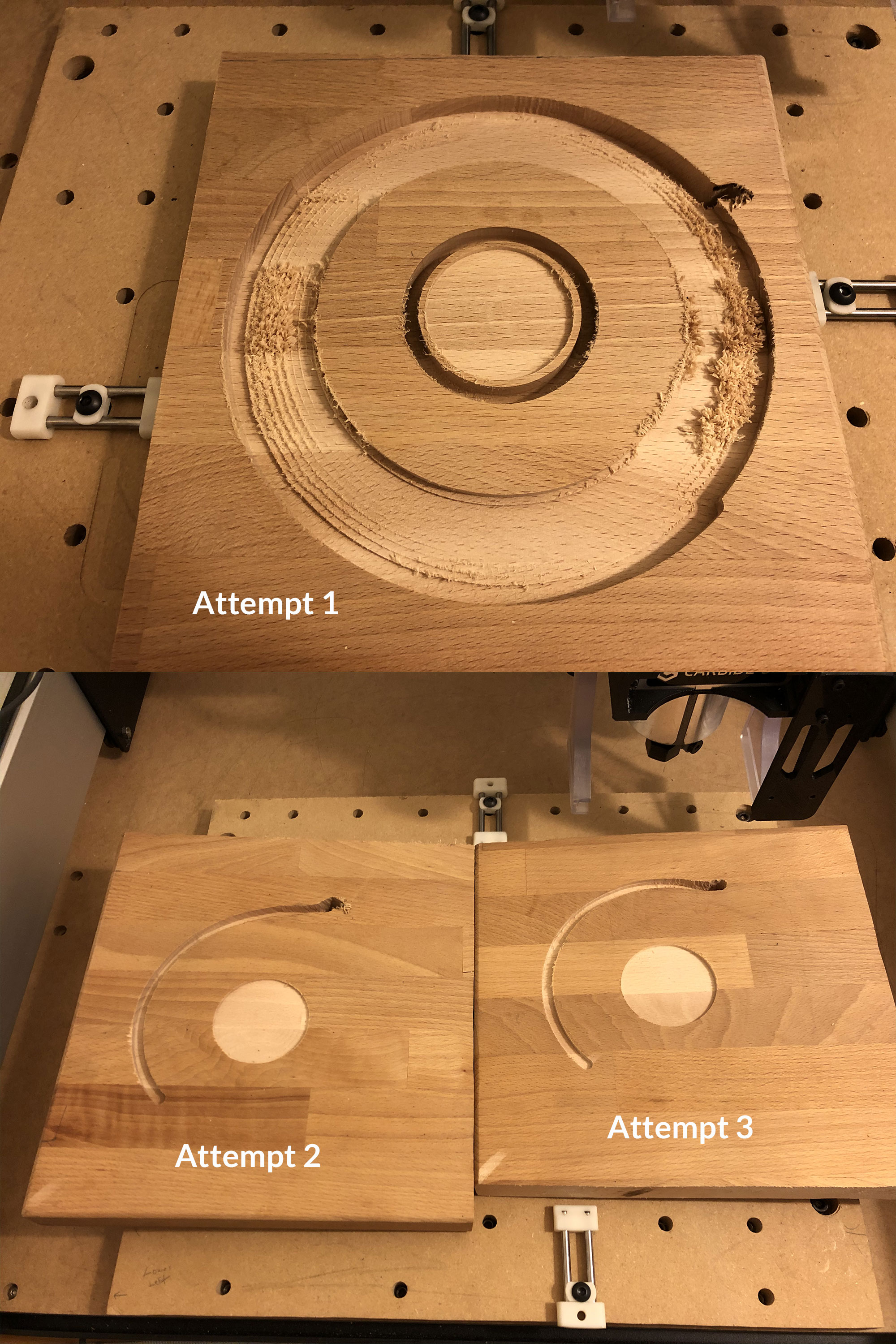
I’m trying to make a pretty simple stand for a friend’s existing wooden statue that will be screwed into the center post.
I’m a new user so I can only put one image directly in this post. Here’s the full set of images: https://imgur.com/a/APqhqFV
However my first attempt with the standard Carbide #201 bit had all the hallmarks of out-of-tram cutting and then the router got drawn into the wood and I had to cut power in a hurry.
My original attempt wood was held in place using heavy duty double sided tape, and I’m inexperienced so I thought the wood was getting drawn up into the router.
So I thought I’d try again with my Amana bit and with two clamps. But at about 2 o’clock the router started pulling the wood out of the clamps and I shut down. Then I tried a third time with all my clamps and again during the first clockwise pass of the outer pocket at a per-pass depth .125" the router gets drawn into the wood and I have to shut everything down. These next two attempts completely ruined my brand new Amana bit. Sigh…$30 wasted.
While I think the problem is that my machine is out of tram, I would love to know what exactly is going wrong here.
This may be a case of the endmill slipping in the collet.
was your collet clear of any debris/dust when you installed the bit ?
how tight was it ? (the saying goes it needs to be “monkey tight, but not gorilla tight”)
I seem to remember I had a case in my early days of using the Shapeoko when I failed to tighten the collet properly, and ended up with a similar effect.
EDIT: also please share your RPM and feedrate, to check if they are reasonable for hard wood (is that oak/beech ?)
The problem here is most likely an insufficiently tightened collet as @Julien noted — you’re seeing it because the machine is slotting with full tooling engagement which can loosen the endmill.
It’s best where possible to avoid slotting, but one can’t help but do it for the initial pass.
Maybe a less aggressive depth of cut might help, too. Looks like pretty hard wood. The Carbide3D #201 looks functionally equivalent, for $20 apiece, if you don’t wanna risk another Amana. Might also think about HSS for wood - it does tend to be (or feel) sharper. I paid just over $1 apiece for some 1/4" HSS cutters from “tool-edge” on ebay.
I feel like you could go a lot more aggressive with clamping, too. Getting something over the top of the piece might definitively eliminate that problem (I like some DIY oak clamps of the design that many people use for their first project)
My guess is also that the collet was not tight enough. On my Carbide Compact Router, it seems like I need to tighten the collet more than I do on my other machine that has a DeWalt router, at least for 1/4" cutters. I’m using the precision 1/4" collet. My first time using it, I went through my spoilboard into the MDF base of my XXL Now I tighten it a little more toward “gorilla tight” – maybe “chimpanzee tight”?
@unllama Yeah it’s not detailed in my post or photos too well but I clamped the crap out of the third run and still ran into the same problem of the crazy plunge. I did 4 bracing clamps on edge side and then four clamps on each corner tightened down pretty hard.
270 IPM is not possible unless you modified GRBL settings ? The default max feedrate is 200ipm, so it was probably going at 200ipm during that cut.
3.5 on the router is around 20.000RPM.
The #201 has three flutes, so that leaves us with a chipload of 200 / (3x20.000) = 0.003"
Nothing crazy, but still higher than I would feel comfortable using for slotting at 50% diameter depth of cut in beech (which in my experience is tough to machine, especially those pieces made of glued strips).
EDIT: also, manufacturer’s feeds and speeds are often given for much more rigid machines than the Shapeoko.
Personally I would recommend you
retry with half that feedrate (80-100ipm), and if you want to err on the side of caution also slightly reduce depth of cut.
install the endmill, make a paint mark on it near the collet at the beginning of the job, and check it at the end to confirm that it has not moved inside the collet, at all, during the job.
On tries #2 and #3, I think that’s the first time the cutter edge is essentially parallel with the grain of the wood. Like trying to chop down a tree with mostly vertical strokes; the axe mostly bounces off.
Hey I did not notice that at first glance, but if OP used the oops clamps only from the side of the piece, no wonder it got pulled up. Definitely need to place these on the top surface.
You should read @Julien’s e-book on the Shapeoko and linger on the Feeds and Speeds section and the thread has a F&S worksheet calculator so you don’t encounter the same problem. I had a similar experience when I accidentally truncated a decimal in my F&S settings.
I should’ve taken a photo of how it looked when clamped in but I was using 4 clamps on the side to brace the piece and 4 over each corner tightened down pretty hard.
Ho-ly moley that’s really interesting. Ok. So that helps me understand why it was failing in the same spot. Now I just need to really pull back on my feedrate and depth per pass and try again.
 Now I tighten it a little more toward “gorilla tight” – maybe “chimpanzee tight”?
Now I tighten it a little more toward “gorilla tight” – maybe “chimpanzee tight”?