Does anyone have any data on the lifespan in aluminum of the ZrN coated single flutes? I am not having any issues I just wanted to hear other people’s experience and see if anyone had any hard data. I cut almost exclusively aluminum on my Shapeoko using only single flutes from Carbide 3D and Amana. I have finally gotten enough experience with aluminum that I don’t really break end mills anymore and am not sure when I should consider replacing them. I realize that It is probably dependent on lots of variables but I have to start somewhere. Also, if anyone knows about a single flute cutter with a tip radius rather than a point, I would very much like to know about it.
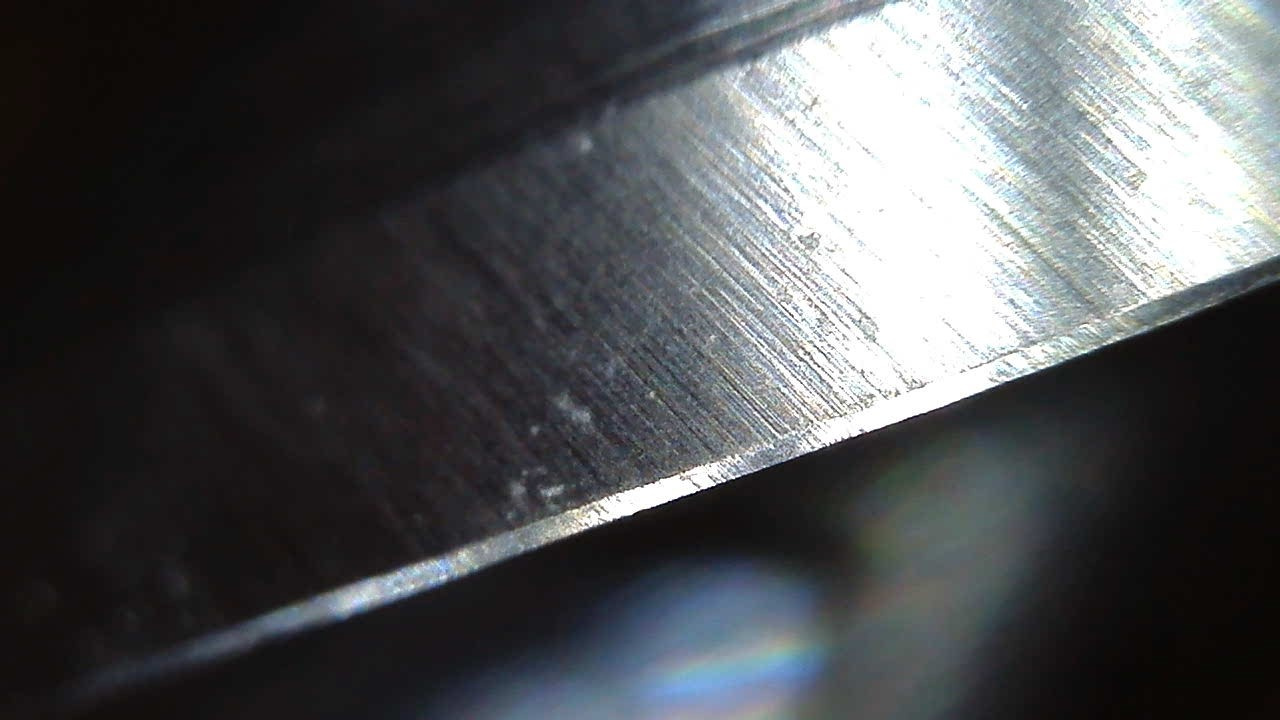
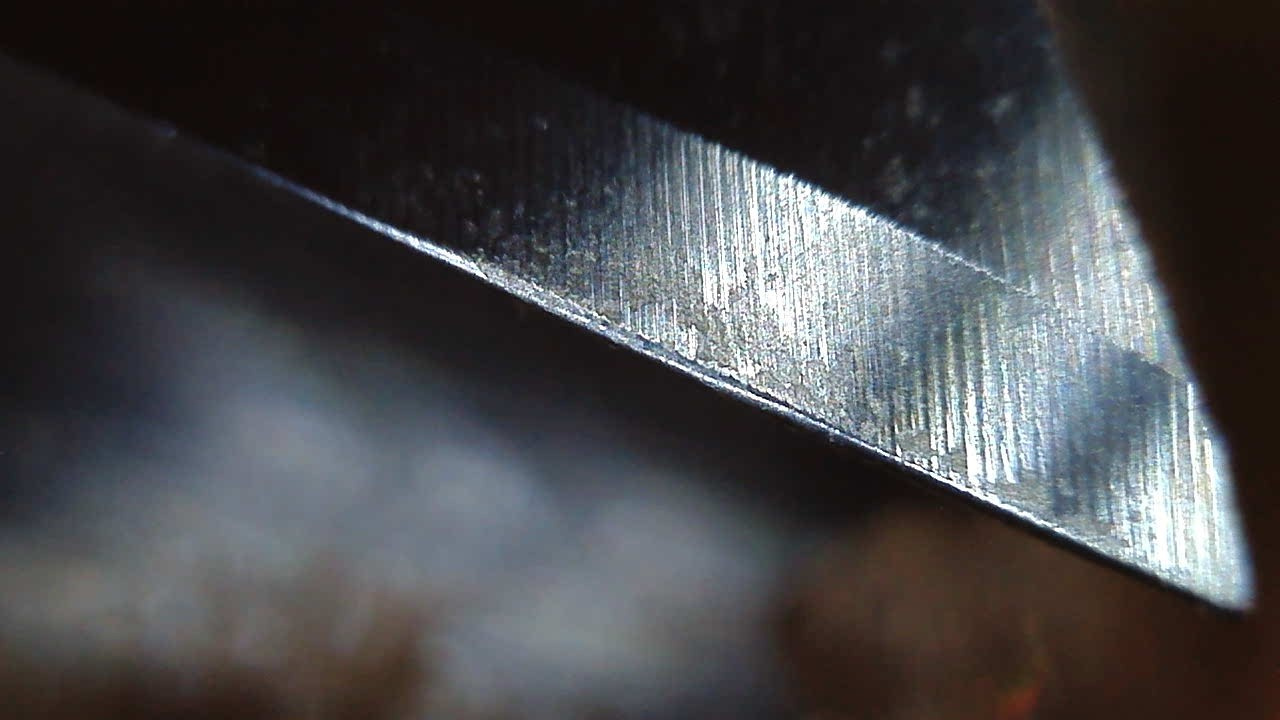
My use of them is too occasional for me to comment on a typical lifespan, but I’ll say that a 20$ USB microscope (or even a loupe) goes a long way to tell when the cutter has had enough:
https://shapeokoenthusiasts.gitbook.io/shapeoko-cnc-a-to-z/maintenance#tool-wear
“Bring it on” state:
“I’ve had enough, please stop torturing me” state:
5 Likes
There are just too many variables with desktop machines to really give a definite answer to that. Chatter, sfm, chipload and lubrication all play huge parts in lifespan. Even cut types, deep, shallow, adaptive and traditional toolpaths can change wear area and amount.
The best bet would be to use the rougher/finisher strategy. A new endmill will always finish better and a slightly beat-up one will rough fine up to a certain extent. Log your cut hours and I’ve personally come to love an led lit loupe for quick inspections. The best data you’ll get is from your own machine and speed/feed strategies.
Toss your rougher the second it starts raising a burr or chip welds under good conditions. Sometimes a lye soak will give it some life but as a backup rougher. The ZRN coating can look like its dulling but its usually just caked on aluminum.
If you aren’t using mist or mql coolant than you are throwing away cutter life. Heat is the enemy with high sfm.
Ive also asked around for basically a bull nose single flute but come up empty handed. Heard of honing the tip but its delicate work, tried and only semi-succeded. The Datron 4-1 stuff has a really strong tip due to its wiper geometry. If you haven’t tried one, I would put it on the list.
4 Likes
I do not currently run coolant of any kind on my machine because I still use an MDF table and spoil board. I want to add at least air blast but I am also considering the SMW fixture plates. I’ll probably end up getting the fixture plates first and then saving up for air blast and therefore a coolant system second. I have never used any of the Datron cutters but I will take a look.
Separate question, have you used the 3 flute ZrN coated stub cutter (or similar) that Carbide 3D sells at all? I am always nervous when considering anything but a single flute for aluminum on my machine. I just know that my Shapeoko is happiest when I am using high width low depth strategies and that tool could be good for that.
I cant speak to aluminum specific cutters, but plastic cutters can be had with this feature. The design intention being improved floor finish. I own Onsrud single flutes with this feature, and I believe Harvey makes at least a 2FL with this feature. I rarely bother with the tool change though. Looking at my catalogs, while it isn’t an option to standard geometry, some of the aluminum specific single flute model ranges appear to have a tip relief.
Edited to add: At least with the tooling I have, it is rated to 60k rpm. Figured that might be of interest to you.
1 Like
This topic was automatically closed 30 days after the last reply. New replies are no longer allowed.