I got a big problem… My desktop computer isn’t anywhere near where I plan on putting my Nomad.
I really wanted to put a Raspberry Pi on the Nomad and just do everything through SSH, but it looks like Carbide Motion is Windows and Mac only.
Is there a secret version of Carbide Motion for Linux, specifically ARM instruction set?
Is there a good replacement for Carbide Motion that can run natively on Raspberry Pi? It would be nice if it had a console user interface so it can be remoted into by SSH, instead of a full GUI that I would need VNC for.
What do you guys think of spending money on a new Win 8 tablet computer? I’ll permanently connect it to the Nomad. The trouble is, the small tablets don’t have USB ports at all. The ones that do are more expensive than I feel comfortable with.
What about my last option, which is to put a TCP to serial conversion server on a Raspberry Pi, and install a virtual COM to TCP port on my desktop, and run Carbide Motion on my desktop but it’s actually sending everything through TCP to a Raspberry Pi, which then sends stuff out USB port?
A couple of them run well on a raspberry Pi, and I’m fond of bCNC.
One option for a Windows tablet w/ a single port is to use an OTG adapter — I got one w/ my Toshiba Encore 2 Write 10 and it works well
The only issues for me using a a tablet are the occasions when the buttons are too small and I have to grab the stylus. I did have a Wii Remote connected and jogging and need to revisit that and get in the habit of using it.
You may want to look into a referb laptop from one of the online retailers. Win7 laptops can be quite affordable and you have a tidy package to work with.
About the OTG adapter… I think the HP Stream 7 charges from the OTG port, and if I occupy it with a device, then I fear that it will not charge.
I know I can modify the OTG adapter to supply an external 5V source, but the problem is, I already know that tablets like the MS Surface 3 only accepts certain chargers.
Also yes I’ve seen some of the Linux GCODE senders, can they truly replace Carbide Motion? Which one is GUI and which one runs in a terminal? I’d rather run my R-Pi headless.
Also doesn’t the Nomad have a different motor than the Shapeoko? Different as in, variable speed controls vs fixed speed router motor?
Thanks guys
edit: what’s the controller board inside? what microcontroller? is it emulated virtual com port or could I wire a XBee straight into it and just send commands wirelessly that way?
First… the Raspberry Pi is slooooowwwww. Although right now I’m running X because I have to type in WiFi info, but I can’t avoid having a screen if I’m using WiFi, it’ll be too difficult to troubleshoot if it disappears from my network.
Having a “serial to TCP bridge” was too cumbersome, it occupies the serial port, and I don’t want to actually print a project over a wireless connection. So I would be forced to use the bridge for jogging and zeroing, then shut down the bridge, SFTP over a file, and run another GCODE sender. Pain in the ass.
I’m going to try the a $80 WinBook tablet… Amazon’s return policy is good enough for me to not worry too much about it not being good enough.
I’m running CM on a little Dell laptop that I bought used for the purpose for $150. It has an SSD so it boots up really fast.
But I’m trying to picture how you’d run the Nomad “headless”? How would you do the interactive job setup steps–jogging to position the cutter and settting axis zeros before you get to the sending gcode step?
The thing is, I am probably buying a MS Surface 3 or Surface Pro 4 later on this year. But that tablet would become my main “entertainment” tablet. It’s gotta move around frequently
If it was headless, it would have been done using a Raspberry Pi and operated over my home network. And I would run whatever user interface on my Surface, to do the jogging and axis zeroing. When I want to run a job GCODE file, I would SFTP over that file and run a GCODE sender on the Raspberry Pi.
To do that, I could’ve either found a good software and use it via SSH or VNC, but my second idea was to run a TCP to serial bridge. On my Surface, I could build a tool around COM0COM or COM2TCP and fool Carbide Motion into transmitting GCODE commands over TCP to the Raspberry Pi, and the Raspberry Pi would handle converting the TCP data to serial port.
I bought a Mac Mini on eBay for $120, and it’s now my dedicated Nomad/Printer machine.
I got tired of plugging and unplugging my main notebook. I also figure that the Mini can be more readily sacrificed to the potentially dusty environment.
For the M6 (MC puts in an M6 every time it encounters a new tool number) you can comment out that line in the TOOLCHANGE section of the postprocessor by adding a semicolon to the front. You’ll need to have your tool loaded and zeroed because MeshCAM will turn on the spindle and start moving straightaway.
@Randy This is very interesting! After your post, I started reading about post processors and this actually addresses a great question that has been bugging me for a while but did not know how to phrase.
I found the doc and googled forums around but I am still somewhat stuck: no instructions for MeshCam for Mac.
After a bit of research, I found the post files in /Applications/MeshCAM.app/Contents/Resources/Posts
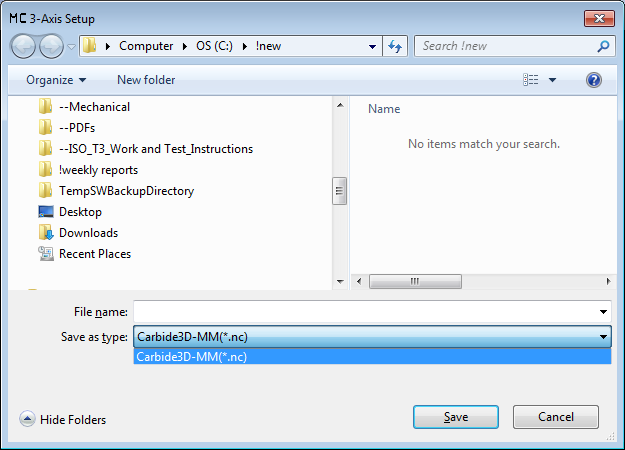
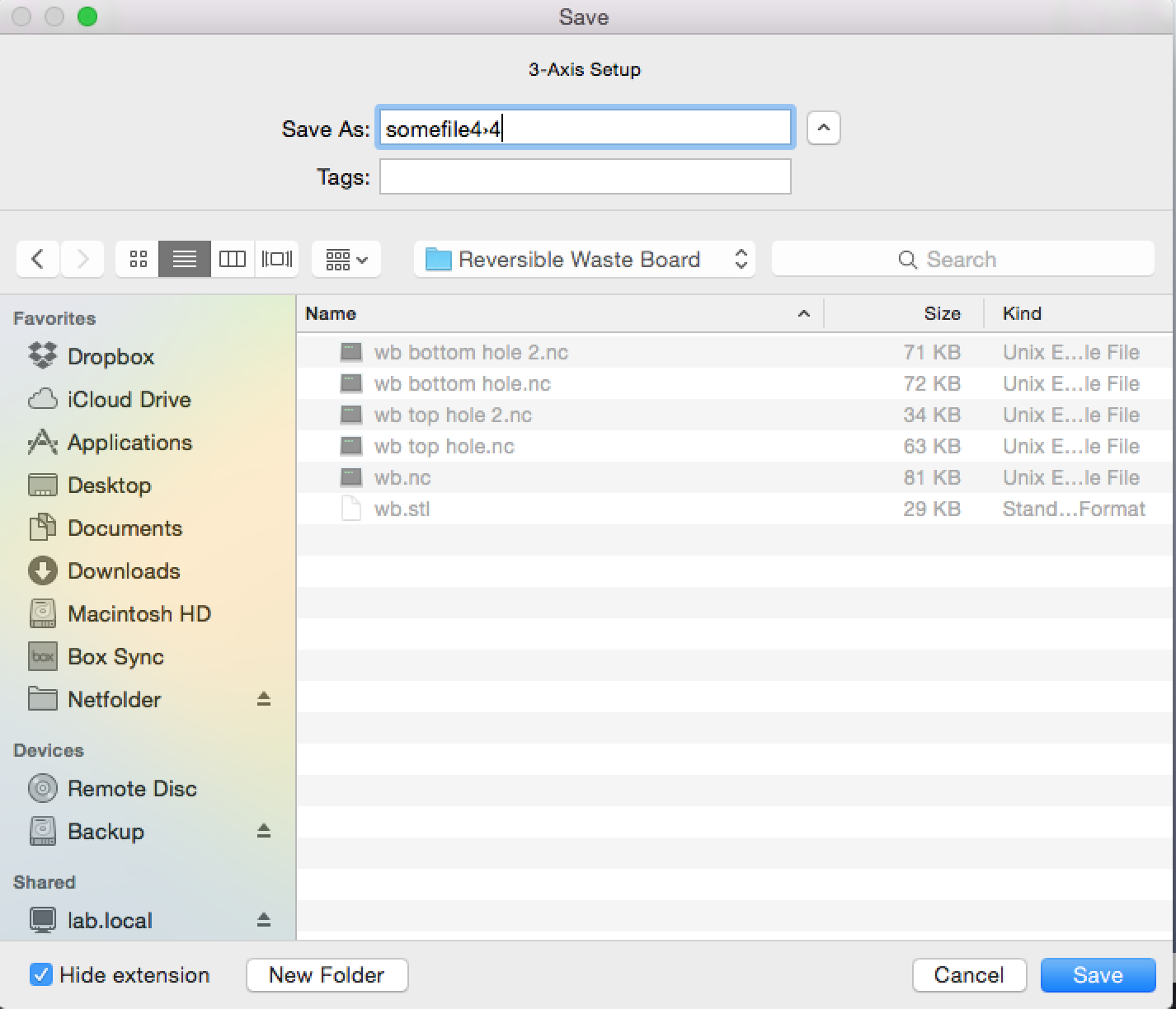
When I save the toolpath, there is no option in the dialog box to select a post processor. It is the plain OS-X “save as” dialog. I can see the extension is .nc but I can’t specify a format.
Also, if I create a new post for MC on Mac, where should I drop it ? The /Applications/Mescham package does not seem a great place.~/Library/Applications Support/Meshcam would sound better but I do not know if this is supported by MC. Then again, I am just asking…
Bottom line, to answer your question: I do not know which post processor I am using as I never knew one could specify one (which is probably why it flew under my radar).
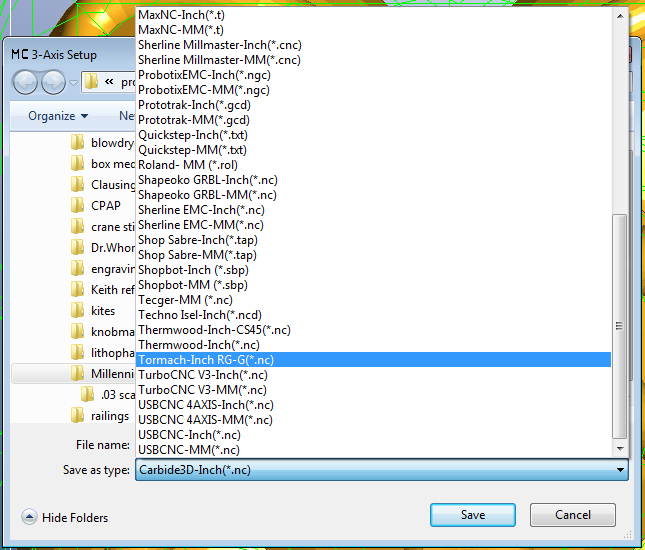
@Randy Yep… this is similar to a screenshot I found while searching the web (the documentation does not mention any of that… aherm…)
Interesting you can not select a postprocessor of your choice.
I attached a screenshot of the save dialog (from the Save Toolpath). No place to specify a postprocessor either. At one point I suspected the extension would determine the post processor but multiple posts specify the same extension so that would be ambiguous (and so I suspect this is not what is happening).
You’re right Randy- the Carbide license for MeshCAM locks the post processor to the Carbide post that’s built in. This is intentional to eliminate the ability to produce code that’s incompatible with the Nomad or Shapeoko.
I can understand the commercial reasoning behind that but the MC generated gcode is incompatible with the Nomad unless CM is used to preprocess it… It’d be really cool to have the option to generate pure Nomad code as CM has its own limitations.