That’s awesome work @TK-422 . Once the endmill go under 1/8th things start to get really fun lol. Have you thought about trying to V carve it? Gives a really nice 3d letter look without tons of material removal.
1 Like
A quiet Vince is a hardworking Vince
All billet everything. Custom lightweight battery undercar relocation box for a track Evo. Designed for tool free use and has multiple backup failsafes. Ready for powdercoating and closed cell foam cushion added in recessed door. Even machined the hinge from scratch and features a captured brass pin with oiling holes. Designed in Fusion 360 and processed with UGS. Cut with S3 and tigged with a Dynasty 200dx.
This was fun but the next project…just quoted out an intake manifold to build an Evo X to be among the fastest in the world. Everything will be machined in house.
Carbide 3D giving power to the little guys #Makerlife

11 Likes
For those I wanted the vintage machine label look. I did it again in brass and it came out much better. I painted the centers gloss black.

These just arrived tonight.

4 Likes


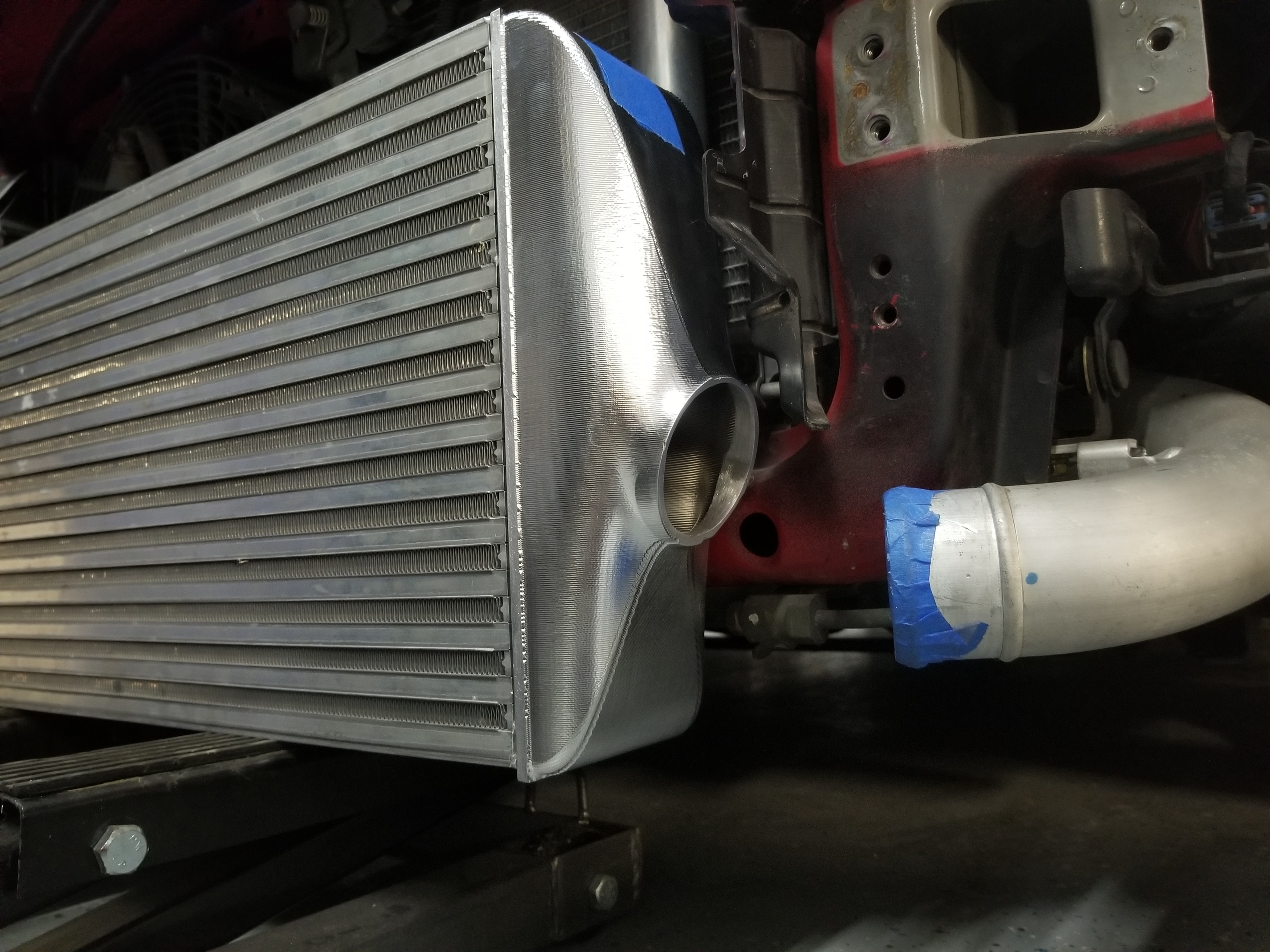
Prototype test fit part straight off the machine with minimal deburring with a whip. Funny thing, ran some calibration testing and the default settings are pretty spot on with the proper finishing techniques. Currently running about 3-5 thou tolerance on X/Y if spring passes are used, HDZ is dead nuts on. That’s plenty good enough for me!
4 Likes
Looks like it might be a green light on cnc press dies for a custom intake plenum design. Material needed would be 115lbs of 6061, two plates 18x8x4. I’ll be maxing out the table on the Z carriage height and Y machine travel. Each plate will be 57 lbs and likely take multiple days for roughing and finishing.
The material cost is $560 shipped and I was quoted by my super awesome cnc friend $3500 completed. He actually drew the dies for me awhile ago and I’m welding up a crashed part to be fixed in exchange.
These are being made for a good friend of mine and he didn’t have that kind of money laying around. He is amazing at porting heads and intakes so I might just trade straight labor for labor. Everyone wins.
These might be the largest alumium pieces ever machined in a normal Shapeoko. Now if only they would send me xxl sized Y rails and belts so I can make the ultimate xl, Vince style…hint hint 

Here is a photo of a custom plenum die set that my friend made me before I had the capability. It takes almost 50 tons of force to press the 0.125 5052 blanks

3 Likes
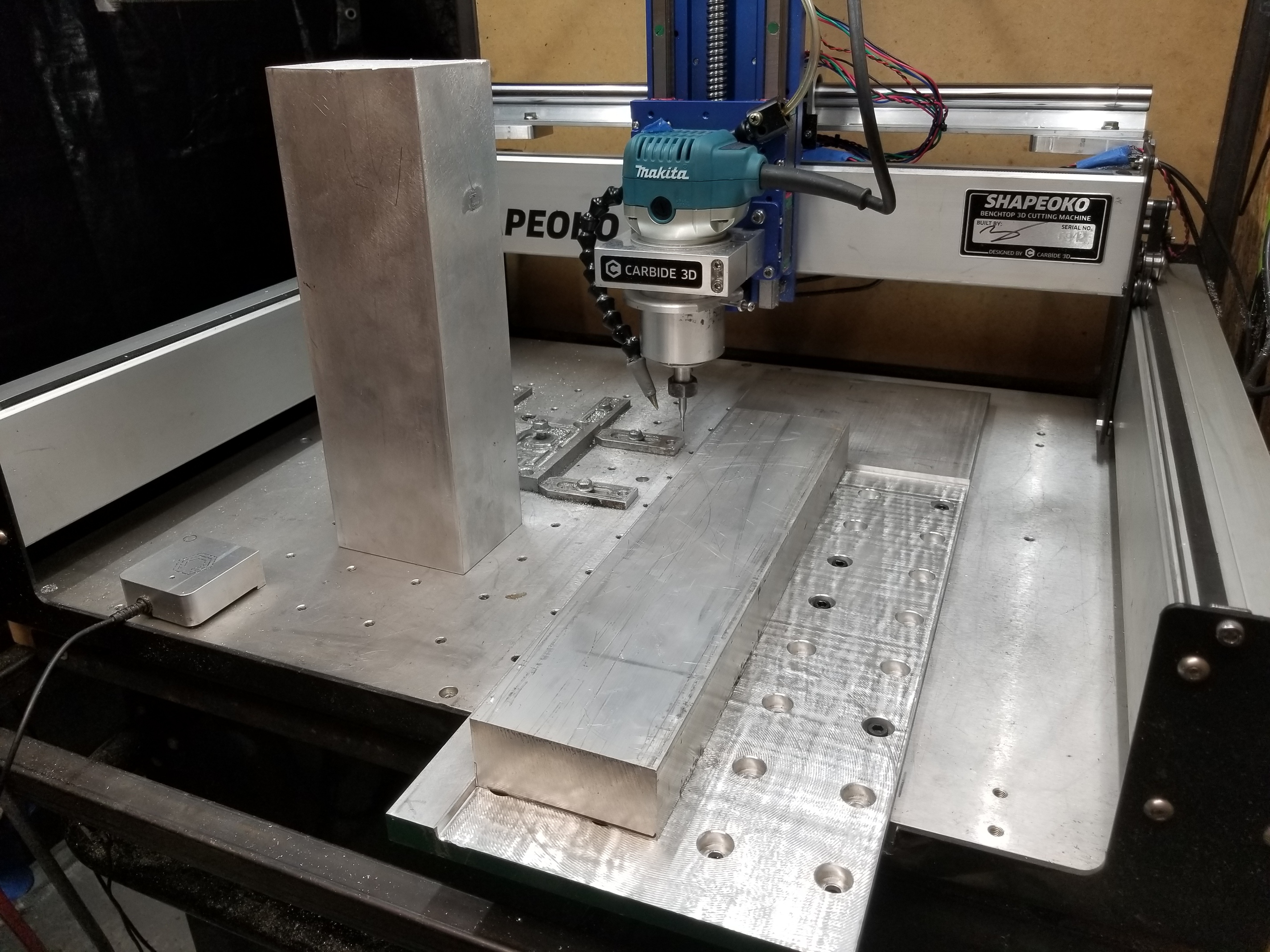
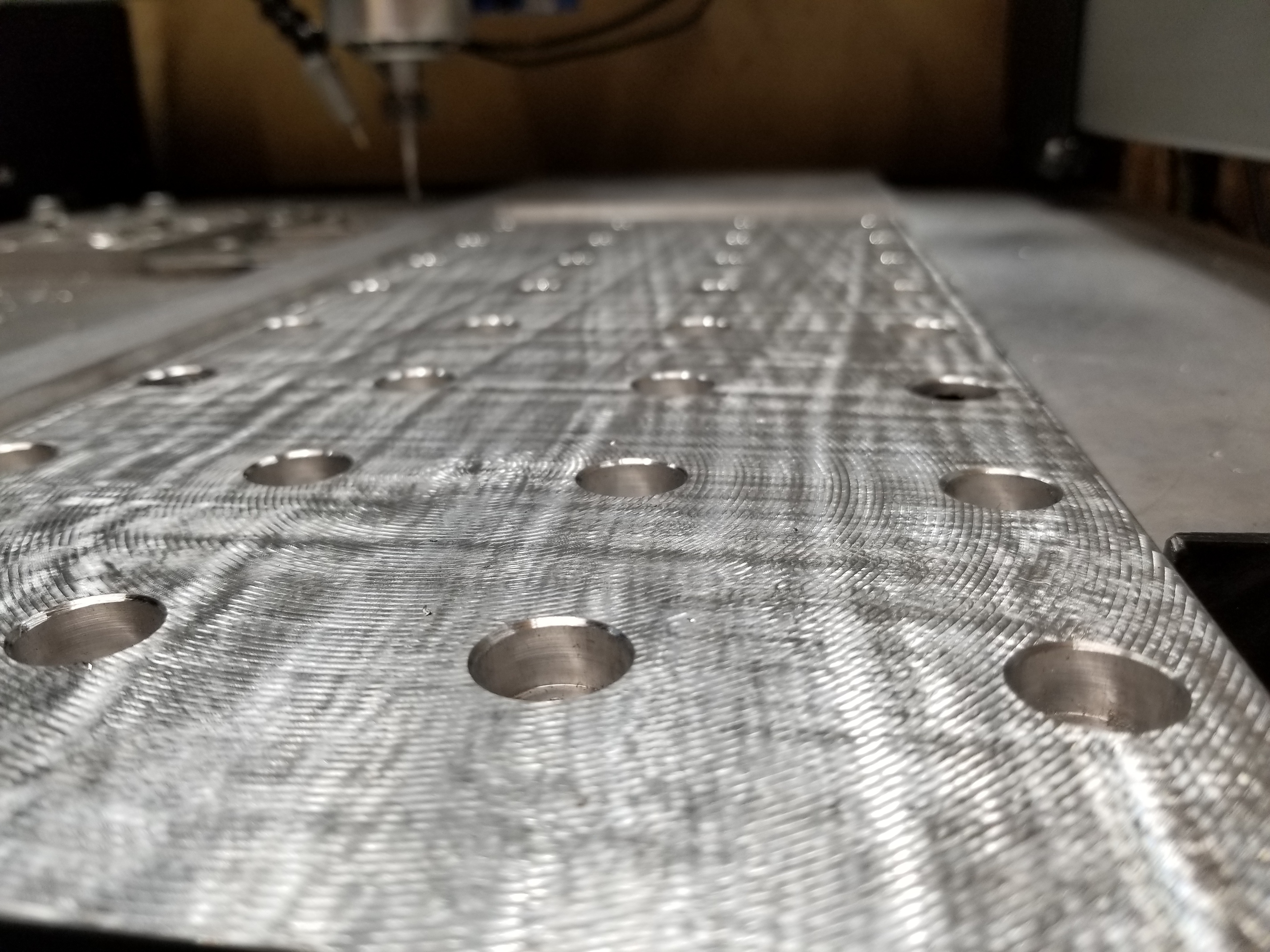
Going to be a good week! Just finished up a large bolt on fixture plate for my bigger projects. 16.75" x 8" with the carbide aluminum bed bolt pattern. It looks bad in photos but its completely smooth by touch, roughed at 28k rpm / 150ipm 250 TAS . Ready for Mitee bites then its gonna be raining chips for a few days!
Time to clean up, get a couple Zs then back at it. Gotta hustle this month. Oh yeah and I notched the front frame… might tig on a brace to make up for material loss.
4 Likes
have you measured for accuracy to the .001 or better? for repeatability?
I don’t have a table yet, but one measurement I plan is to lower the Z to max, then pull the tool horizontally with a scale ( https://smile.amazon.com/dp/B00ZWNGZFO/?coliid=IUOEBRS5RQUOK&colid=R4XZPT6NNRJH&psc=0&ref_=lv_ov_lig_dp_it ), with a dial indicator on the tool to see how many pounds deflection cause how many mils of deflection.
1 Like
@satx if you want to maximize accuracy I suggest checking out @RichCournoyer work.
I believe Carbide advertises being able to hold a 0.003-0.005 tolerance when dialed in but with several factors. My machine is not dialed 100% but it machines well within my desired specs 100% of the time.
My spindle is about 1.5 thou off but the rails would need to be disassembled to account for that and im right in the middle of a production run
1 Like

How long does one side of a part like this take? I see on your insta that you took off 7.5lbs of material! You should record a time lapse of ones of thee being machined.
1 Like
@Winters636 I’ve never attempted this size of part and with that comes many challenges.
This is a double sided thin wall part with a 2.8" depth. I don’t count the hours and hours of testing and tweaking feeds and speeds VS deflection.
While capable with the stock Z you would have to be on point in heights setup.
The customer these are for pretty much writes blank checks for whatever I build because he trusts me and has bought me out for the rest of the year pretty much. Im actually doing the labor on the for free because I was able to design his parts better. Try not to add up the time haha
Simulated cut time on the inside was around 4 hours with one roughing and three finishing ops…but tonight I decided to try the 0.375 TAS and right now at 175ipm @ 0.050 opt , 2.3 thou chipload. Also at a 1.70 stickout and using every thou with a auto pull of 5 thou on the shaft with a custom tapered and clearanced collet nut.
2 Likes
Eat sleep machine repeat
Eat sleep machine repeat
Eat sleep machine repeat
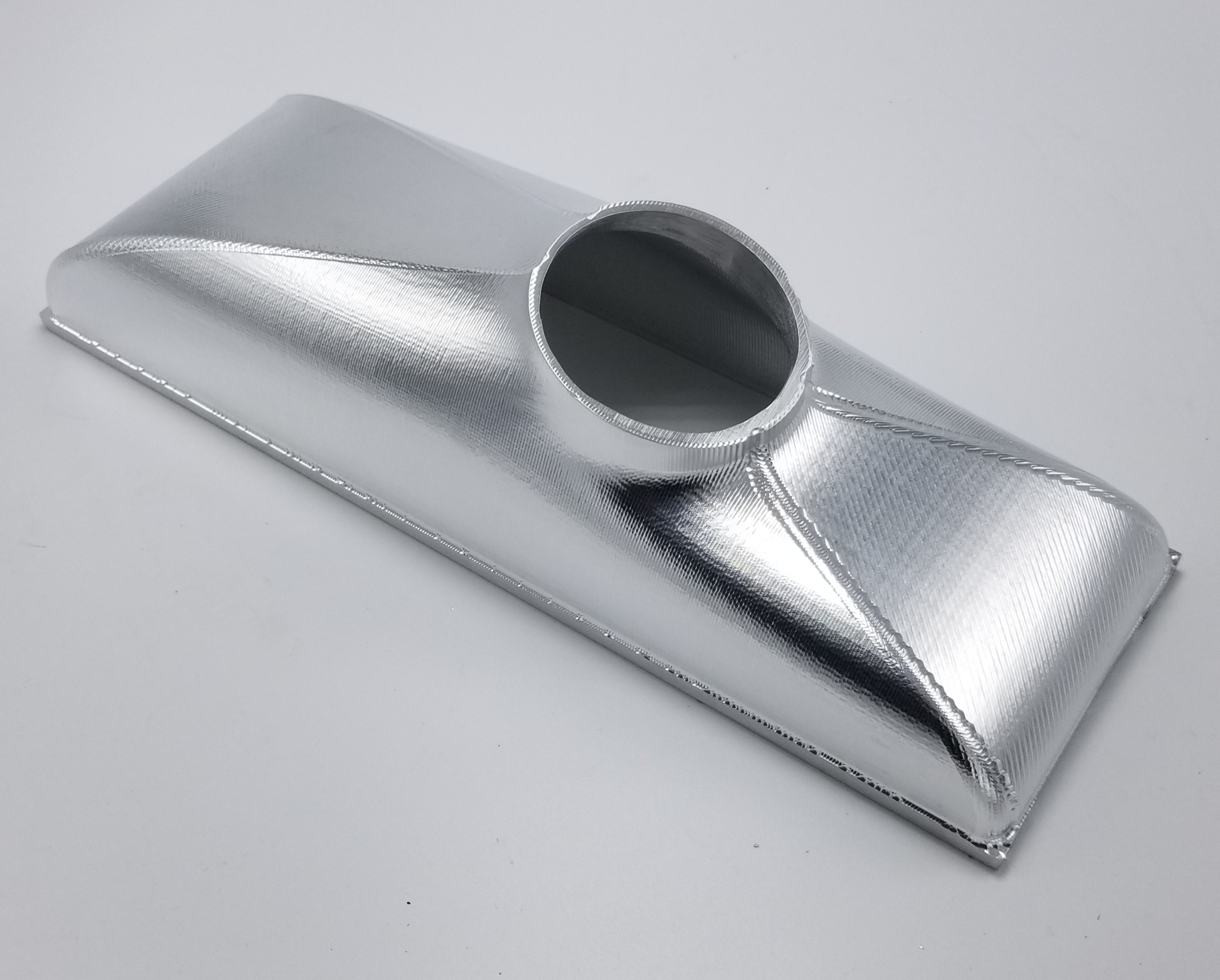

Outside went from a 0.380 TAS to 0.250 0.060 rad Bull for finishing. Experimenting with different finishing techniques and realizing I need to get better with cam
After final op part will be 12x3.900x2.950, 0.188 wall good for whatever boost you can throw at it , might decide to do some V bit engraving for the customer. I’ll run sims later but probably good for 135psi I’m guessing
3 Likes
This is really cool, but wouldn’t this be easier to make by machining a collar at the tubing end, and fabricating the rest out of welded sheet?
The desired shapes, curves, thickness, strength, aesthetics can not be achieved using sheet metal.
Doing things the easy way ain’t gonna make my momma proud or my parts the very best they can be.
4 Likes
Fair enough, they’re great looking parts!
1 Like
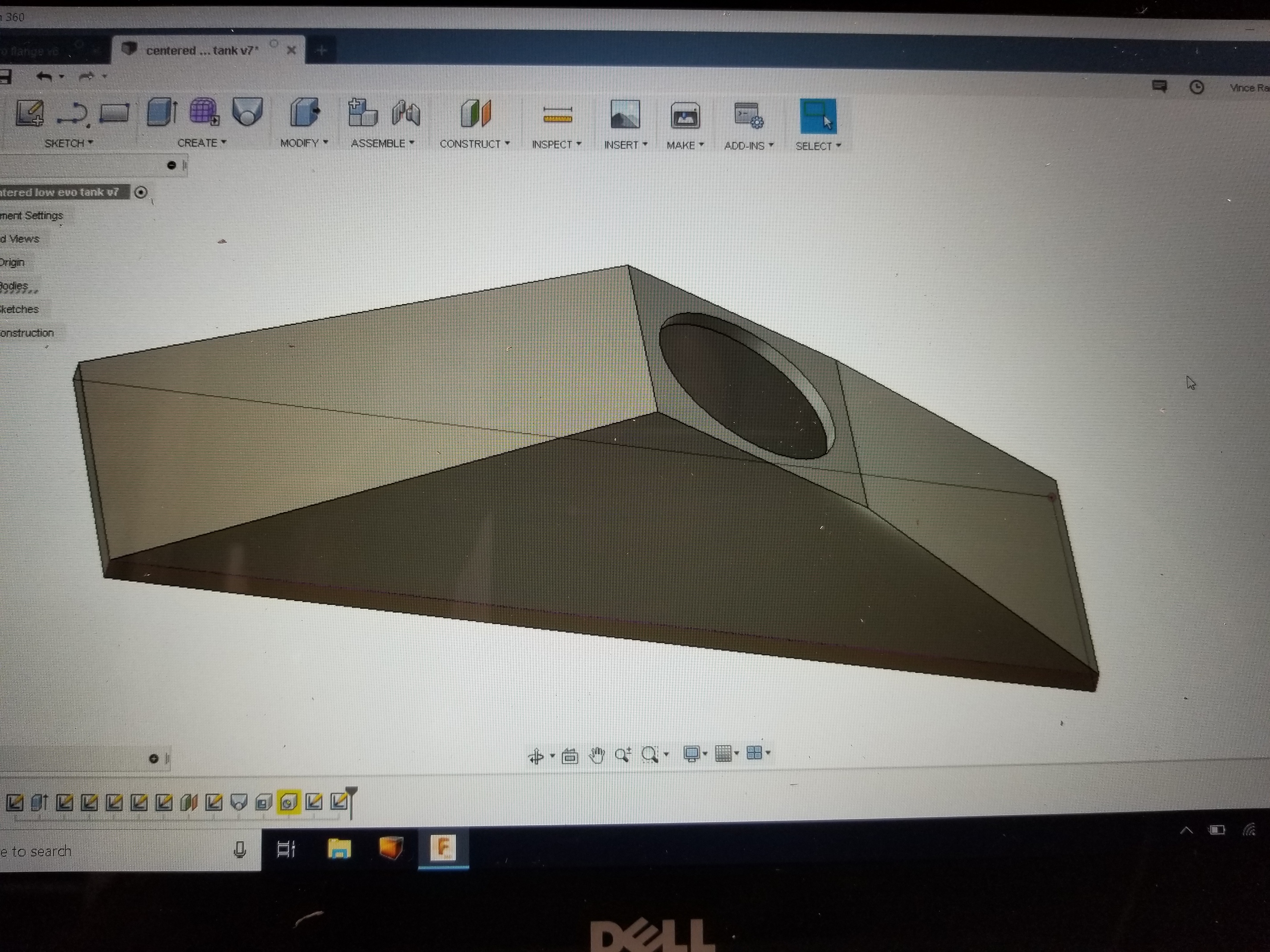
This would the the exact tank made from sheet metal.
How are you supposed to be proud of that? Haha. When really pushing these cars even that last 1% adds up, that’s where its easy to shine. To a certain extent air flows like water and its going to take every trick I know to extract over 1200 crank horsepower from a 2.0 liter 4 cylinder engine.
Wait until you see the intake manifold.
2 Likes
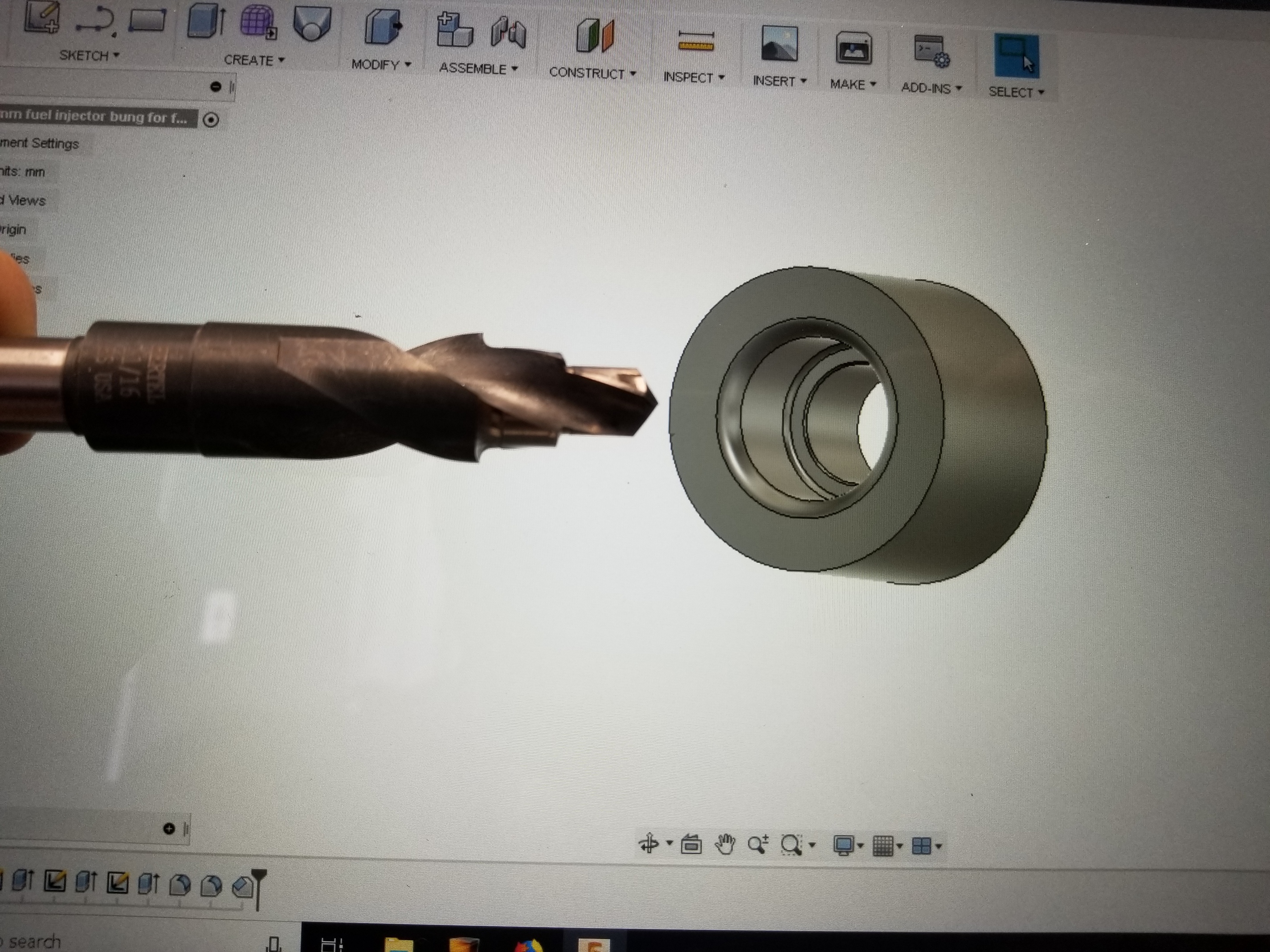
Just sent out a custom tooling quote for this fuel injector form tool and 0.375 shank Shear Hog.
And in process of finalizing the production of a custom batch of 0.500 single APKT insert endmills with 0.375 shank. Initial batch will be 20 and I’ll have exclusivity on them, this is not a cheap endeavor lol but should be worth it! We should be able to use it at 15k rpm and 40 ipm but with nice deep cuts
2 Likes
@Vince.Fab, Gosh your work is so inspiring. I actually wanted to reach out to you about a project. Are you in the Houston area?
1 Like
@thatguytom thank you. Learning cnc has been that breathe of fresh air to help stay on the curve. I am in Kyle, about 20min south of Austin. Feel free to message me anytime Thomas
Did a cleanup and added a couple things. Finished cam on the headflange this afternoon and looks like we’re ready to rock! Weather is perfect, nights got a good feel to it
This is the car in question. Being able to design and fabricate everything in house for a complete build is just an awesome thing. The tuner holds the record for the fastest evo in Texas, he also built the engine and trans for this car.
The intake manifold will be a dual plenum. It has numerous benefits over a single plenum and also much more difficult to design and fabricate. The fastest evo in the world runs one, full billet, like $3500.
I think I can beat their design in a couple places and the isn’t anything stopping me now that I can cad and cnc. There is also a world time attack evo and a professional hill climb 240sx waiting as well.
Now just to get better at Fusion so I don’t embarrass myself lol.

I think it will be around 5 hours for the flange. That’s anticipating a few cam revisions, no crashes. IF everything works out, I should able to standardize most of the processes between different vehicles intake manifold parts and increase overall efficiency and profitability quite a bit.
It’s all part of the master plan
2 Likes