I am in need of some help to stave off insanity.
I am attempting to reproduce the “Planet Clock” using the plans graciously shared by Gary Lamon @GaryL.
The few things that I’ve cut since I received my XXL have not required very close tolerances.
I have nobody but myself to blame for the results I’m getting because of my failure to calibrate my machine.
After cutting several of the pieces for the clock I first noticed that holes that should be 1" in diameter wouldn’t receive a 1" dowel. They were not only .97 in one direction, but .92 in the other.
Holes with a diameter of 5/16th that were cut as a Pocket with a 1/4" endmill were also smaller than needed and also out of round.
After several other measurements, I realized I might as well forget about cutting the remaining parts.
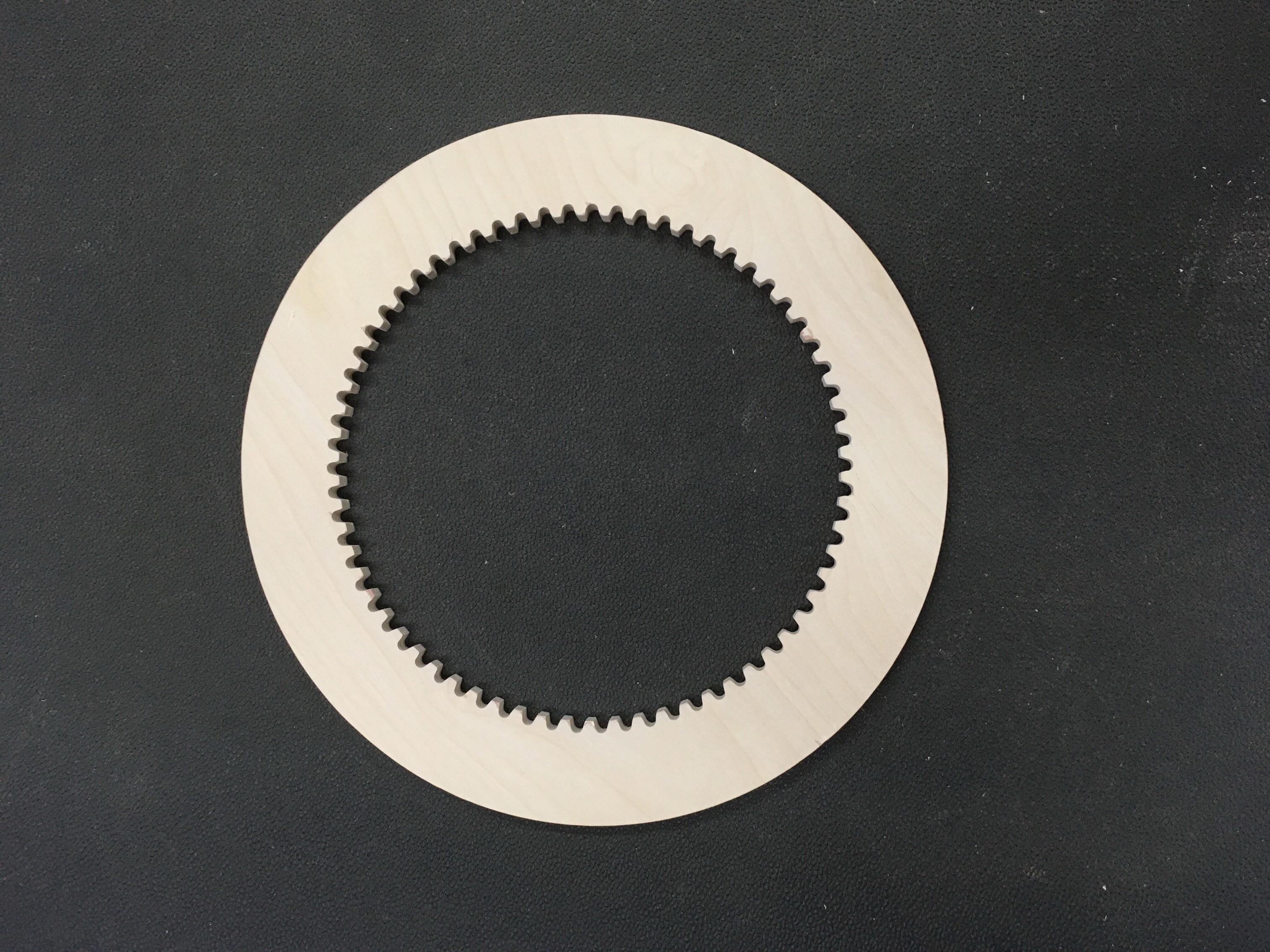
The following photo is of the Ring Gear and should be 15" in diameter. It measures X = 15.0625, Y = 15.25.
The following photo is of the Back Plate and should measure 15" across the X Axis. It actually measures 15.0615. The Y Axis should measure 23.8562. It measures 23.875.

The following photo shows the relative position of the two pieces which will be separated by 1" dowels when assembled. In the X Axis, the both pieces measure 15.0625 +/- .005, about as close as can be expected.
The Y Axis of the Back Plate is off by only +.0188, but the Y Axis of the Ring Gear is off by over a quarter inch.

I’ve tried the “Three holes in a triangle” test. I’ve created the Test Pattern of my own pictured below. They both show irregularities and both small and large errors.

I’ve measured circle to circle Up, Down, Diagonal, and Diameter. I’ve measured the Square height, width and diagonal.
I have been reading post after post on calibration. I’ve read of those who tried the “Belt Stretch” formula for the $100 & $101 settings who get good results on paths of one size object but the same object again with a smaller size was off.
One post says that doing the calculations was not a good idea.
One post says the calculation was actually backwards. Expected divided by Measured should have been Measured divided by Expected.
I’ve tried the corrected formula and plugged in the results with no consistency.
Is there anyone out there who could say “Bill, here’s Step 1, Step 2… Follow these steps and you should get accurate and consistent results”? I’m not asking for perfection, just acceptable and mainly Consistent results.
I’m going nuts here.
Thanks for your anticipated comments.

