Making some circles noticed the dimensions was completely wrong. A 30mm circle is something like 29.xx, also a 60mm circle is 59.xxx. Also, they are a little bit oval.
Checking for steps accuracy, using a dial, I noticed a 0.025mm backlash using the carbide interface to make the steps in 0.1mm increments.
Checked all the screws, tensioned all the belts, checked all the wheels. Any suggestion?
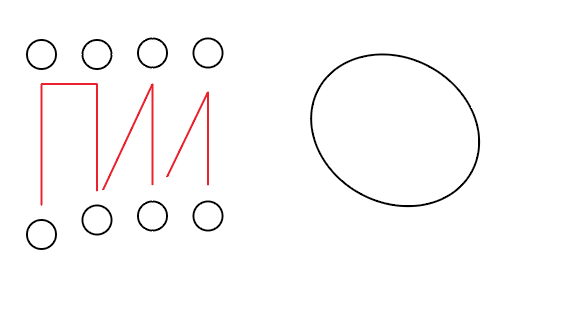
Also made few tests, drilled 8 x 6mm hole in the picted pattern and a 30 mm circle, in the picture the deformation are exaggerated
Have you calibrated for belt stretch? Until you do that, you’ll have some of this ovalness, and linear dimensions along an axis will be inaccurate (long or short)
There is some backlash, but at less than .001" (.025mm ~ 0.000984") I wouldn’t get too concerned about it. There are 40 steps per mm if you haven’t calibrated yet. Each step is therefore .025mm (not a coincidence?) and you’re asking the controller to make 4 steps to move .01mm (7 degrees). HOWEVER, you’re also working against a belt that isn’t exactly 40 steps per mm. There has to be some clearance between the teeth on the gears between the belt teeth, etc.
Thank you for your help Will. Just to be clear: machine as a pocket means the holes are larger than the diameter of the endmill? If it is the case, the holes will be ovals and the measuring should be different measuring from the center or from the edges…
May I use a vbit and make a plunge at the center of the holes (or any other method) to have a better reference for measuring?
There are a few ways to do it. There’s this way with the holes, there’s another that involves cutting a square. I think the square is easier. There’s a lot of discussion on this in the forums here.
Ideally you’d have the machine dialed in mechanically before calibrating for belt stretch.
Using a V bit would then create the possibility that unlevelness of the bed would affect the distance/measurement.
Sometimes squaring up and calibrating the machine can be a maddening, tail-chasing, circular thing. Usually though, with patience each adjustment gets smaller with each iteration — just start with the largest component, always go to level, and square against what was previously set, and repeat as needed. The community has notes at: https://www.shapeoko.com/wiki/index.php/Calibration_and_Squaring_the_Machine