Usual preface, I’m with PreciseBits so while I try to only post general information take everything I say with the understanding that I have a bias.
I’ll just get these out of the way up front. All of this is dependent on tool geometry, material, runout etc.
That said I’ll try to summarize some of the things. Short version, (and functionally what Julien was saying) is that you will be deflection limited (bending). So what it come down to is cutting forces. More or less cutting forces are cubic material removed per flute, per rotation. So any increase in chipload (feed), stepover, or pass depth is increasing our cutting force. Although there is a bias for tools with a helix (flute twist).
One of the things we do with the sweet spot test listed above with production testing is run the first test at something extremely forgiving in pass depth (1/8-1/4 tool diameter). This will help take the forces down so you can evaluate the cut performance alone. You can then repeat the test at the selected feed at different depths to determine when the forces get too high.
Internally any machine that uses V-wheels I try to limit to around 20ft-lb. That’s not a perfect number but a decent starting point. To demonstrate the above I’m going to use Millalyzer (Link) for these calculations. It doesn’t come close to accounting for everything but gives a good general idea and is mostly accessible to everyone. For all of the below I’m using a “generic geometry” endmill and it’s 1/4", 2 flute, 800SFM (12,222RPM), in white oak.
0.125" deep, 0.004" chipload (97.8IPM), slotting.
Here our peak forces are around 12lbf so we are probably okay.
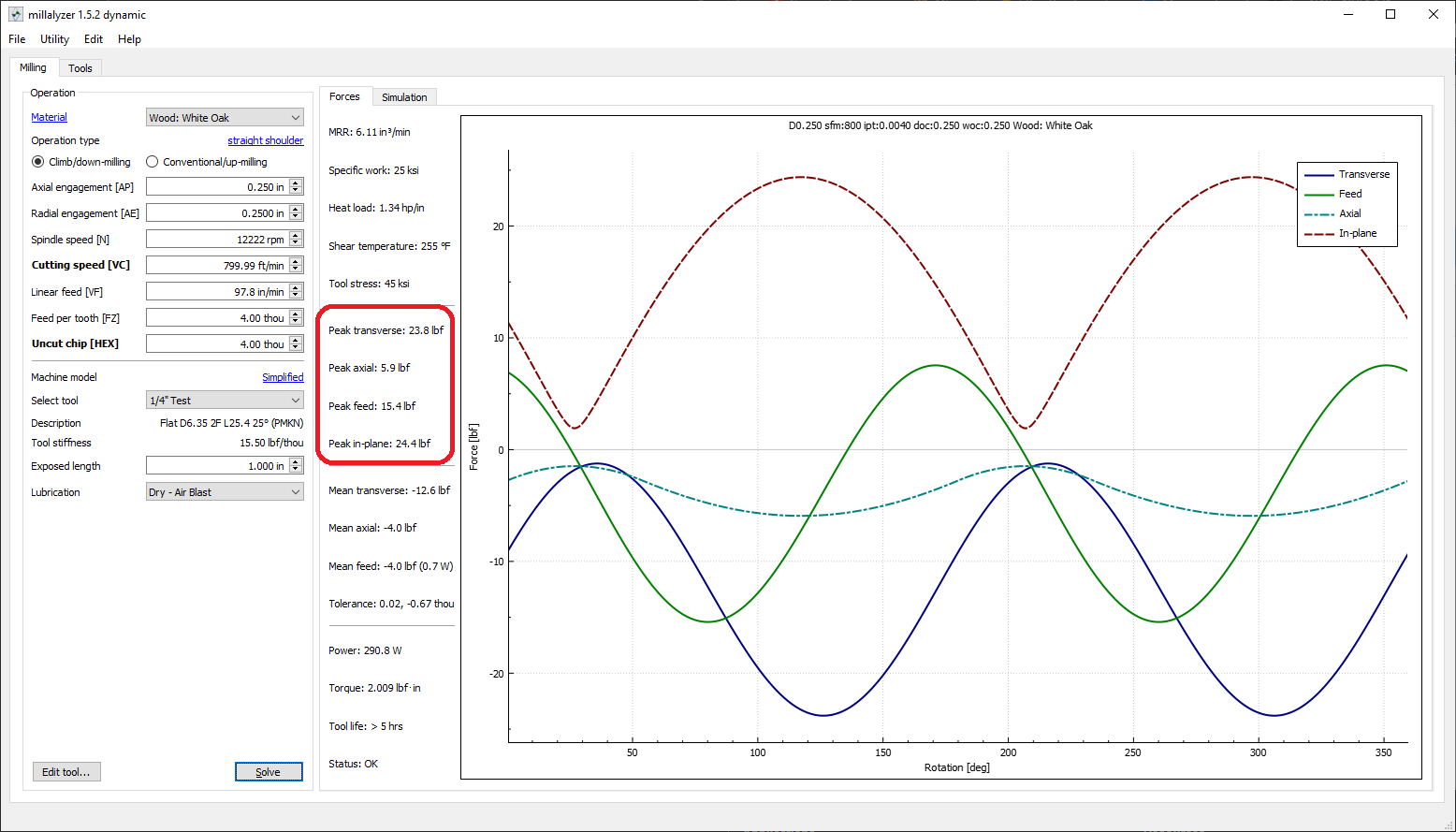
Same cut but 0.250" deep.
Now we have crossed into ~24lbs and are probably going to run into issues.
Again, any increase or decrease in the chipload (feed), stepover, or pass depth will change the forces. So it becomes trade offs.
Also again, all of these are dependent on multiple variable like tool geometry, material, runout, or in the case of wood even it’s water content. So your best bet is testing so you know what is working on YOUR machine with YOUR material, and YOUR tool.
One last thing.
Instead of looking at feeds and flutes it will be much more beneficial to break everything down by chiploads. Chipload is what all feeds and speeds are trying to get to. To get the chipload from a feed and speed (feed / flutes / RPM). Like for like that will mean that any feed on a 2 flute will need to be 1.5x feed for the 3 flute and would produce the same cutting forces (again like for like).
Hope that’s useful. Let me know if there’s something I can help with.