Greetings all,
I need your advice to buy 2.2 Kw spindle, usually I do pocketing on hard wood like walnut and oak.
I am using Makita router and I feel that it don’t have enough torque to cut some deep passes or high feed rates. Will 2.2 Kw helps to accelerate my work? Makita some time scream and change the speed by itself even on 2mm DOC
I have upgraded my Shapeoko with HDZ, HD eccentric nuts, new v wheels and steel core belts.
This is the spindle will buy, please share you opinion.
Not looking for changing the speed from CM i think it is beyond my knowledge level.
Is the potentiometer will do the manual speed change to the spindle?
If I mount the spindle with beaver 80mm mount, am I goanna lose my EZ tram?
Do any one have a recommendation for cooling kit: All in one reservoir / pump / radiator?
This one seems cool but it is out of stock
If you have 2.2kw on shapeoko please share your experience and post some videos if possible
I would like to see it working in action.
Thank you carbide 3D community for all your support. This is my first post
It sounds to me like the limitation/problem you see with the Makita “screaming” and not being able to hold the RPM may be related to using incorrect feeds and speeds, rather than a real power limitation of the router? The spindle upgrade is costly and not so easy, so it would be a shame if your problem turned out not to be a router power limitation.
there are many, many posts on the forum about 2.2kW spindle on Shapeoko, you will learn a ton of useful tips by going through them. Regarding your specific questions:
the spindle you identified sounds typical, and many people here (and elsewhere) have a Huanyang VFD so you will find relevant support.
you can choose to control the spindle RPM manually using the control know on the VFD, but half of the benefit of upgrading to a spindle on the Shapeoko is to instead use the PWM signal from the Shapeoko controller, wire it to the VFD, and configure it such that this signal drives the RPM automatically.
the beaver 80mm mount has eccentrics nuts, so you will keep the ability to tram left/right just like you used to do with your EZ tram
cooling circuit options: again the forum has many posts on this. Half of us just use a large bucket and put the provided waterpump in there, the other half use a closed-circuit “PC watercooling style”
feeds and speeds are correct , I am using Amana tool and all feed and speed imported to my vectric aspire and F&S calculator to play with them ,
very happy beaver 80mm mount have the eccentric nuts just like the
I think I will go with the PC water cooling style instead of having large reservoir if any have a certain recommendation for pluge and play like all in one unit it will be much better
regarding the VFD RPM controllers a I am not sure yet about using the PWM but I will ry to see all the topics in the community I find what I need
Julien , I see that you are using the 2.2 kw spindle , do you think it will be useful jump ? or will not increase the productivity due to rigidity limitation of the shapeoko such as the v wheels
For your feeds and speeds, did you just use the ones Amana provided? Their recommended parameters are meant for industrial wood working machines, not Shapeokos.
Can you please provide details on the cut(s) when the Makita seems to bog down? Workpiece material, depth of cut, width of cut, router feed rate (IPM), router speed (RPM), as well as endmill manufacturer and part number? TIA!
My feeling is that until you know for a fact that you are limited by router power/torque (which I doubt, but I don’t know), and not something else, you should probably delay the upgrade, and first double check whether your feeds and speeds and toolpath strategies are fully in line with what a Shapeoko can do (see @The_real_janderson’s answer, and maybe share an example of your feeds and speeds here ?). I don’t see many woodworkers doing the upgrade, most often it’s people cutting metals.
I am not in the best position to comment on the added value to upgrade, since in all honesty the reason I upgraded myself was for quietness and automatic RPM control, not for productivity.
I don’t have interesting videos, but check out @Vince.Fab’s threads and you will have tons of them (cutting metal, though)
I use the correct feed and speed imported from amana tool for each biti used i know it is startimg point but i need to be more fast and productive
Usually 70% override ( -30%) will make the cut acceptabe and the makita will work fine
Most of the time i used 1/4 down cut bit doc 2 mm and 40% stopover on hardwoods walnut,oak and cherry
Does the screaming happen when using upcut endmills ?
From my experience, for downcut endmills you need to use much less aggressive feeds & speeds and depth of cut than for upcut endmills (probably because chip evacuation is much more difficult when pocketing with a downcut endmill). When I need super clean pocket edges, my strategy is to use a roughing path with an upcut endmill at aggressive feeds and speeds, and then use a much slower finishing pass at full depth with a downcut endmill, that will just cut the remaining stock along the walls of the pocket, and leave clean walls/edges.
Now, if you really want to figure out whether a spindle would help your productivity, I recommend you have a look at @gmack’s excellent Speeds/Feeds/Power/Force spreadsheet
I agree with @Julien, I have a Makita but not HDZ, just a EasyTram and I use VCarve Pro. The Amana F&S specs are not geared towards a Shapeoko but an industrial machine. @julien and @gmack have created two F&S calculators that you can find in the Shapeoko e-book V2 thread on this site here is the link to the more complete calculator from gmac Speeds, Feeds, Power, and Force (SFPF) Calculator. The Free Shapeoko e-book is also a good reference on all this.
There are a number of people cutting metal all day using a Shapeoko/HDZ/Makita.
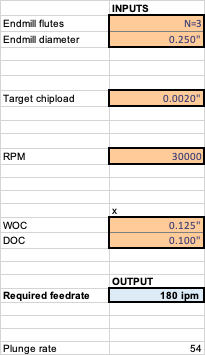
You did not provide any information on the actual F&S you are using, the router speed, the number of flutes you endmill has, the feed rate, plunge rate, etc. 70% of an unknown number is still an unknown number. The new VCarve 10 provides a chipload calculator inside the endmill database when you calculate toolpaths and people here have recommended that the target chipload in hardwood should be between 0.001 and 0.002. Since you have an HDZ, in your case you should be closer to 0.002. Using @Julien calculator, assuming you have a 3 flute endmill at 50% stepover, here is what I see. Your feedrate would be 180ipm which is close to the maximum the Shapeoko can achieve.
 INPUTS
INPUTS