I agree with @Julien, I have a Makita but not HDZ, just a EasyTram and I use VCarve Pro. The Amana F&S specs are not geared towards a Shapeoko but an industrial machine. @julien and @gmack have created two F&S calculators that you can find in the Shapeoko e-book V2 thread on this site here is the link to the more complete calculator from gmac Speeds, Feeds, Power, and Force (SFPF) Calculator. The Free Shapeoko e-book is also a good reference on all this.
There are a number of people cutting metal all day using a Shapeoko/HDZ/Makita.
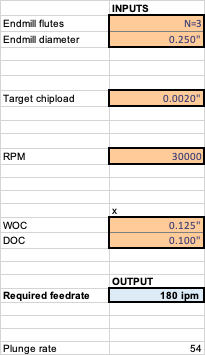
You did not provide any information on the actual F&S you are using, the router speed, the number of flutes you endmill has, the feed rate, plunge rate, etc. 70% of an unknown number is still an unknown number. The new VCarve 10 provides a chipload calculator inside the endmill database when you calculate toolpaths and people here have recommended that the target chipload in hardwood should be between 0.001 and 0.002. Since you have an HDZ, in your case you should be closer to 0.002. Using @Julien calculator, assuming you have a 3 flute endmill at 50% stepover, here is what I see. Your feedrate would be 180ipm which is close to the maximum the Shapeoko can achieve.
 INPUTS
INPUTS
Endmill flutes N=3
Endmill diameter 0.250’’
Target chipload 0.0020’’
RPM 30000
x
WOC 0.125’’
DOC 0.100’’
OUTPUT
Required feedrate 180 ipm
Plunge rate 54