I recently did an upgrade on my Shapeoko XL to the HDZ with 2.2KW Spindle and new belts as well. Looking forward to upgrading to aluminum waste board soon. I was wondering if anyone used Half inch cutters with this or is the machine rigidity not enough to handle that for 6061 Aluminum. So far I been using a 3 flute 1/4 end mill and my adaptive are 0.25 DOC and 0.025 WOC with a 1-2 thou chip load with no real issues but as soon as I increase the DOC to 0.35, it starts struggling.
I never used a 1/2" cutter so can’t comment on that, but I would advise to first try a 1/4" single flute (e.g. #278Z), they have been working much better than 3-flute for me for roughing in aluminium (since they are basically uncloggable, which means you can go deeper with lower risk). I have done some adaptive cuts up to 0.5" (not that it makes a lot of sense, but it was fun seeing those loooong chips forming)
Yea, I been reading a lot on single flute cutters. Yes, the issue with going deeper is I need to increase RPM and the 3 flute just starts clogging up even with the proper speeds and feeds. What are your RPM set to when you do the 0.5 DOC and whats your typical WOC for adaptive?
I been having trouble getting the right speeds and feeds.
That’s a larger chipload than I like to use, but it should be doable. Since it depends a lot on the machine/setup, I would try with a smaller WOC/DOC first and then incrementally work my way up to those values. The machine will tell you when it can’t take it anymore.
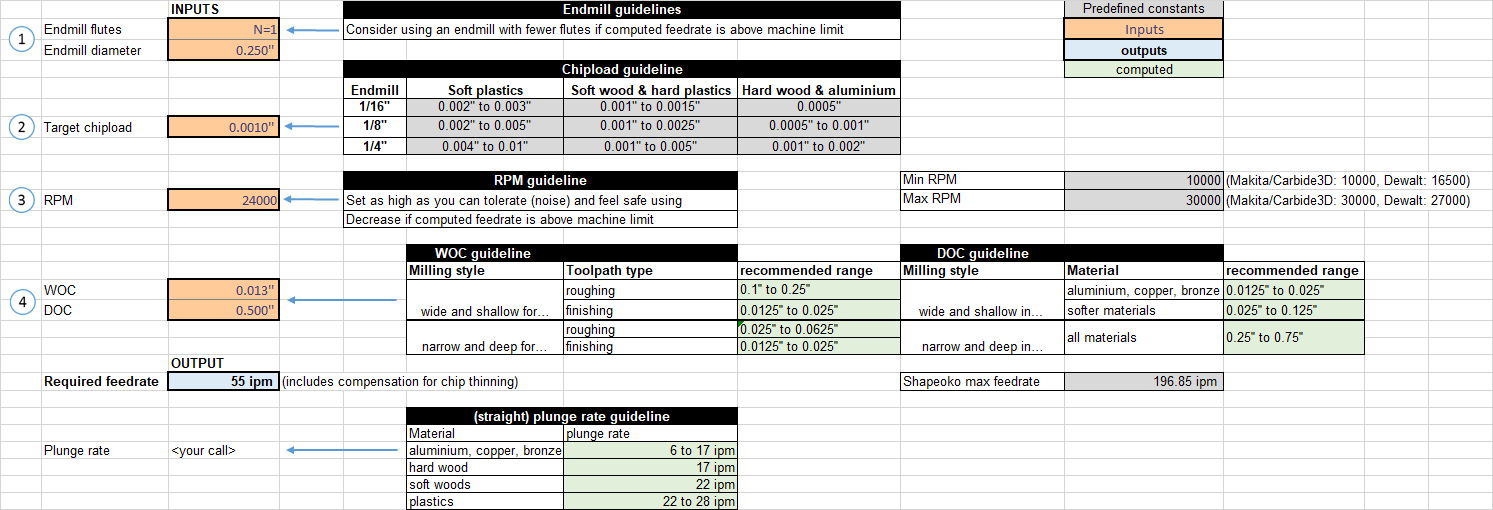
If you are looking at optimising MRR and figuring out how far you can push things, you should definitely use @gmack’s worksheet to have some feedback on the amount of power/deflection for a given set of cutting parameters
Thanks for the feedback. I will have to wait for some aluminum stock to try it out. I ended up getting the calculator but I am not sure if I am using it right.
If your pride is directly connected with axial doc…you’re gonna have a bad time. If still using V wheels, a high radial low axial is most likely going to get you max mrr with a “happy” machine.
The question… does anyone make 0.500 single flutes lol
I have yet to upgrade the V Wheels to linear rails. I actually been looking into that. What would you say is the max DOC if I were to stay with V wheels while keeping my machine “happy”?
I would try running at a 0.025 axial, 0.230 radial at 24krpm and 100ipm. That will net you a 0.0014 chipoad and higher mrr with less force than your high depth cut. Also you’ll probably be able to feed override it almost to 200% depending.
Bonus thing about cuts like this is the floor finish will tell you exactly what the machine likes. Each cut is different, it even depends on which direction you are cutting.
Ide think about some 0.375 endmills to effectively increase your sfm a bit. Bigger shank really helps when sticking it out there as well.
The Shapeoko has a whole series of mechanisms of deflection and they are absolutely not symmetrical between X, Y and Z.
Floor finish is key not just from the horizontal movement but due to the coupled Y-Z nodding movement of the Z carriage on the V wheels tracking the X rail.
You’ll learn the sound pretty quickly, I’ve found that fiddling the spindle speed and feed rate can frequently get the machine out of a resonance mode, it’s not always going slower that’s the answer and I’ve found that, for example, 22kRPM works a lot better in X traverses than 20kRPM for single flute cutters, that’s just the harmonics of my Z carriage and spindle.
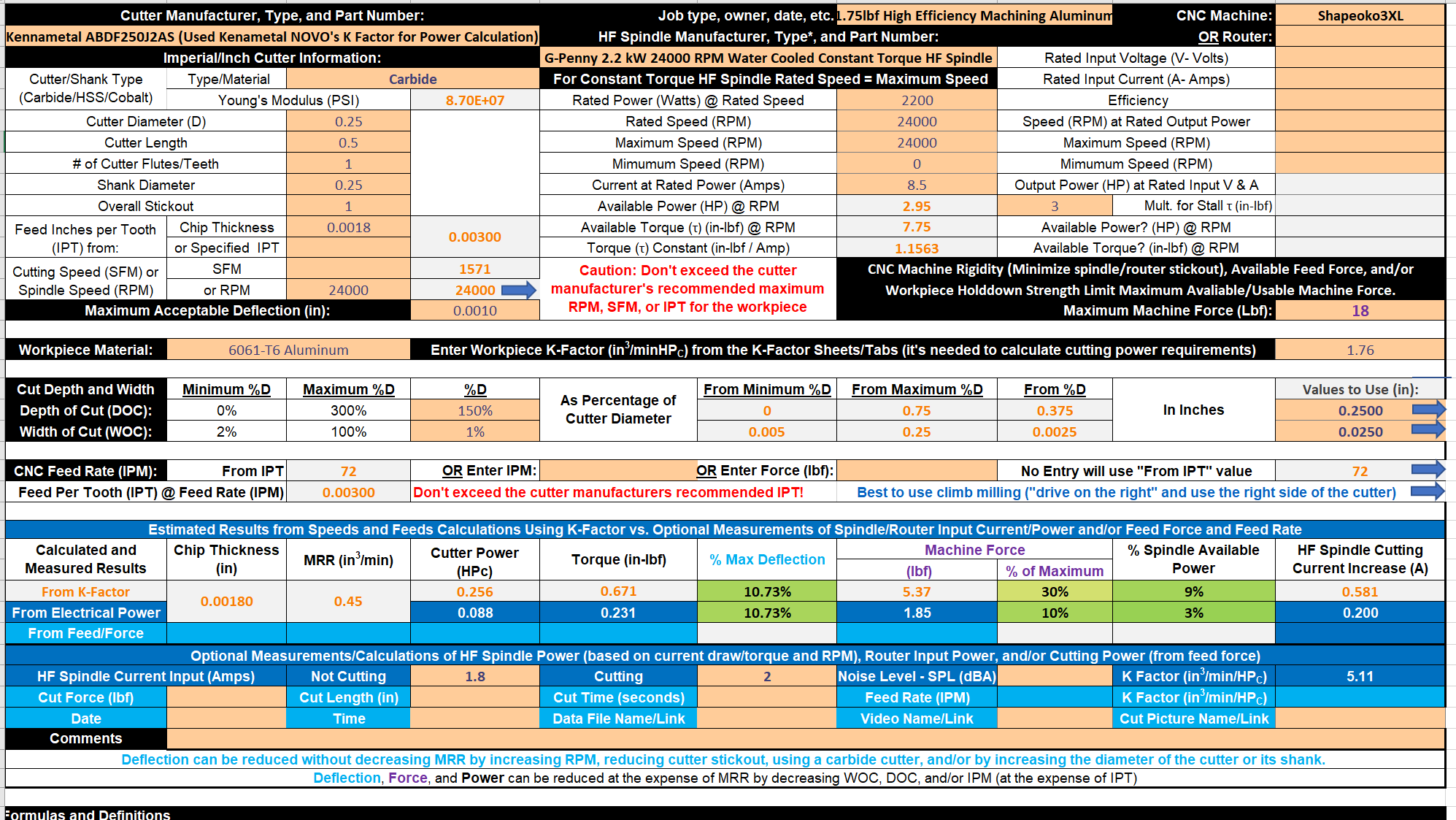
I used Kennametal’s 1.76 K-factor for that endmill with the cutting parameters shown in the workbook. The cutting parameters were chosen to minimize cutting forces while keeping within Kennametal’s calculated acceptable operating range for the endmill. Similar parameters for the 1/2" version of that endmill are shown here. If you compare predicted performance with the 1/4" endmill, you’ll see that the 1/2" endmill should further decrease cutting forces. (They should be cut in half at the same MRR). Chip clearance should be improved with the larger endmill too.
I’ve learned from @spargeltarzan and others that K-Factor is dependent on much more than the just workpiece material. Cutter geometry (rake angle, edge radius, helix angle, etc.,), chipload, and the use of lubricants can have a significant impact on it. So, calculators that consider those factors should provide much better estimates of milling performance. Kennametal’s probably does that, as does the “new kid on the block” Millalyzer.
Be interesting to see more about at what size the multi-flute cutters become more effective than the single flute in non-clogging, dry chip evacuation. As the cutter gets bigger the flutes between the faces get bigger and if you’re doing n cuts per rev instead of 1 cut per rev then presumably your chips can be smaller at the same MRR (i.e. not having to push to max per tooth cuts).
Haha, I understand that. However I personally couldn’t pass up this tool deal before its price goes back up to $100.
I’m actually 100% dry nowadays, ya know, smaller sweetspot, really put cam to the test. Probably should learn how to use the Millaylzer one of these days.
That looks like a nice cutter, once I’ve done the linear rails maybe…
I nearly bought this;
but figured I’d stay uncoated so I could see the result of just changing the no. of flutes from the single and two flute 4 & 6mm I’m running at the moment;
So far I’ve managed to make the 2 flutes work really well on exterior adaptive clear and contour where they can throw the chips away from the workpiece but still learning how to keep them happy in a pocket. I’m also being stingy and working my way up the DoC instead of the WoC because I’d like to use more than the bottom 1mm of the cutter.