Are there any other considerations/differences?
I have four 500 series engravers, are there scenarios where they are unsuitable or
I could damage them instead of getting a 300 series?
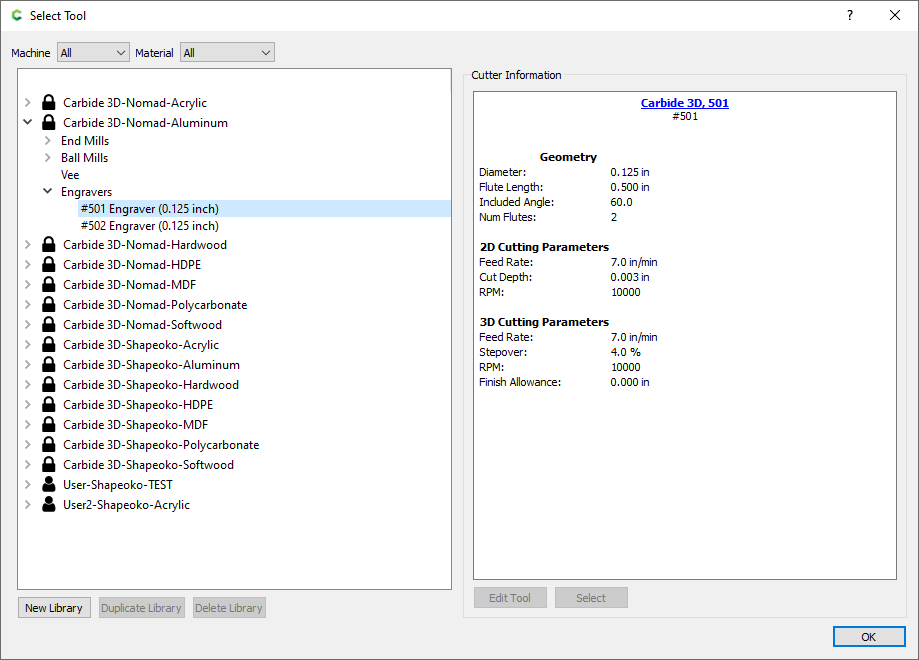
#501 is intended mostly for engraving (PCBs or any other situation where there is a thin layer to be carved), while #302 is more intended for V-carving jobs. While both have a similar geometry (60° V), the major difference beyond what you mentionned is the cutting diameter: #501 will not be able to V-carve features larger than its cutting diameter of 1/8", while #501 will allow to carve up to 0.5" width (which is probably not a very common scenario on a Nomad though)
Now V-bits are sturdy, and the smaller the sturdier, so I don’t think you could easily damage a 501. The main criteria I think would be the nature of the job (surface engraving versus deeper V-carving)
I wanted to do some advanced v-carve on brass rather than use a very small straight end mill. It gives me just the shape I want when I mocked up with some MDF just wanted to make sure I wasn’t going to trash the 501 by using it on brass rather than copper. Thanks for the feedback.
I have no idea about speeds and feeds for the 501 on brass (I’ve only had the machine a couple of weeks). I’m now wondering if it is a good idea at all because even on a Nomad 3 the surface speed will be very low at the tip. I have 2mm thick brass and wish to go in about 1mm in total. Think of miniature “locomotive nameplate” style with some enamel in the recessed areas.
Several people have used the 501 for small letters in a vcarve. As Julien said the diameter of the 501 is 1/8 inch and the 302 is 1/2 inch. Before Advanced Vcarving a vcarve tries to touch both sides of a line and if it is a wide line the cut can go quite deep. Since the advanced vcarving feature that is irreverent because you can control maximum depth. The 302 is best for general vcarving and the 501 is best for engraving small letters. When I say small less than 1/4 inch high. The #302 can do that but the 501 is better for the small letters and numbers. The real problem for small letters is the kerning. Kerning is the distance between the letters. You can always use Inkscape or other vector programs to space out your letters. Affinity Designer makes lettering on curves quite easy and is a fantastic program but like all out software takes a steep learning curve. Take a look on youtube about Infinity products and they are really inexpensive compared to Adobe products. I have the Affinity Designer, Photo and Publisher and they work flawlessly together. I bought each product for $24.00 each on sale a few months ago and it was well worth it. Inkscape works and is free but Affinity is far superior.