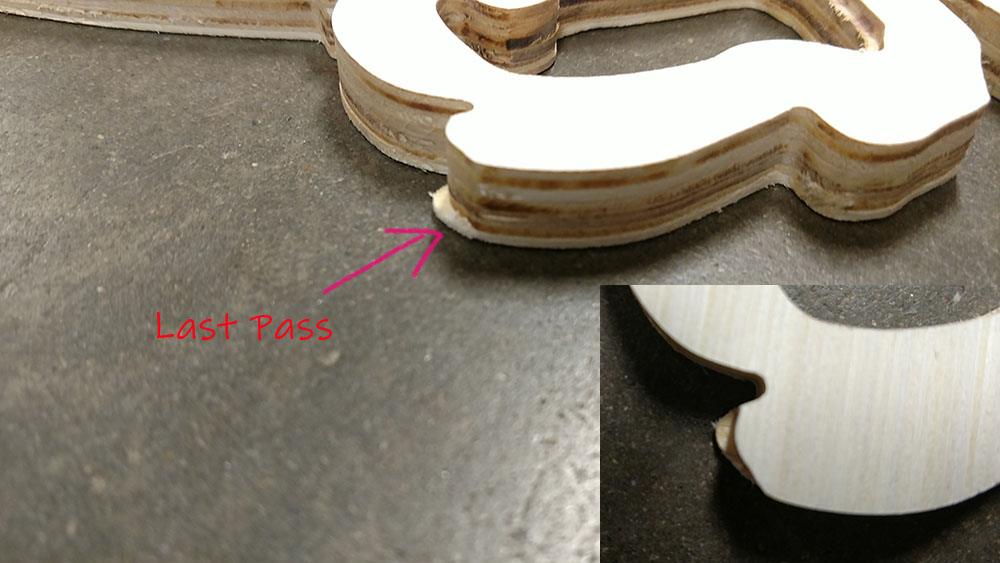

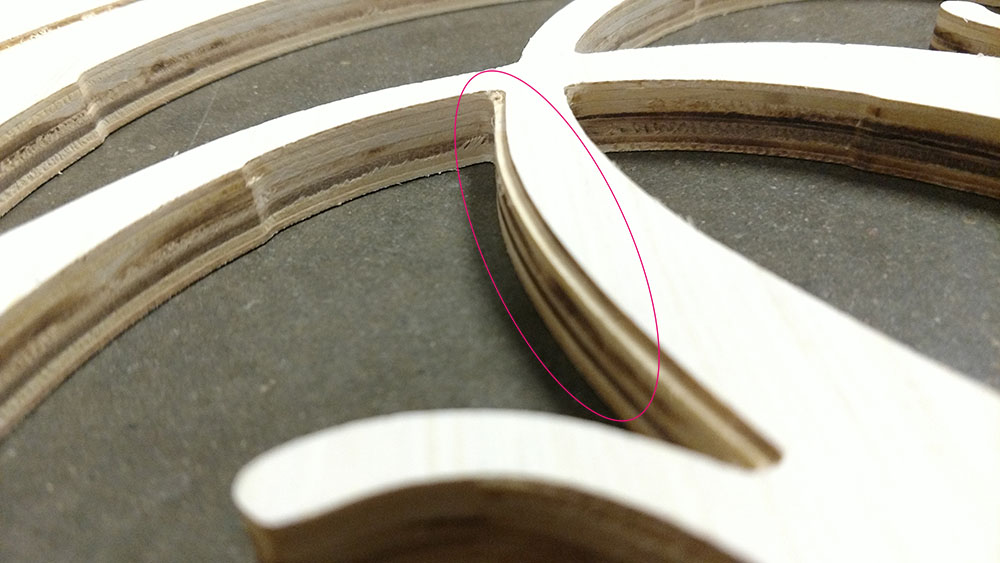
So I don’t have the CNC background or vocabulary to describe what this is.
Can anyone tell me what I am seeing in the photos? Point me to the appropriate reading? Or best of all tell me how to fix it?
Any and all advice is appreciated!
Todd
So I don’t have the CNC background or vocabulary to describe what this is.
Can anyone tell me what I am seeing in the photos? Point me to the appropriate reading? Or best of all tell me how to fix it?
Any and all advice is appreciated!
Todd
So from the pictures, it looks like you have movement in one direction, left to right or front to back. If this is the case, check to see if you can move the carriage in that direction to see if you have movement when the Shapeoko is powered on. If this is the case, you could report back here for further testing. I experienced something similar recently; the unwanted movement created inconsistencies between passes.
Thank you. I will check that and see.
Hey Todd, off-topic but I notice nice cuts (other than the offset issue), whatcha using for a bit to cut that?
Looks to me like possibly skipped steps.
The usual suggestion for this is to check the machine mechanically:
It is also important to be sure that the collet is correctly tightened, the endmill fits correctly and doesn’t slip, and the router is mounted securely in the mount, and that the mount doesn’t shift. Note than endmill pullout can happen gradually, especially when profiling against tall walls.[4]
Also feeds and speeds may be a consideration: https://docs.carbide3d.com/support/#tooling-support and see https://www.youtube.com/watch?v=S9bceJxpqG0 for concepts on this and https://www.precisebits.com/tutorials/calibrating_feeds_n_speeds.htm for a testing technique and see the series #MaterialMonday: #MaterialMonday on YouTube
Another consideration is Climb vs. Conventional Milling and tooling engagement — where possible avoid slotting and add geometry and cut as a pocket (Adding geometry to cut as a pocket with a finishing pass ).
Beyond that it’s usually a matter of Calibration and Squaring the Machine c.f., http://docs.carbide3d.com/shapeoko-faq/how-to-calibrate-the-machine-for-belt-stretch/
I checked it out, at first all appeared normal. No movement when powered on, then I decided to apply a little more force and sure enough I got some movement on the x axis. I snaked a wrench in there and tightened the set screws (or so I thought) and still had movement.
I finally pulled the motor off, pulled off the gear pulley, cleaned the shaft, tightened the set screws for certain this time and put it back together powered it up and the movement was gone.
Thanks for the tip! I will remember to check those better next time rather than just a cursory glance.
Mmm…I will have to check I think it was just the standard 1/8" end mill that I got from carbide.
Thanks for all the info Will.
This topic was automatically closed 30 days after the last reply. New replies are no longer allowed.