Hello,
I’ve got an issue that’s making my brain hurt. I’ve been using the 5 pro for over a year now, love the machine. Lately we’ve moved from CC to Fusion 360 due to some of the more complex geometries of guitar modeling and carving. I’m starting to get some pretty drastic inconsistencies in cuts - mostly pockets, and the inconsistencies are such that I can’t quite figure out if it’s machine related, software related, a tool issue, or something else.
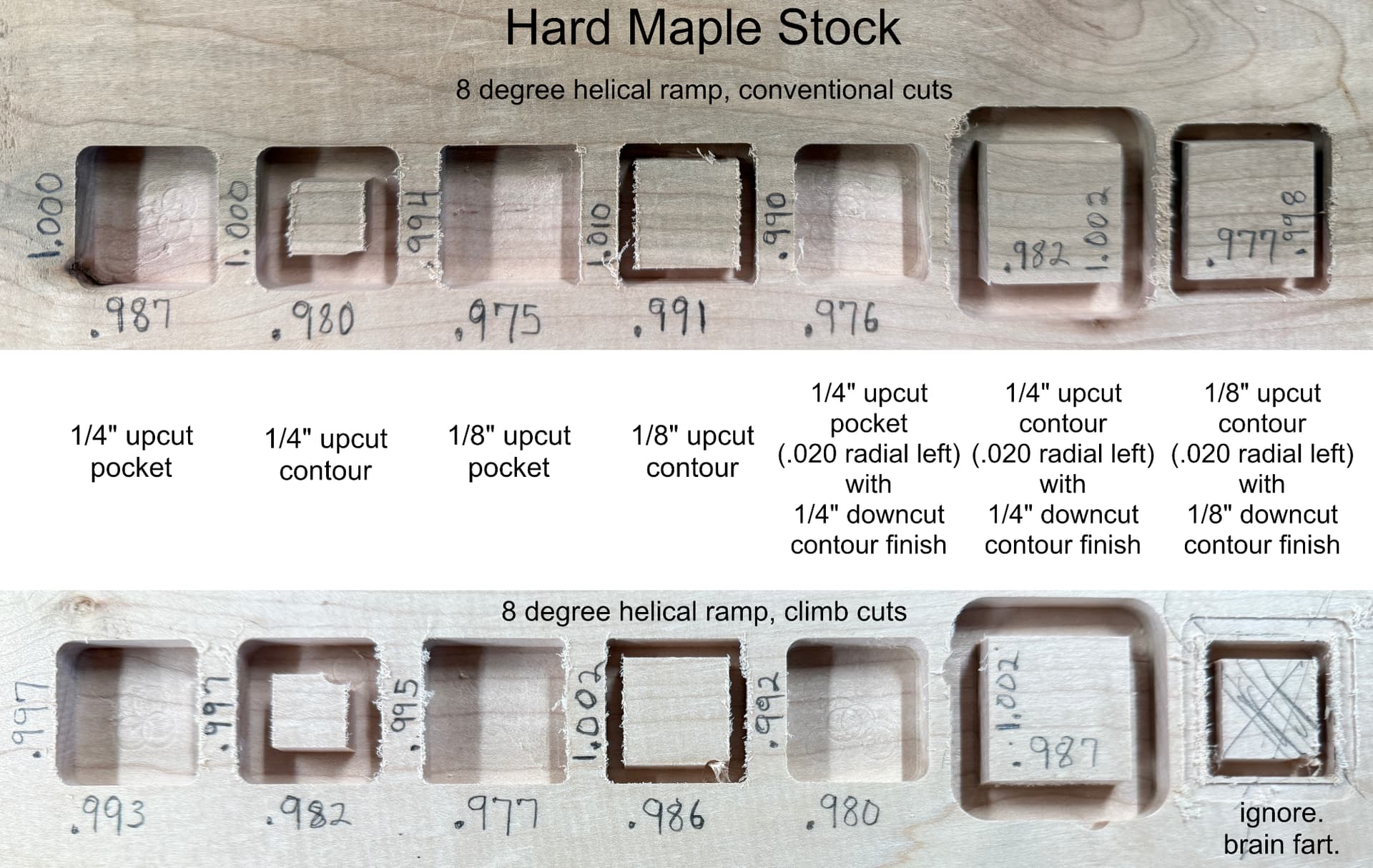
I decided to run a test, using my main two end mills for the more precision bits of the carving (generally speaking, these are pockets and contours for pickup cavities, neck pockets, and truss rod/carbon rods in the neck)
The drawings I use for generating the sketches all originated in Illustrator, exported as .dxf, and conformed in CC and Fusion. Everything checks out in the sketches down to the thou.
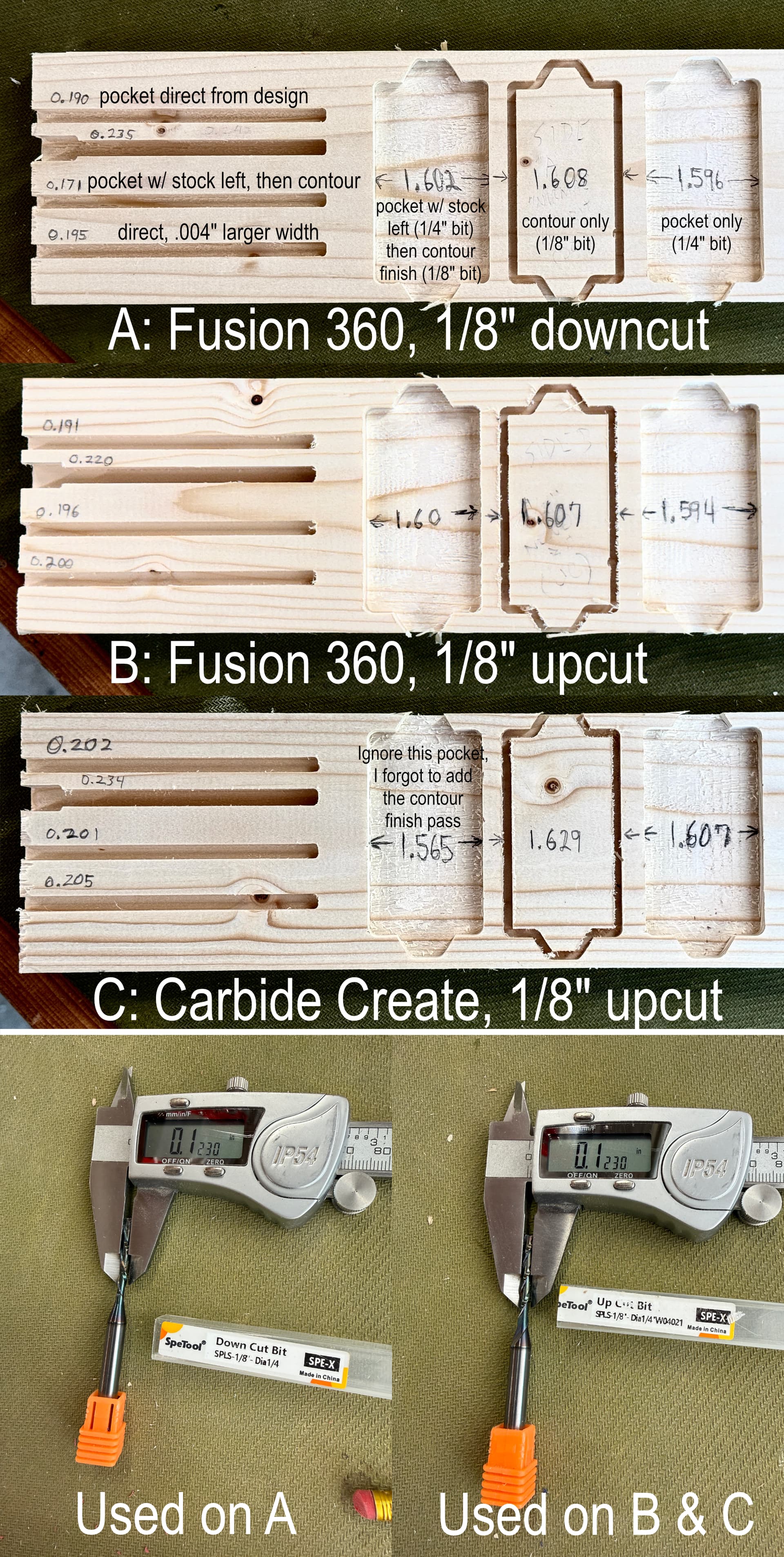
BUT - my pockets in Fusion are distinctly smaller, enough that it’s a problem. I know I could sort out the gap and fix via some negative stock-to-leave, but this seems like a really clunky way to have to deal with the issue. Especially since (as you’ll see below), CC doesn’t have this issue.
In Fusion, I’m using the Carbide 3d Shapeoko 5 Pro post processor (carbide3d 02052026.cps).
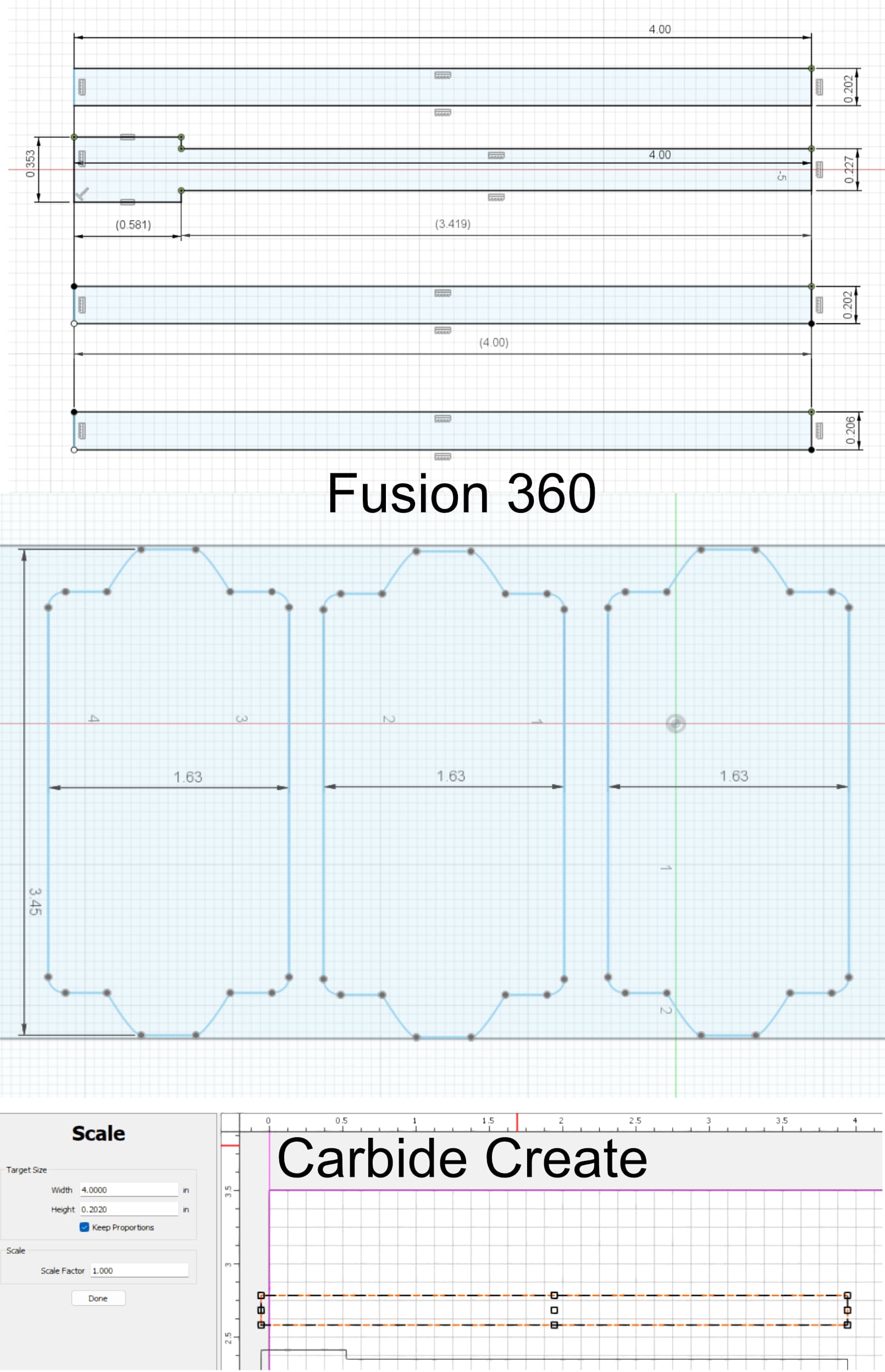
Here are some screen captures of the sketches being used with expected dimensions. The carbon and truss rods are top-to-bottom, all milled with 1/8" endmill:
1st and 2nd: 2d pocket, machined to the sketch (both top carbon and truss rod below it)
3rd position: 2d pocket with .020 stock left, followed by a finishing contour (with ‘repeat finish pass’ checked)
4th postion: machined to sketch, but this one is 0.206" instead of the original 0.202"
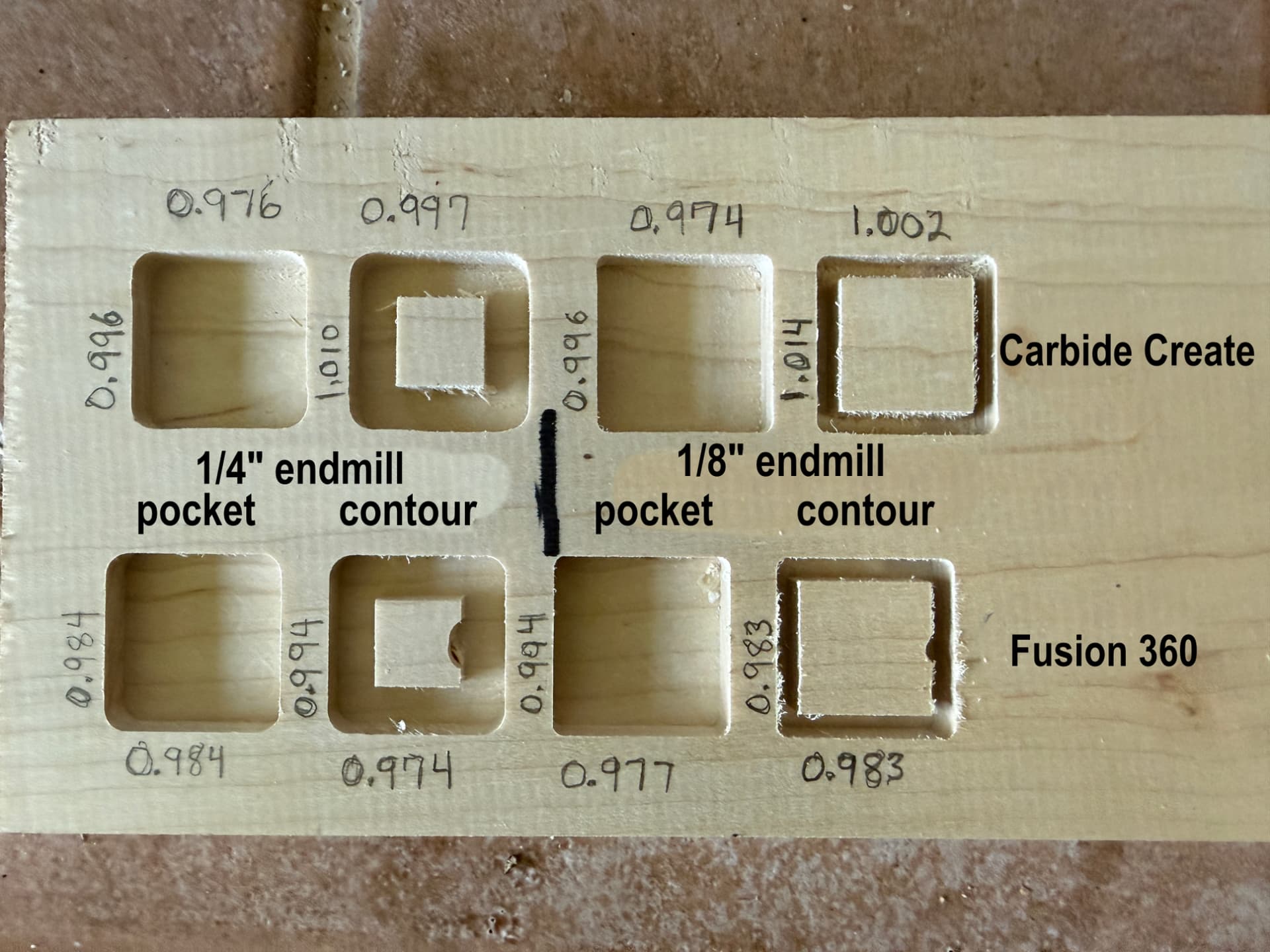
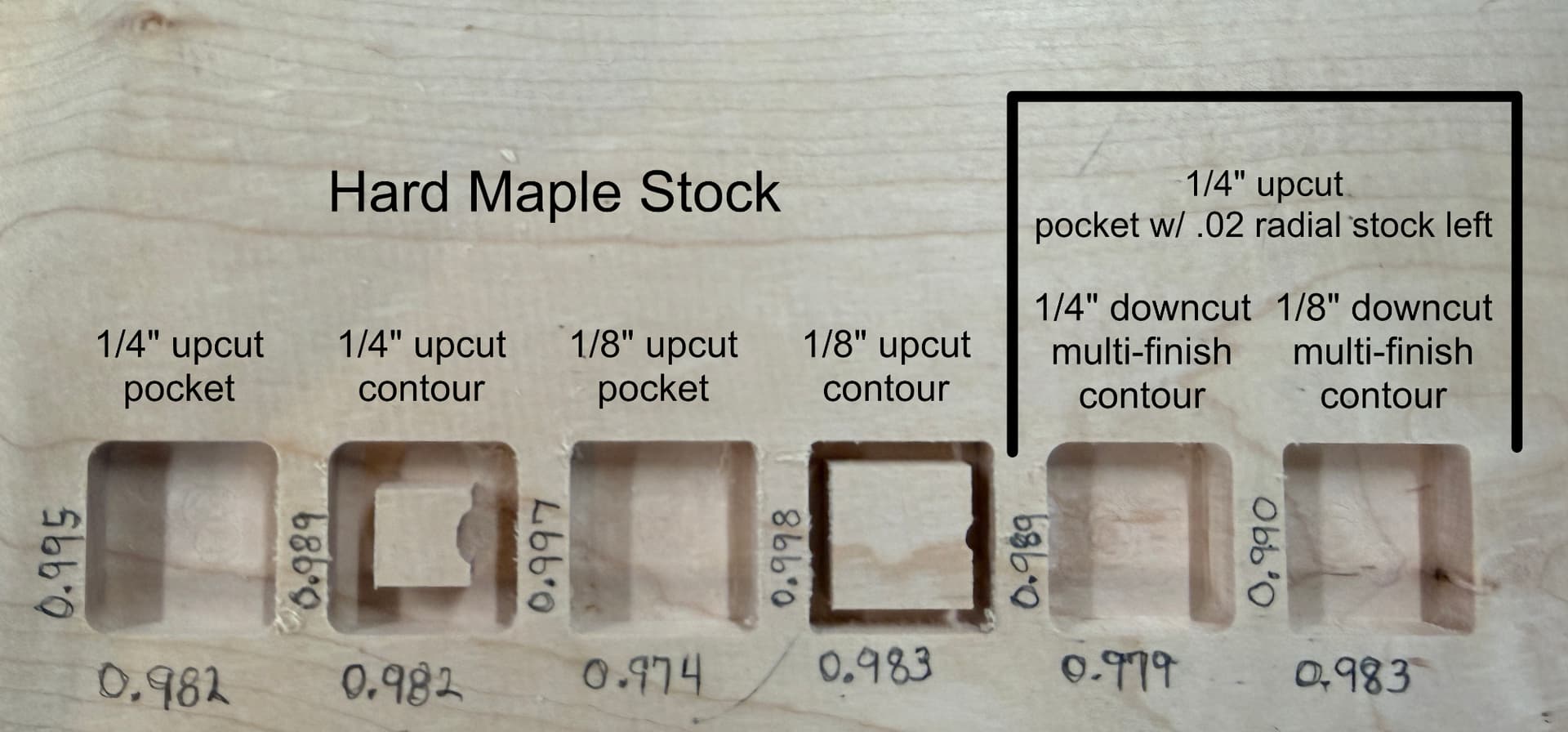
The three pickups are:
Left: 2d pocket with .020 stock left, milled with 1/4" endmill, then a 2d contour finish pass with 1/8" endmill
Middle: 2d contour only, 1/8" endmill
Right: 2d pocket, 1/4" endmill only
and here are the results.
I know there can be some tolerance issues with any machine, and a few thou is totally acceptable (especially since we’re working with wood), but this can’t be where I should set my expectations.
I have done all the maintenance I can think of on the 5 Pro - oil and checking the mechanicals. I’m at the point where I’m pretty sure this is something I’m missing in my Fusion setup. I’ve checked, I’m not leaving any stock on the pockets (unless I’m doing it on purpose to follow up with a contour finishing pass).
I’m attaching my Fusion and CC files here as well. I’m still relatively new to Fusion, maybe 3 or 4 months of really serious diving into it, but I understand the basics enough that I’m pretty sure I’m cutting pockets right. ![]() I could very easily be missing something glaring that’s causing my 2D pockets to be undersized. If so, I would be thrilled to find out what setting I’ve neglected.
I could very easily be missing something glaring that’s causing my 2D pockets to be undersized. If so, I would be thrilled to find out what setting I’ve neglected.
Thanks in advance!
Truss and Carbon slot troubleshooting.c2d (96 KB)
Truss and Carbon slot troubleshooting - Fusion360.zip (675.4 KB)