I think you are on to something here and this was the right test to do!
I did it, and the 1° off-axis wall looks like this:
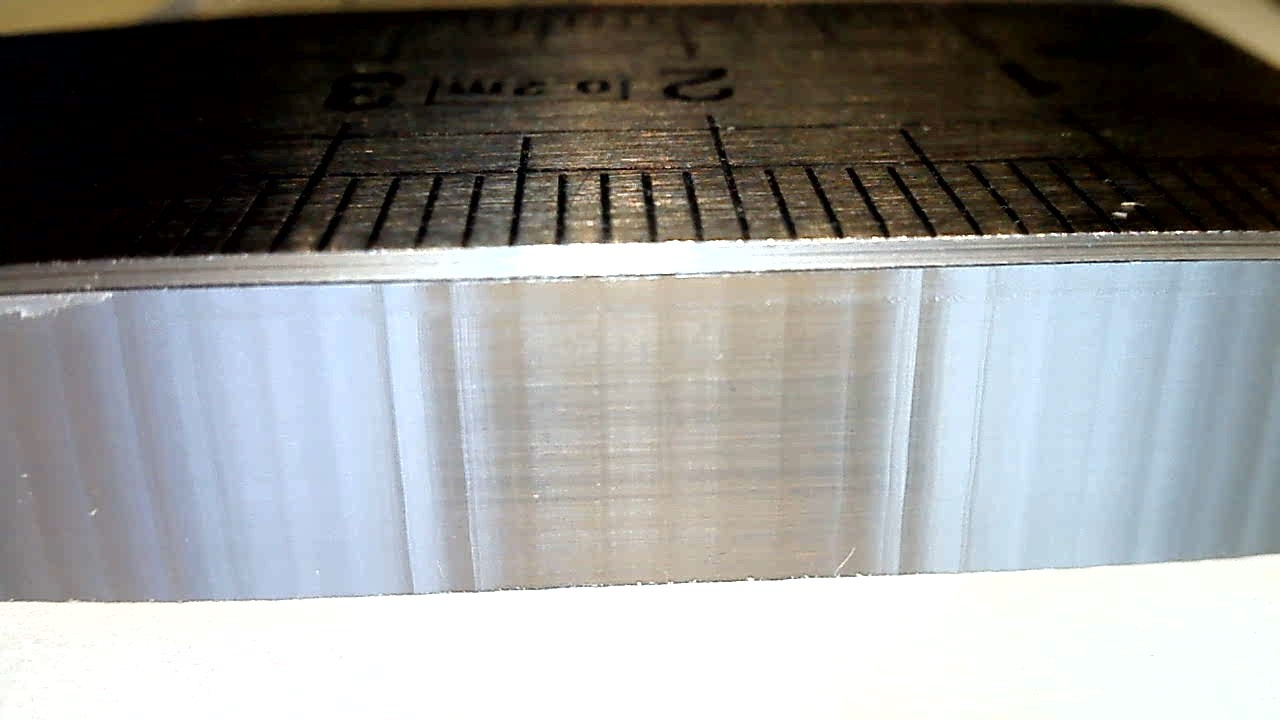
The spacing is extremely regular, and I counted 31 marks for a total length of 45mm, so each one is around 1.45mm
This 45mm segment is at angle of 1°, so at the end of that 45mm segment, the displacement in the other axis is 45mm * sin(1°) = 0.7853mm. And 0.7853mm divided by 0.025mm is…31!
Basically we’re seeing the quantization steps.
At 45° the steps are much less visible, because the machine does equal steps in X and Y at each move.
Now I just need to do the math for the mark spacing along a continuously varying tangent angle, a.k.a. a circle, and see if that is what the cut shows.
I need to sleep on it, but it could just be the stepper quantization after all.