Here are what I guess will be my final tests on the matter.
I created a test shape that has line segments at 0 degree, 5 degrees, 10 degrees, and 15 degrees from X axis.
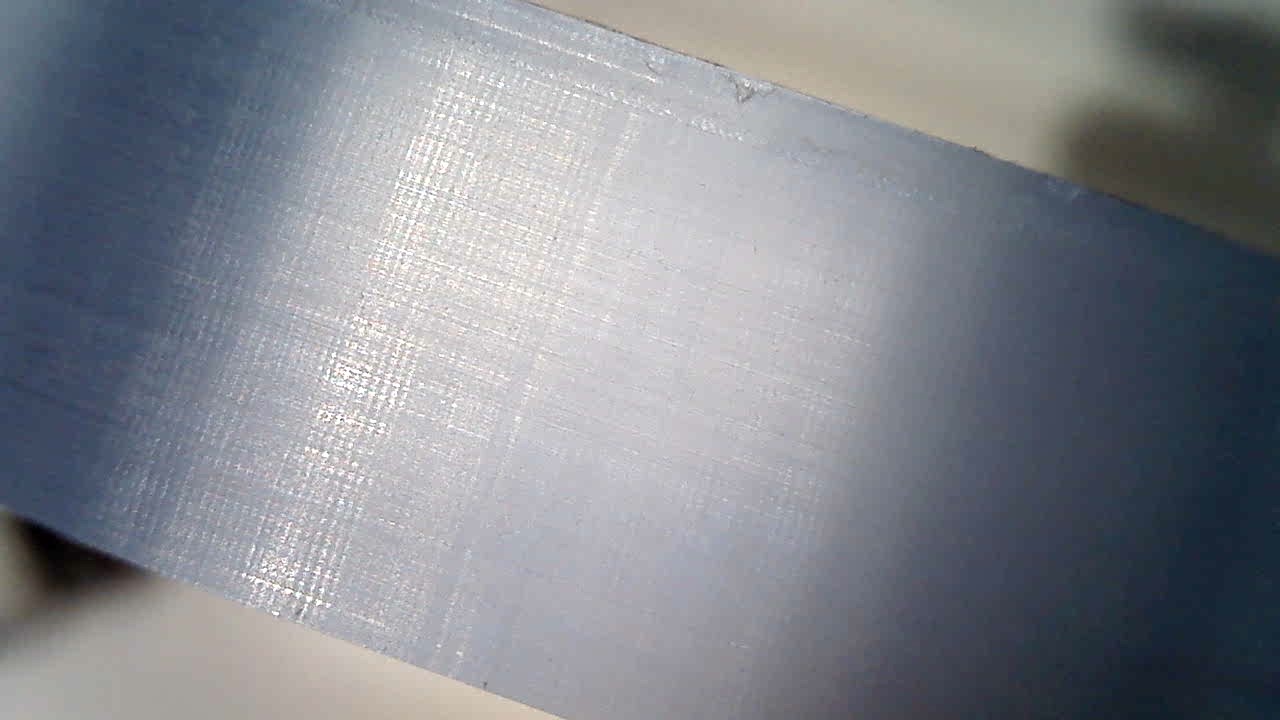
0 degree: quite smooth, and at this magnification we can the finer marks which I guess are from the tool RPM this time:
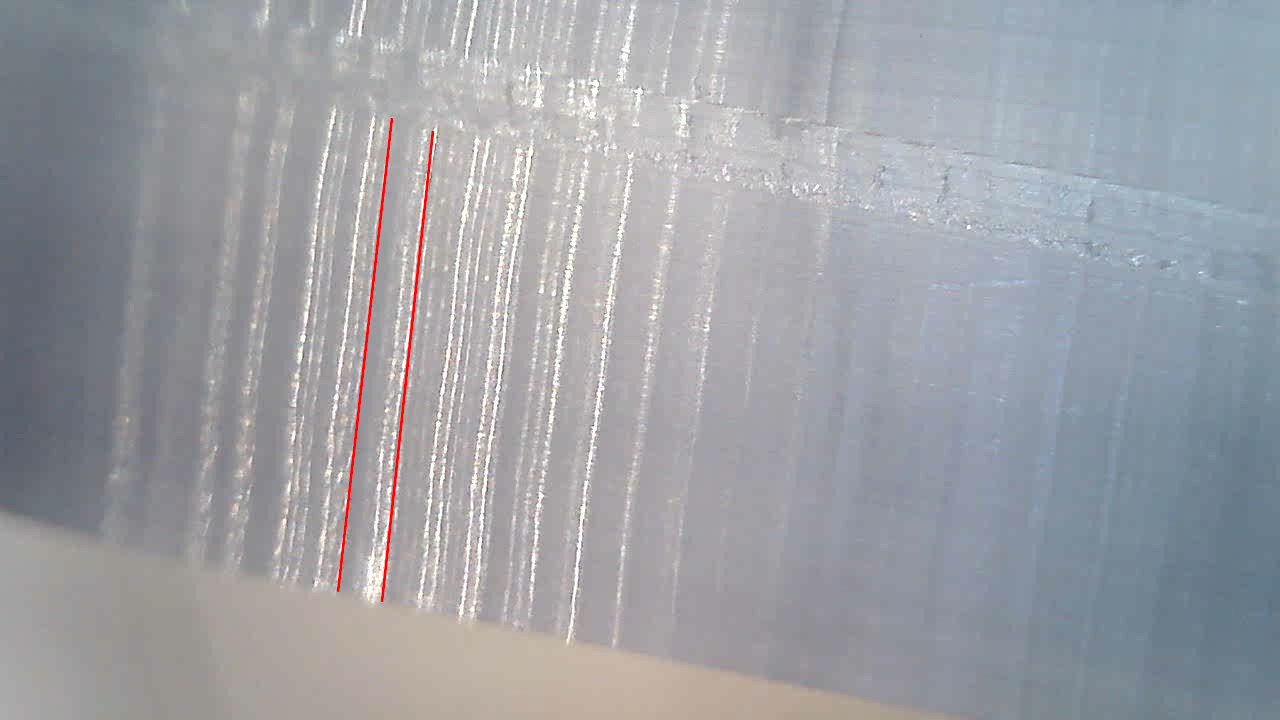
5 degrees: we see a mix of the finer “RPM” marks and larger “stepper-resolution” marks:

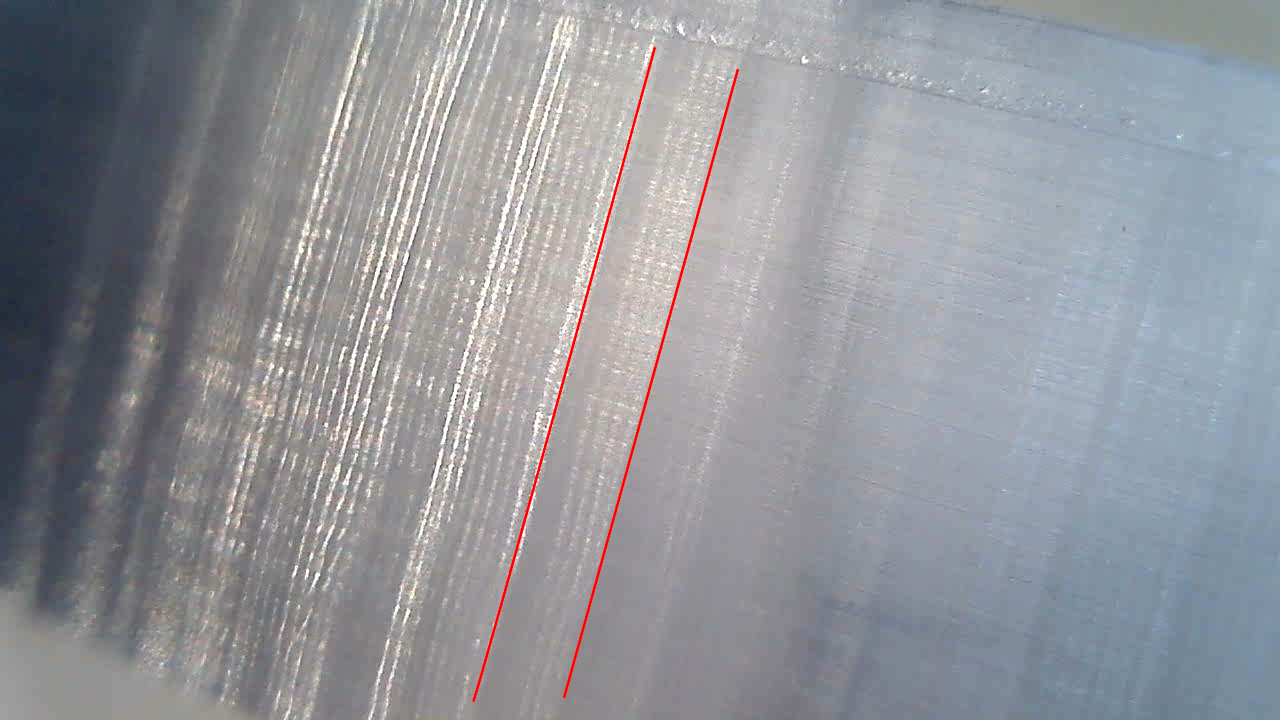
10 degrees: the mix of the two effects is (of course) still there, the larger marks are spaced differently:
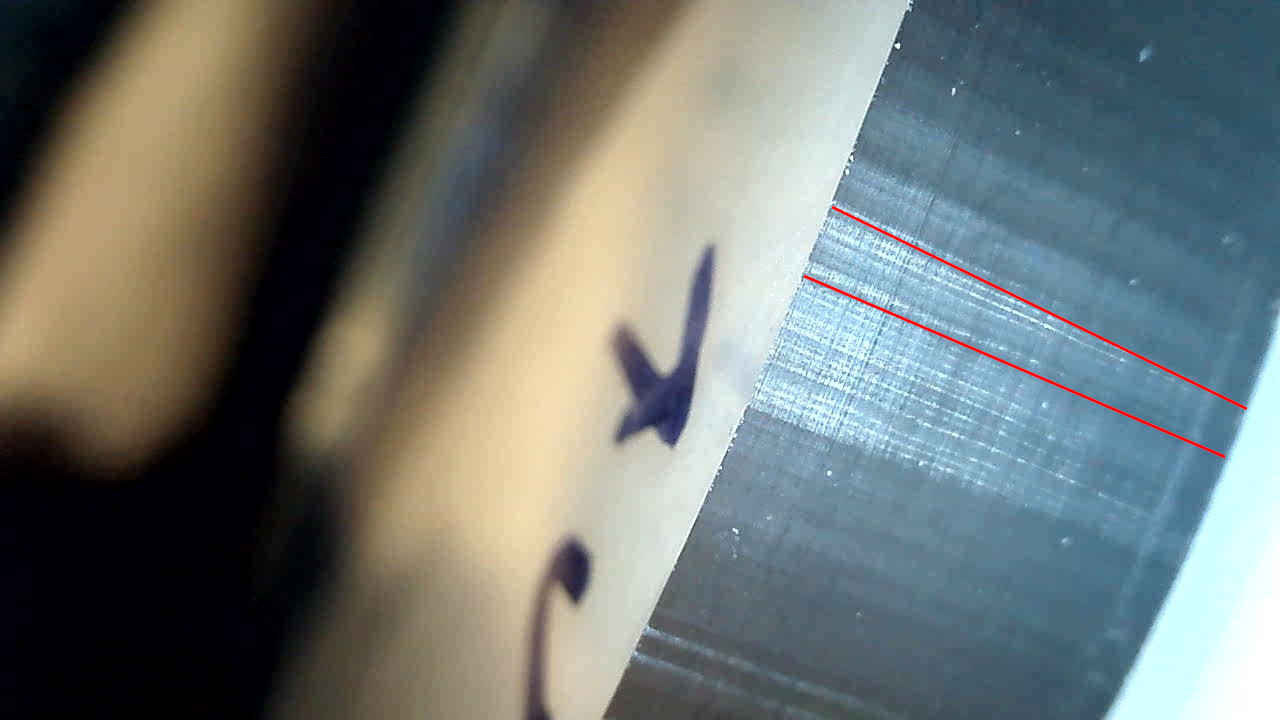
15 degrees: same thing, the two different effects are even clearer here:
Finally I did a large (80mm diameter) circular cut, and both the high frequency and low frequency patterns are there:
Until we see close-ups of Nomad cuts from @Vince.Fab and/or cuts from someone using a finer micro-stepping value, this is it for me on this topic.
Full disclaimer: a lot of acrylic was hurt during the course of this thread

Lessons learned:
- as @neilferreri said, acrylic is unforgiving. But then again this segmented style on curves can be used to give the piece a distinct style
- I’ll make a mental note to try and stick with vertical, horizontal, and 45° lines in my acrylic pieces when possible, for the best finish
- in others cases, back to sanding & torching the edges, no big deal.