I have a plunge roundover bit (Bosch 8547MC)… how do I go about adding this tool to CC?
How do I determine settings to make a perfect rounded edge on different areas of my carve?
I have a plunge roundover bit (Bosch 8547MC)… how do I go about adding this tool to CC?
How do I determine settings to make a perfect rounded edge on different areas of my carve?
Carbide Create doesn’t support such tool geometry.
If you are willing to work w/o a 3D preview I discussed this sort of thing at:
EDIT: Note that if the tool has a bearing, it’s not safe to use in the machine. Put it in a router table.
There isn’t a “great” answer to your question, the most direct answer is that Carbide Create does not support that geometry. BUT it doesn’t mean it can’t use it, you just have to understand the geometry and specifically tell Carbide Create how to use it. I’m going to make an assumption on how you want to use the bit (if my assumption is wrong the rest of this post could be worthless).
That bit is a 5/8 diameter (5/16 radius) bit…
.png)
NOTE: I could not find a max RPM for that bit, you may want to know that before using it on your Shapeoko.
If you had pocketed a 3x2 square using a standard 1/4 endmill, you would end up with something like this…
… but if you wanted to use that bit to round off those 90 degree side walls you could.
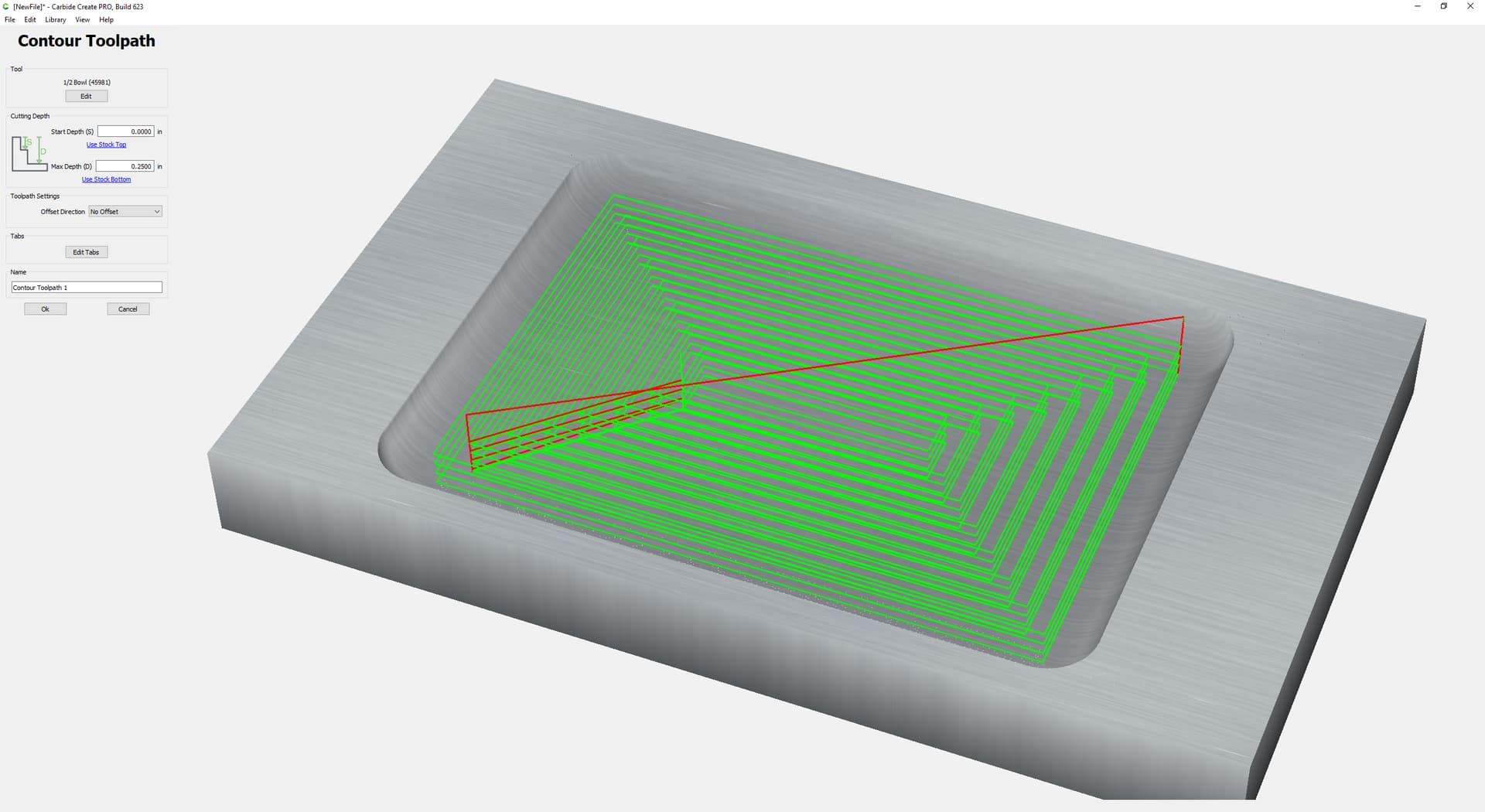
Tell Carbide Create that is a 5/8 diameter ball mill. The software is going to think it’s a standard (round) ball but and that’s okay because it’s close enough. Carbide Create is going to know where the bottom of the bit is, and it is going to know the width/edge of the bit is. It is going to think it knows the roundness, but that (I’m assuming) isn’t going to be an important detail.
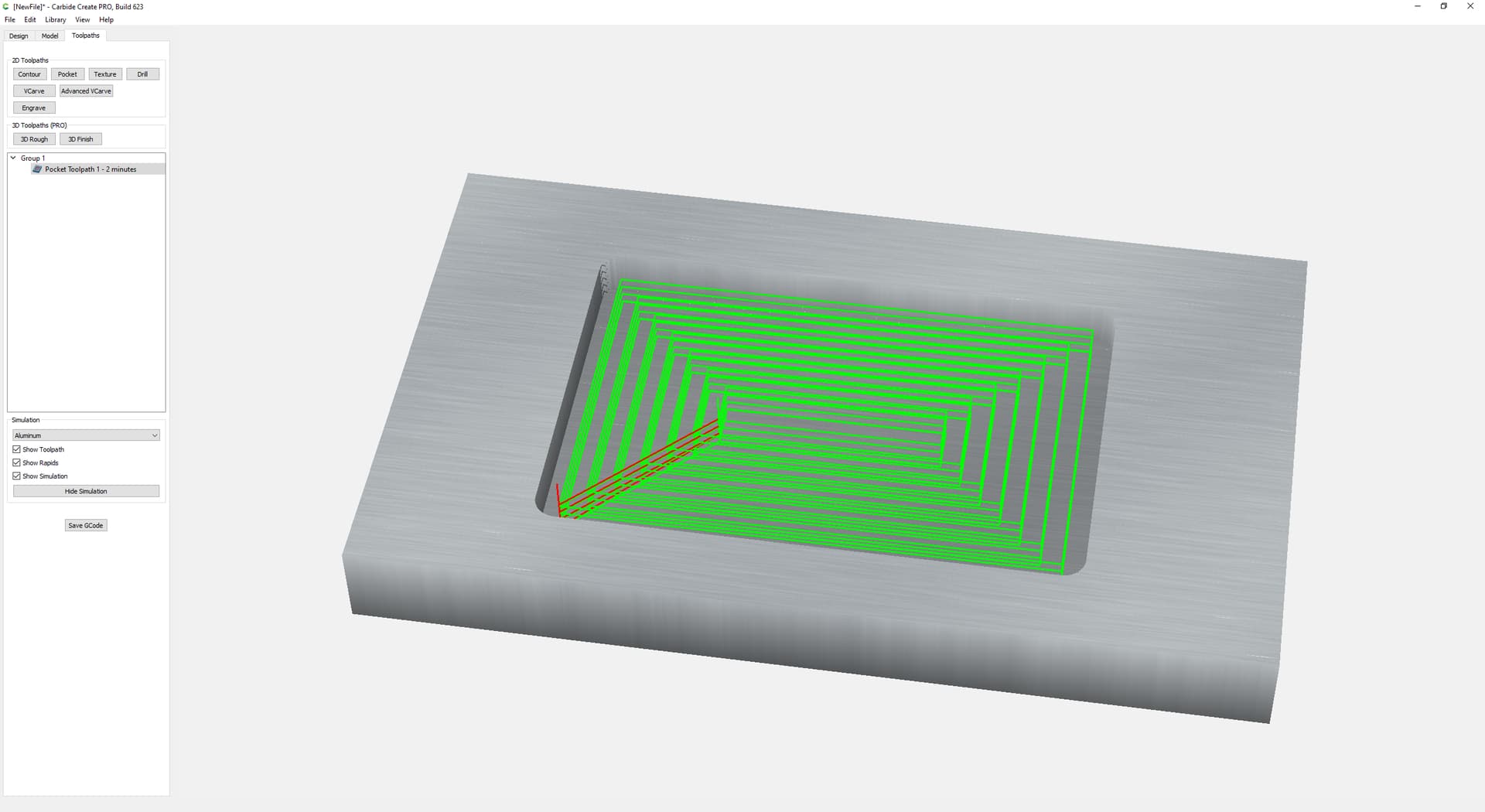
I’m going to skip some math here, but if you used that (fake) ball mill in a “no offset” contour toolpath look what you end up with, is this what you wanted?..
looking at just that second toolpath (disabled the first so you could see it). You can picture how that would widen the pocket from 3x2 to 3.625 x 2.625 pocket with rounded over side walls.
So now for the math adjustment… if you wanted to end up with a 3x2 area I think you would want to start with a 2.375 by 1.375 square. Because half the width/diameter of the bit will be outside, since the ball is being told to cut with “no offset”. Regarding speeds and feeds, I used settings from a 1/4 ball endmill and then got scared and cut them in half.
I’ve used an Amana 45982 bit this way

I also use an Amana 56144 bit in Carbide Create… with fake vee bit geometry. The simulations are not accurate, but it works. Although it makes me very nervous watching as the chipload increases the deeper it cuts.
This topic was automatically closed after 30 days. New replies are no longer allowed.