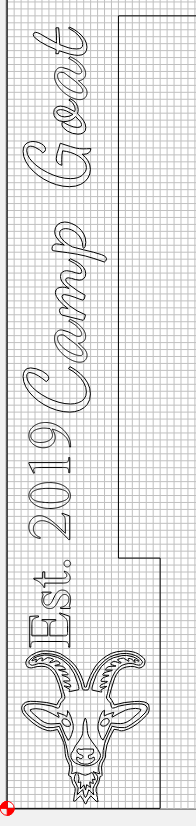
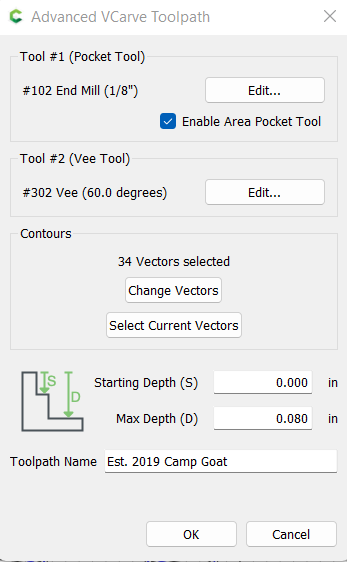
I’m working on a sign for a camping group and I used an old door to practice the tool paths, but I’m noticing several problems. I used the standard 201 1/8" end mill and 60deg V bit with standard feeds and speeds. Any advice?
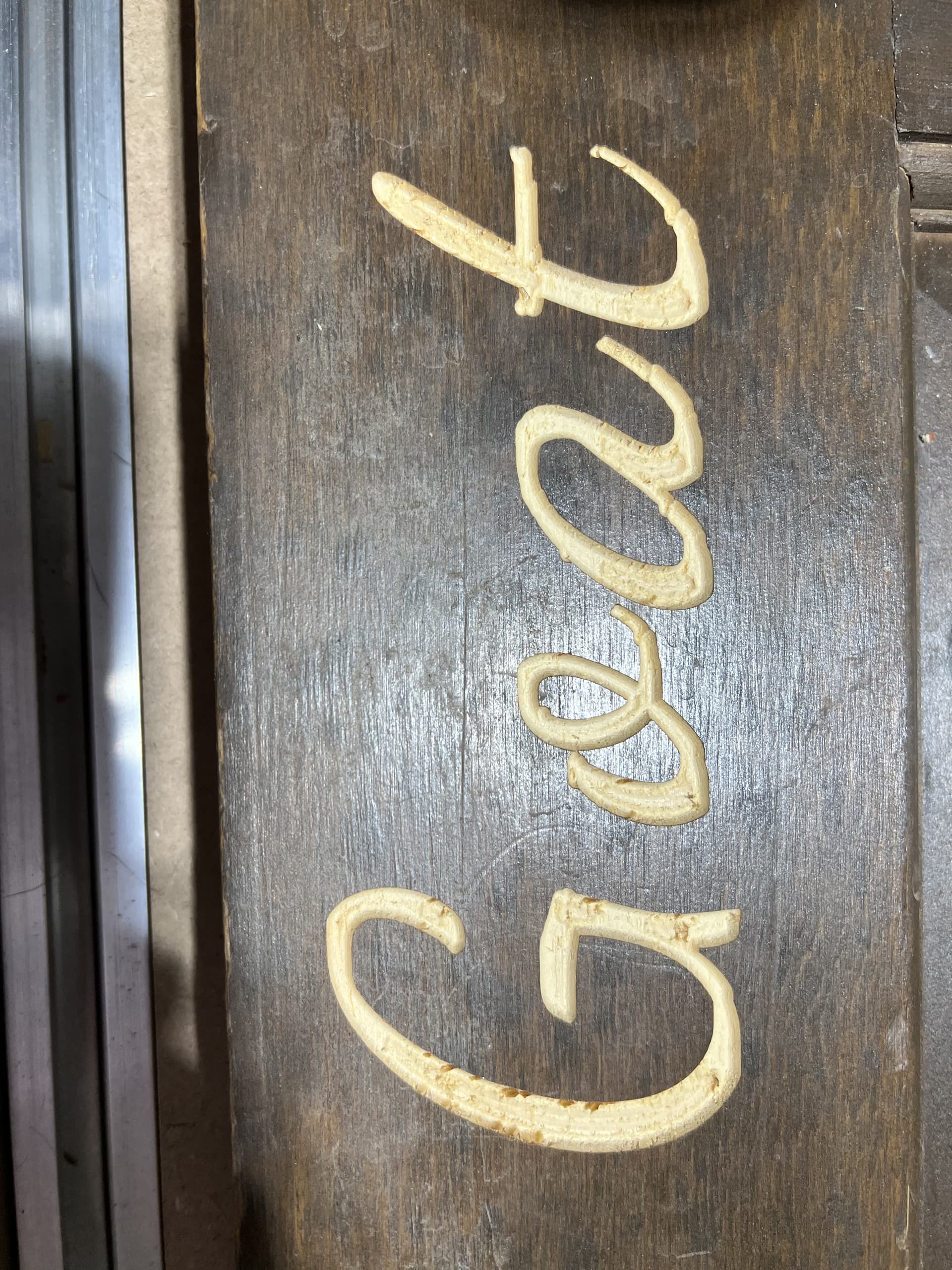
There are several “flat spots” at the top and bottom of the lettering which isn’t present in the design file.
Surface roughness is pretty bad, but I might be able to fix that by reducing stepover and switching to a downcut bit. I used an upcut bit on the images shown.
The 60deg V bit also seems to be crossing over the curve lines in several places.It leaves little circles instead of crisp lines. Maybe I need to switch to a narrower angle V bit?
Start by checking the machine mechanically. Per the machine operating checklist: Machine Operating Checklist - Carbide 3D , the basic points of adjustment for a machine are:
Pulley set screws — verify that these are in-place and secure — for further details on checking them on a Shapeoko 3 see: Checking Pulley Set Screws - Carbide 3D — be sure to check all axes/pulleys (including Z on machines w/ belt-drive Z-axis, for an HDZ, check both coupler screws).
Belt tension (see the relevant step in your instruction manual, e.g., Step 5 Belting - Carbide 3D) Note that the X-axis motor is held in place on standoffs and if those bolts are loose this can cause belt tension issues. Also, belt tension for the Y-axis stepper motors needs to be even/equivalent on each side — a significant difference can cause skipping on one side eventually resulting in lost steps on both. Measuring belt tension, squaring and calibration
Ensure that all screws are in place and secure, esp. on the linear rails on a Pro.
If the machine is mechanically sound, check wiring and connectors.
If everything else checks out, review feeds and speeds.
that looks like you have some “wiggle” in the machine… something is not tight enough.
@WillAdams has a good checklist, but for a simple test to see if things are tight is to (with the machine on but the spindle off!) see if you can move or wiggle the bit at all. Like anything even a properly setup machine has a point where things move, but that’d be a huge force… while if something isn’t tight there’s a relatively low force at which things move around a bit
(unrelated suggestion; when using advanced V carve, I tend to stay away from 1/4" bits and only use 1/8" or smaller… anything where the bit can’t go the V bit will have to clean up and that’s not as good looking – and time intensive – as a proper normal bit… and a 1/4" bit just leaves too many of such areas to my taste.)
Thanks @WillAdams! I’ll give that a try and see if I get cleaner results. Should I make any changes to the toolpaths such as going from a 60deg V Bit to something finer? The letters are about 3" tall so I thought they’d be big enough.
If anything, for such large letters, a less acute, more obtuse tool would be an option — unless you wish to minimize the V appearance and emphasize the flat-bottomed pocket as alluded to by @fenrus
I’ve been working my way through the maintenance and tuning guidelines. The Y axis belts were definitely under tensioned and I’ve fixed that to where they both are about 125Hz when the belts are lifted by two 1/4" end mills 500mm apart. The pdf you shared for linear rail maintenance was a little unclear on which of the ball bearing carriages for the Shapeoko Pro X and Y rails actually have lubrication ports. It just says “not all will have access port.” So I have a few questions.
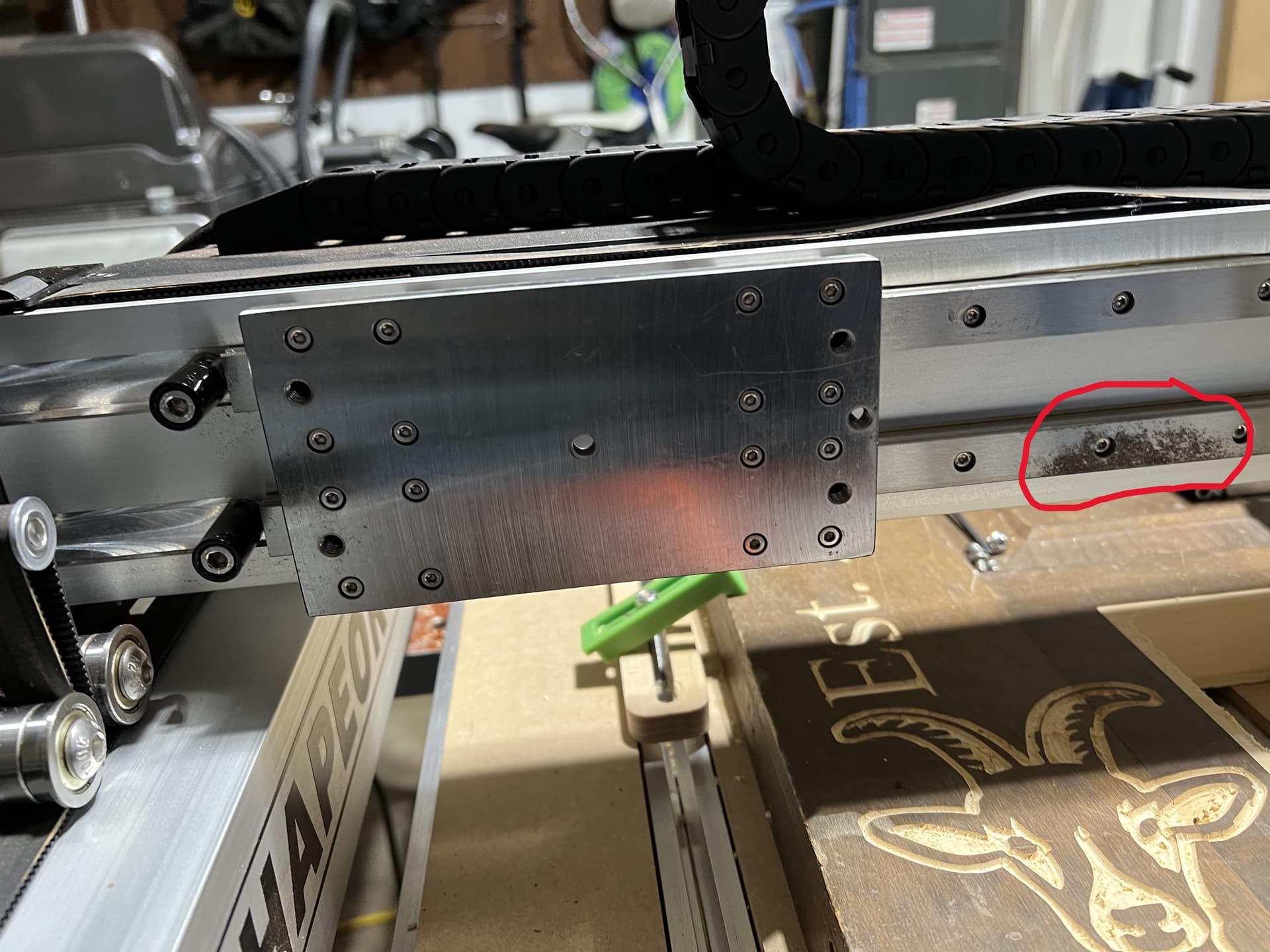
I took a picture of what looks like it might be a lubrication port on the X carriages. Should I be lubricating the area indicated by the red arrow?
I do notice what I would consider some resistance when sliding the X carriage back and forth which is improving after wiping the rails with Vactra No 2 oil, but I’m also wondering if I should remove the silver plate to better clean the ball bearing carriages of dust?
Is the surface rust shown on this rail an issue? It arrived from the factory with that present and I didn’t worry about it before, but now I’m wondering if I should try to scrub it off.
@WillAdams I have that document from your previous post and I actually referenced in my last comment. I was looking for some clarification on the parts that are ambiguous or unclear in that guide.
The red arrow is where you want to be putting the oil in.
I’m not sure I’d recommend removing the plate.
For the rust, I’m hoping @Luke can weigh in, but I think you can safely remove it. But still write into support about it.