This does not really belong in the “Gallery”, as it’s more about sharing the experience/process than the end result. I could not bare seeing that 4’'x4"x0.75" block of 6082 aluminium sitting on my shelf anymore, it kept screaming “do something with me, anything, please”!
So I thought I would use it for practice (take that, procrastination!). I stumbled upon @wmoy’s “Apple cheese grater” video, which inspired me to do a two-sided job in that thick block of aluminium.
In Fusion360 I was not very inspired though, so I came up with something really simple:
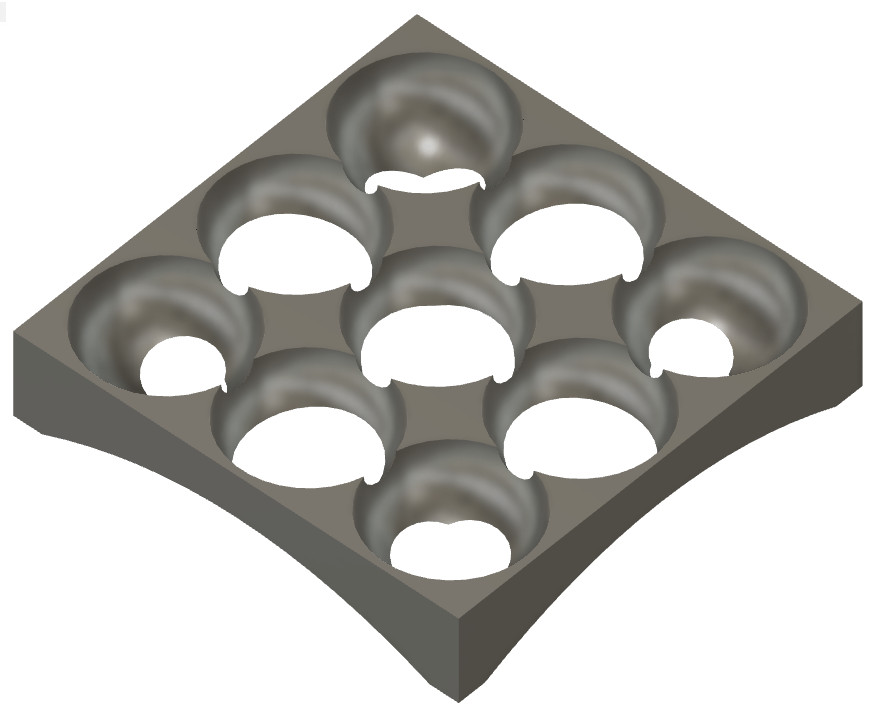
I would use those endmills:

- #201Z, Carbide 3D’s ZrN-coated 3 flute 1/4" square endmill
- 6mm single flute
- #202, Carbide 3D’s 1/4" 3 flute ball endmill (not a great idea for aluminium, but that’s the only ballnose I had on hand)
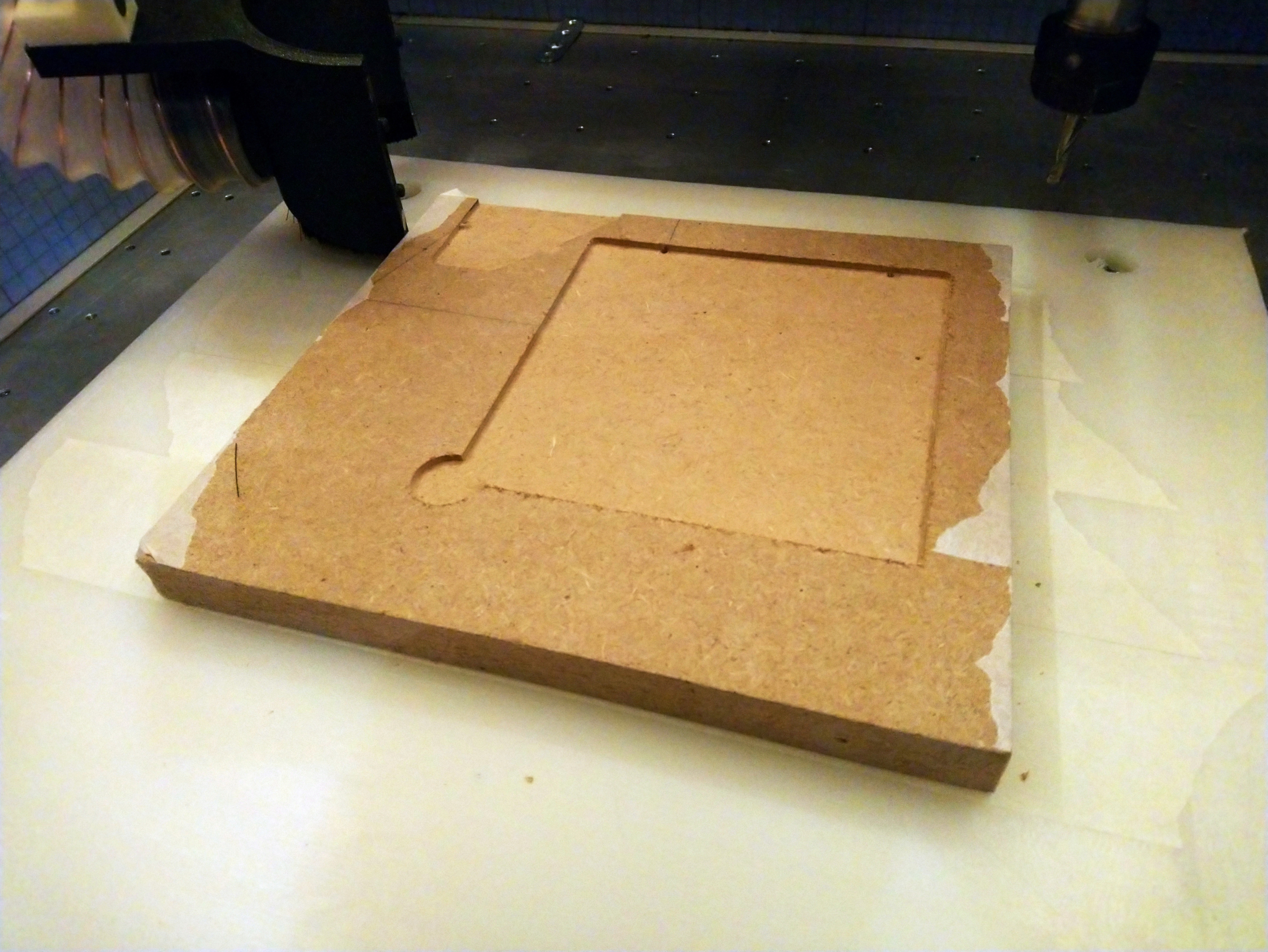
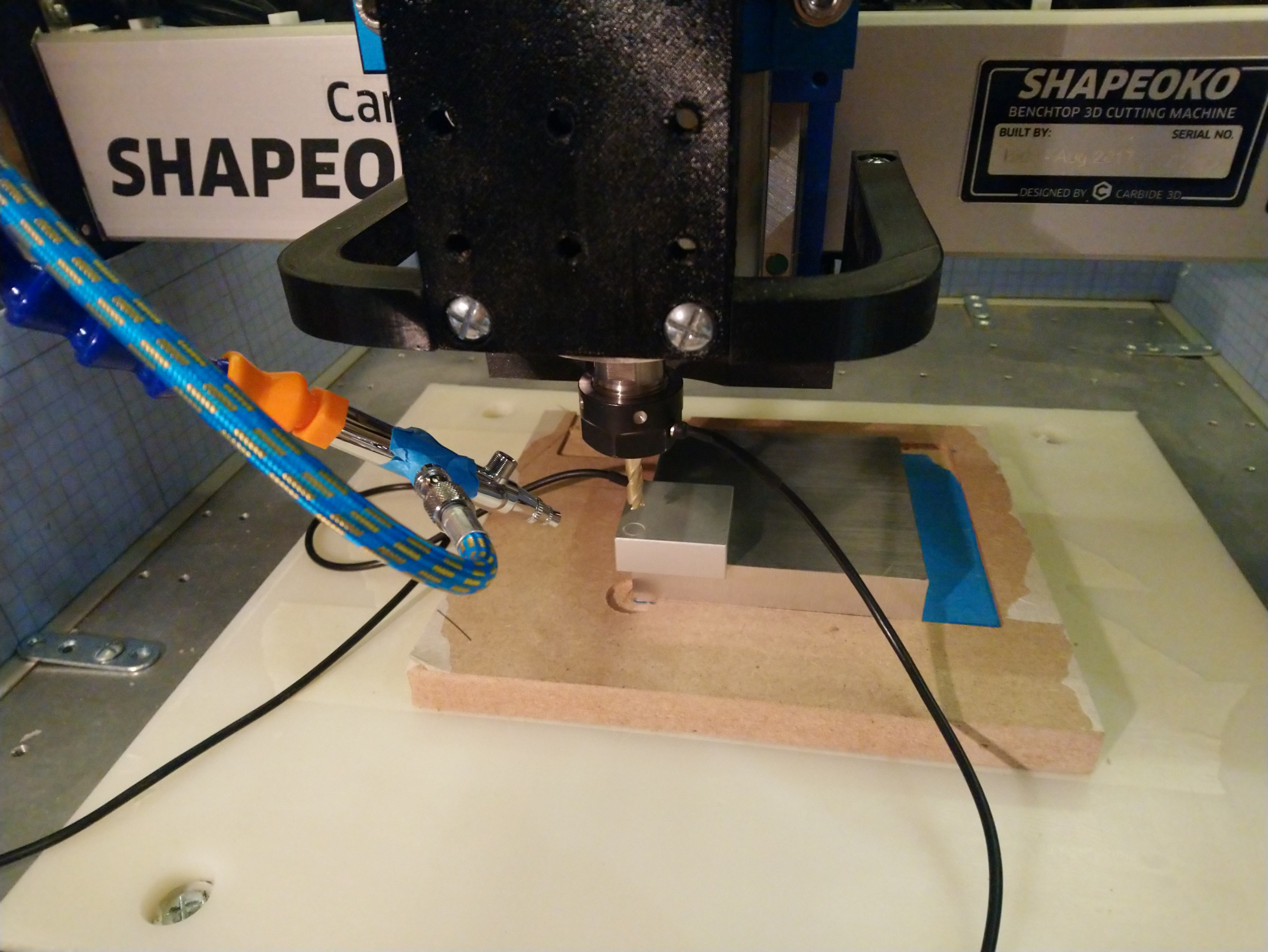
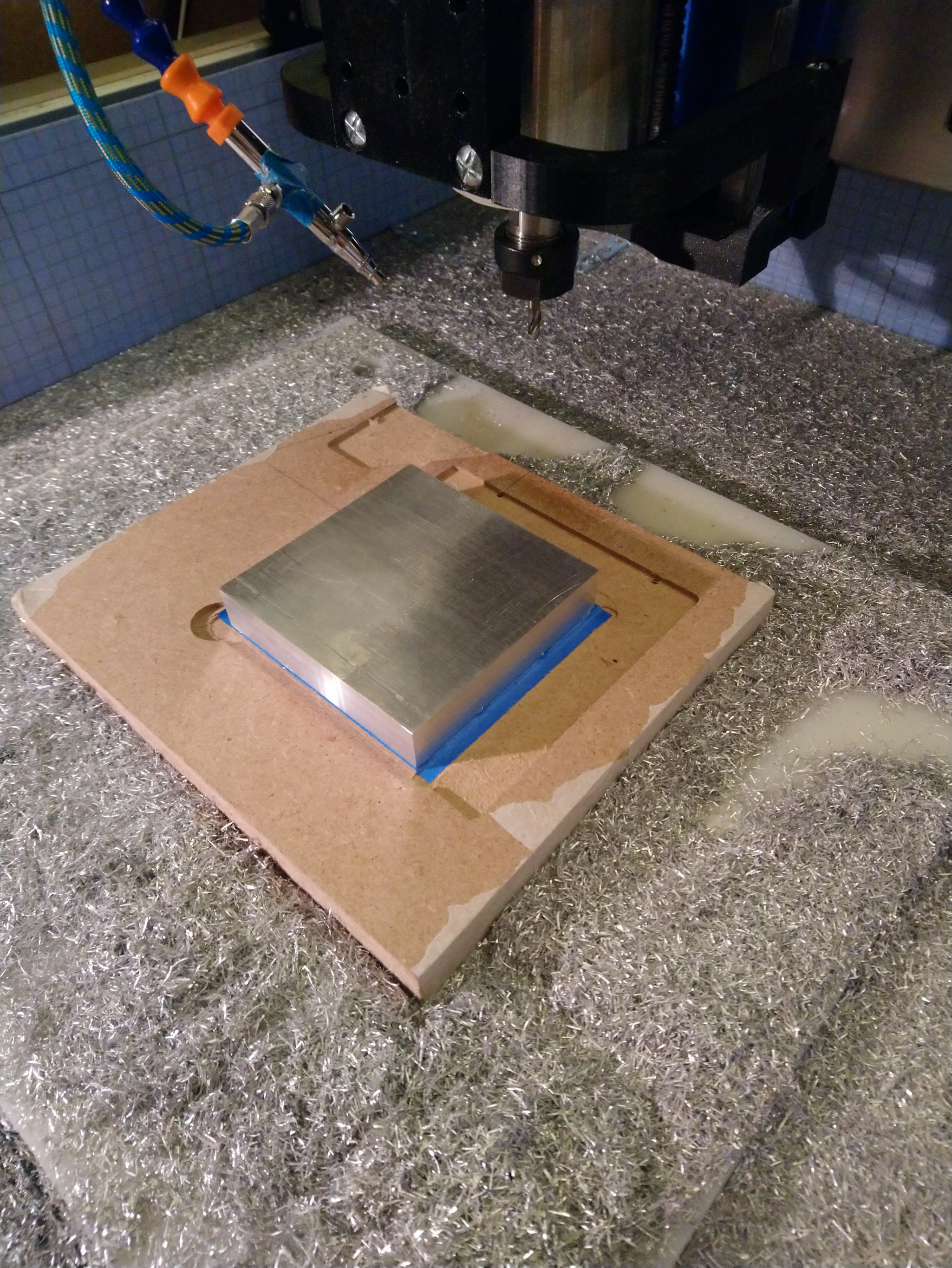
First things first, workholding. I used a piece of MDF, tape & glued it to my wasteboard, then cut a pocket to position the aluminium stock perfectly along the X and Y axis:
Tape & glue again to secure the stock:
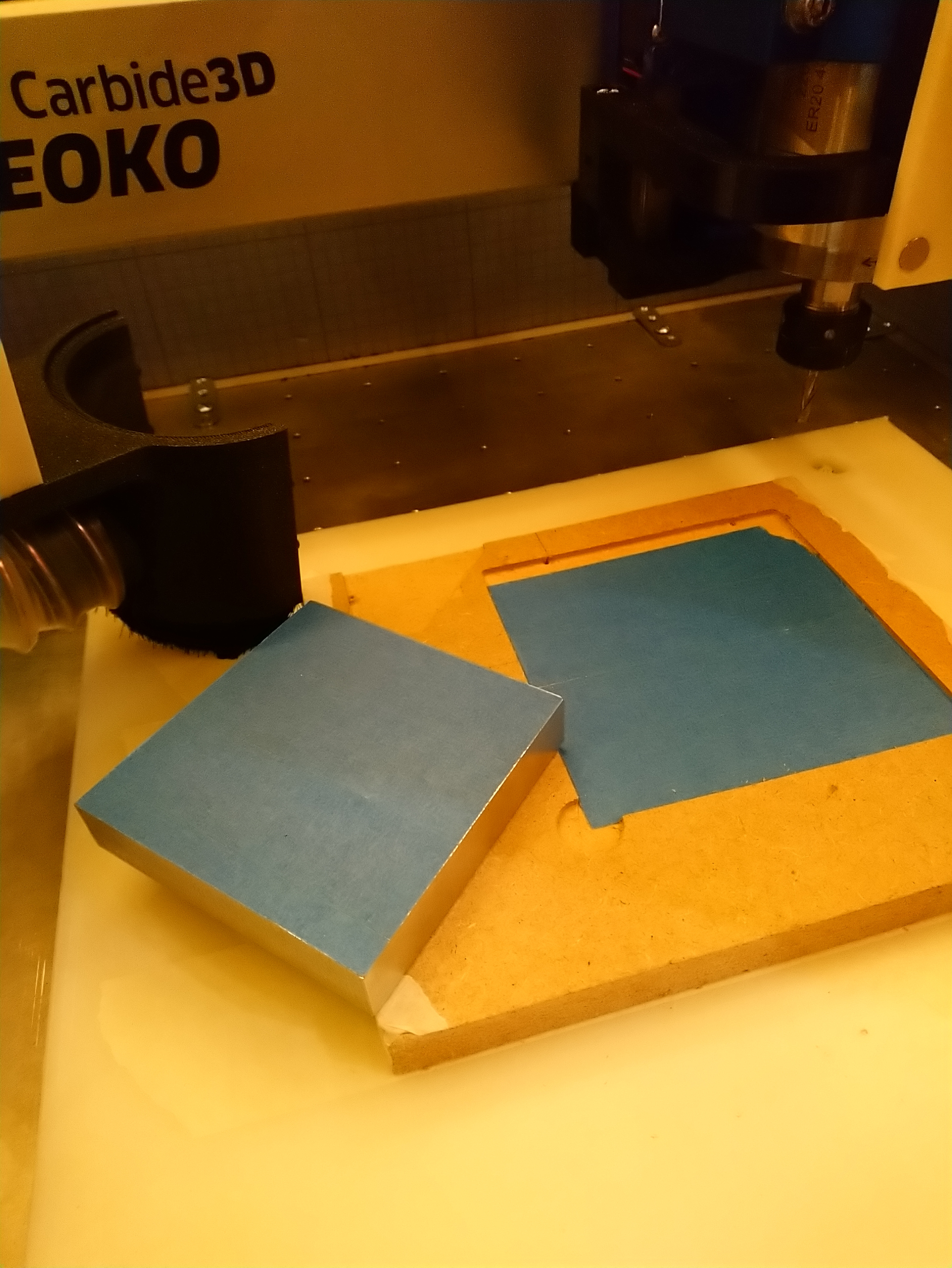
And I was ready to go:
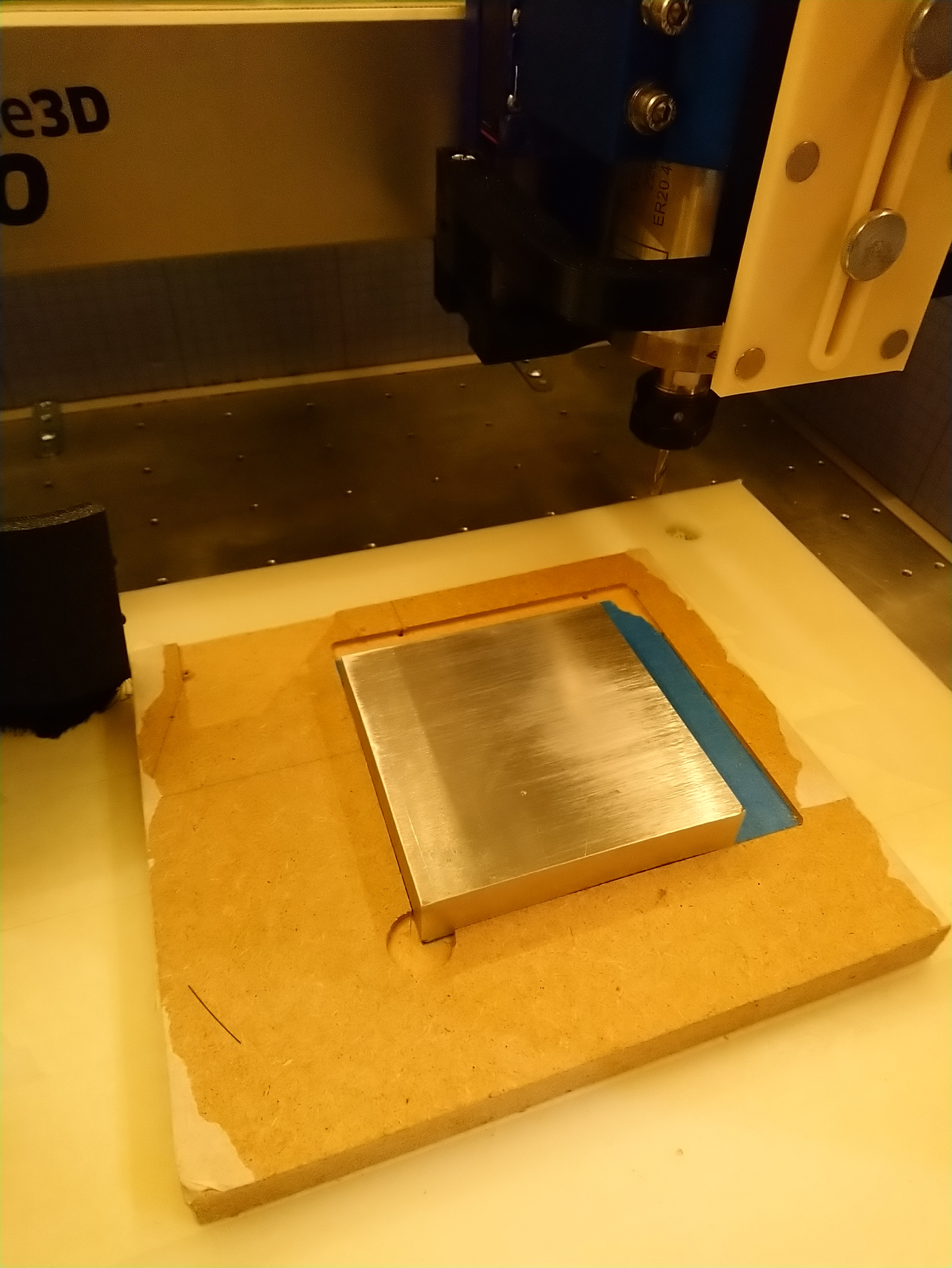
I got to use my (old-ish) Beaver Zero probe:
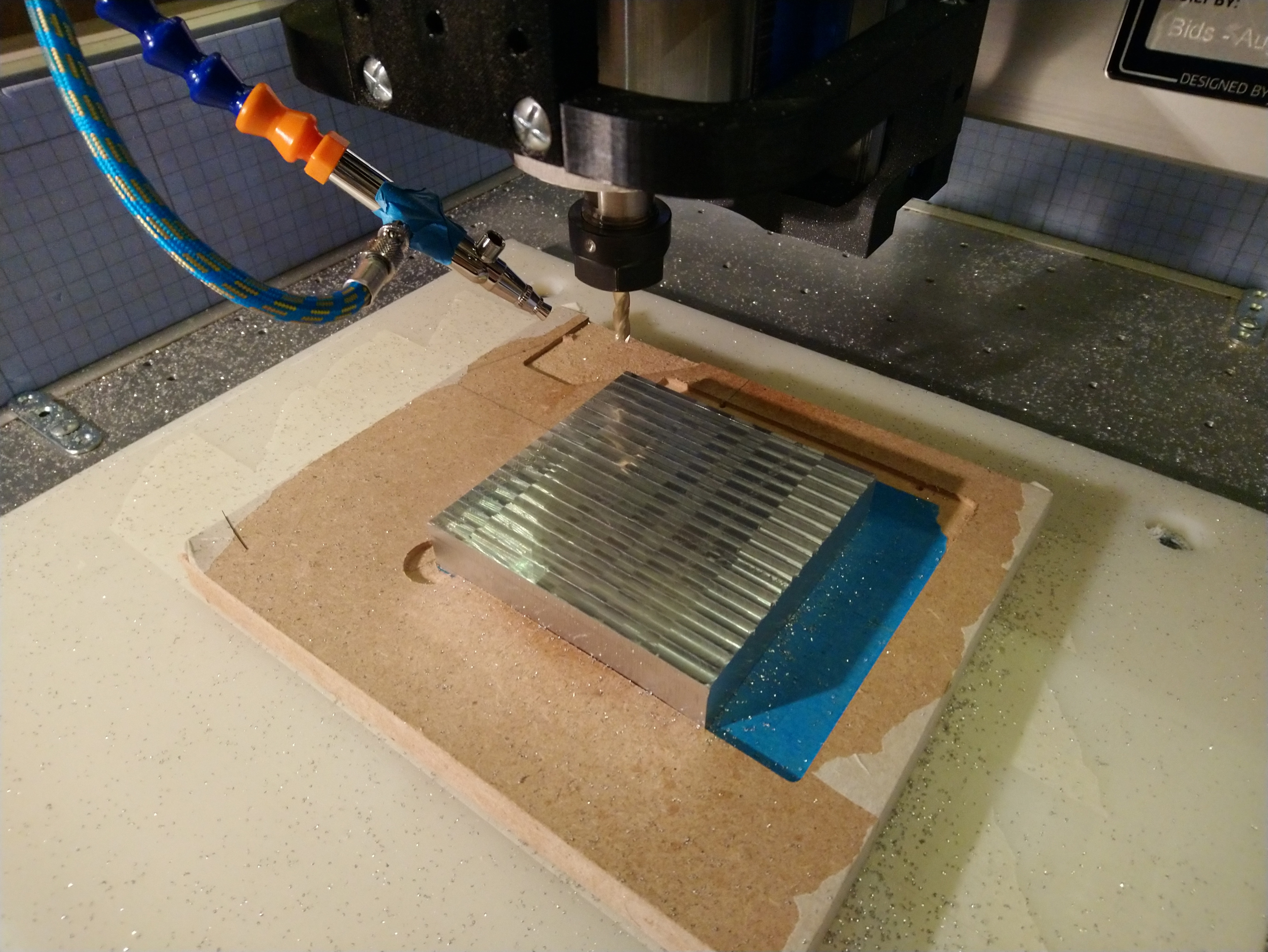
and proceeded to do the facing operation on the top:
#201Z, 16000RPM,1500mm/min, DOC 0.17mm
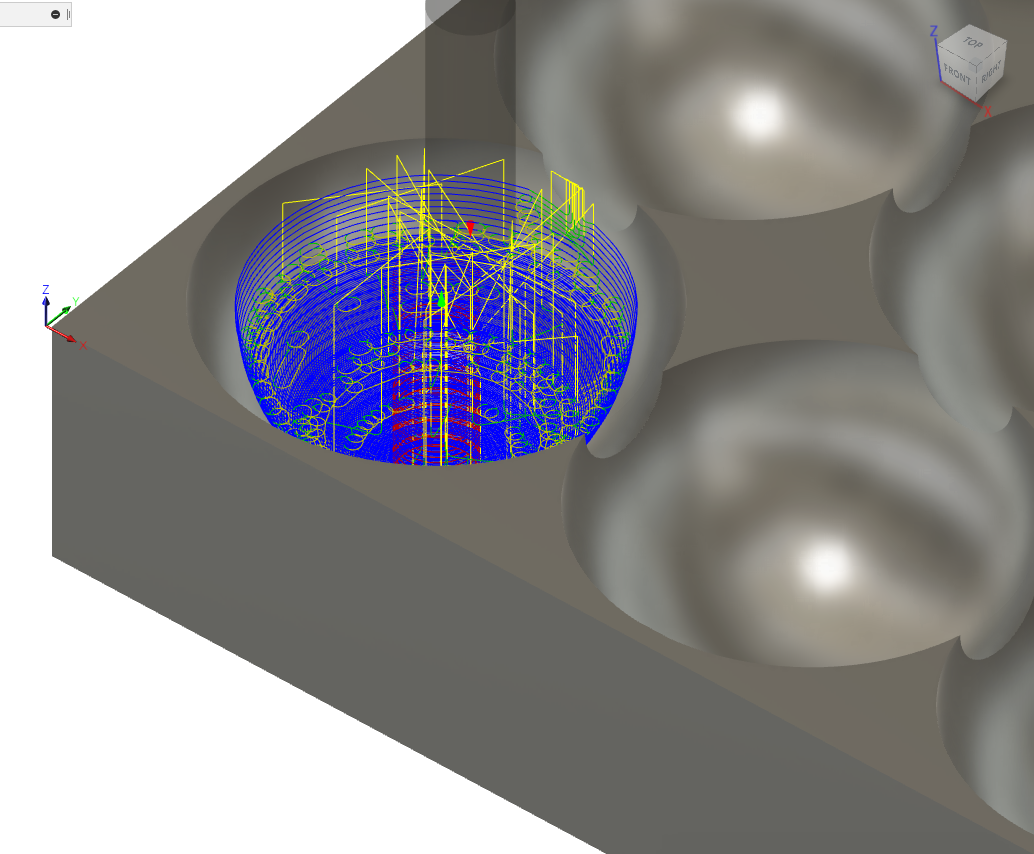
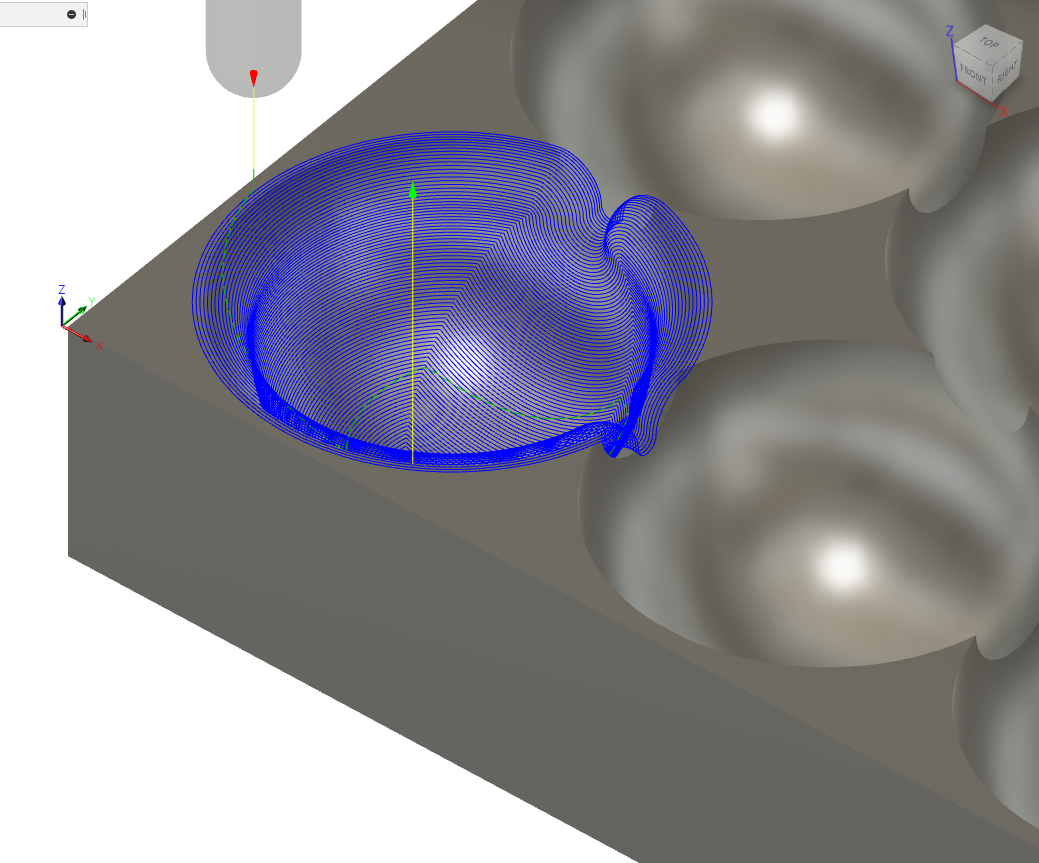
For roughing the first face, I created a separate 3D adaptive clearing toolpath for each half-sphere, just to break my cutting time into small manageable chunks (and let my compressor cooldown a bit between runs).
6mm single flute, 16000 RPM, 700mm/min, 0.2mm/min optimal load, 5mm stepdown, 0.2mm axial and radial stock to leave:
Of course I messed up some parameters initially, so it was a good thing I did one pocket at a time, to adjust & relaunch and hide my mistakes:
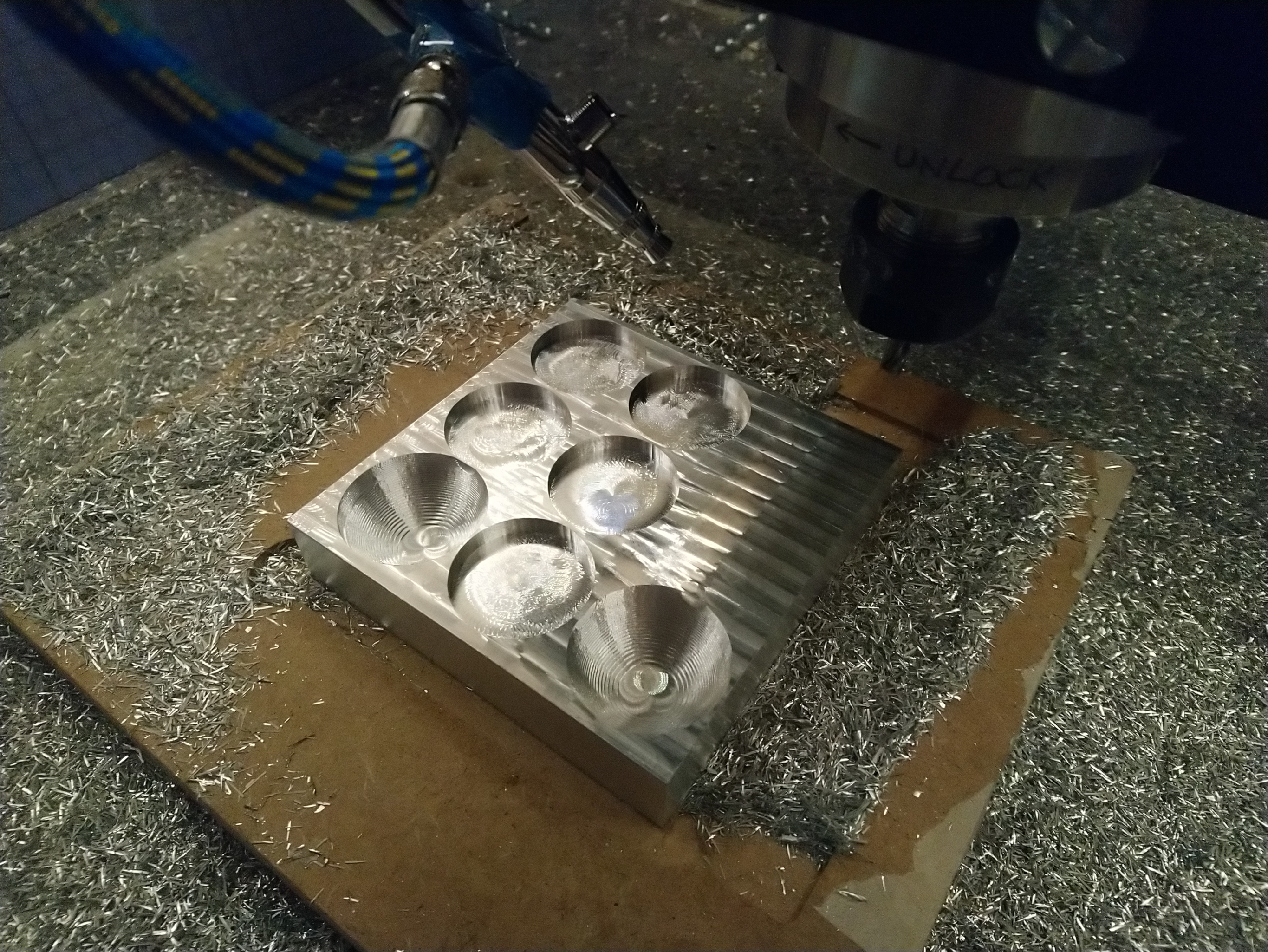
Anyway, I got this:

Then proceeded to the “finishing” pass using a Scallop toolpath, 1/4" ballnose, 16000RPM, 1200mm/min, rest machining from previous roughing op, 0.25mm stepover
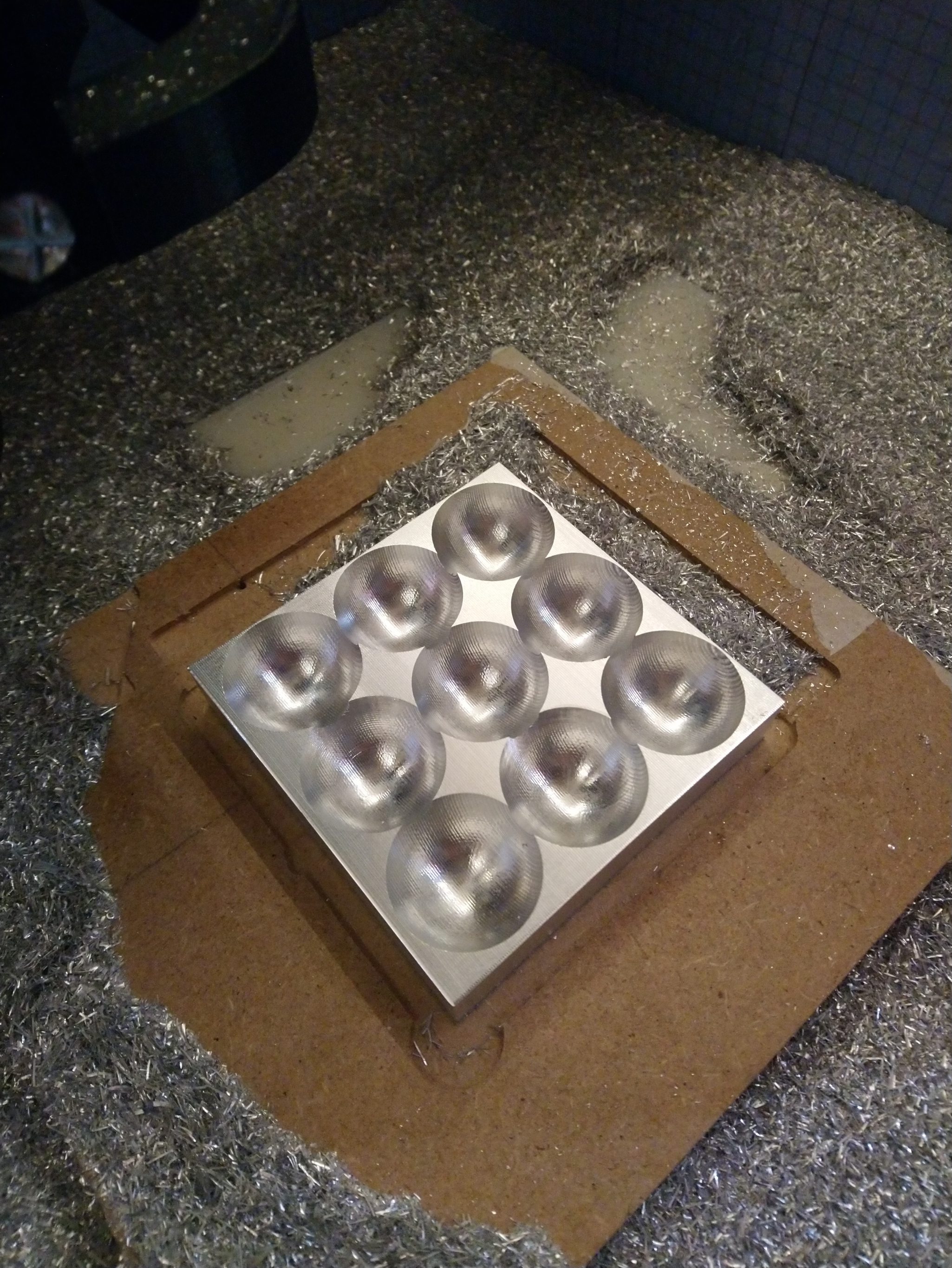
Which gave me this:
Time to flip the stock (luckily the piece still had enough flat faces for the tape & glue to still work)
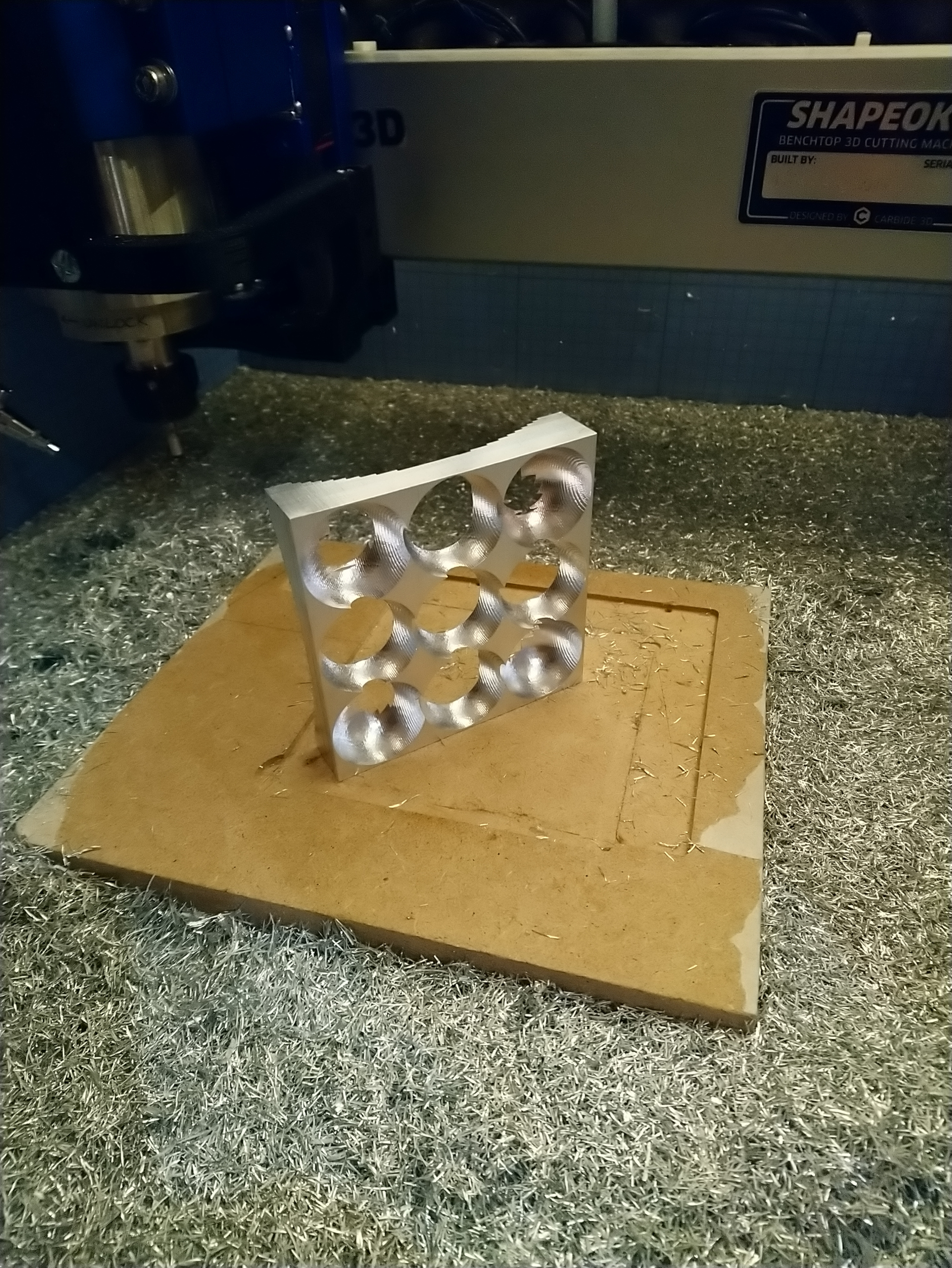
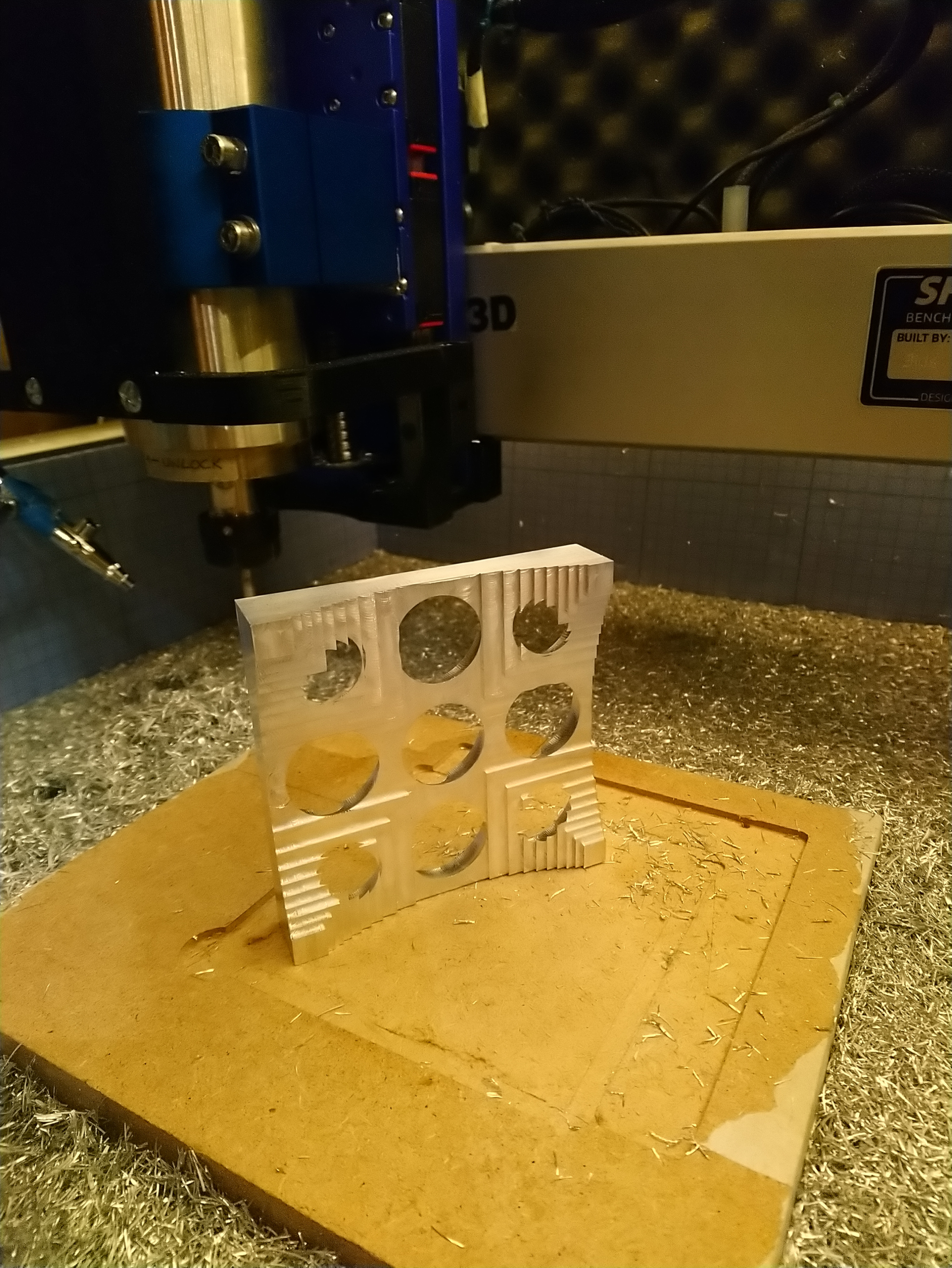
And then I proceeded to the roughing pass for the underside:
6mm single flute, 16000RPM, 1000mm/min, 10mm stepdown, optimal load 0.2mm, 0.2mm axial and radial stock to leave:
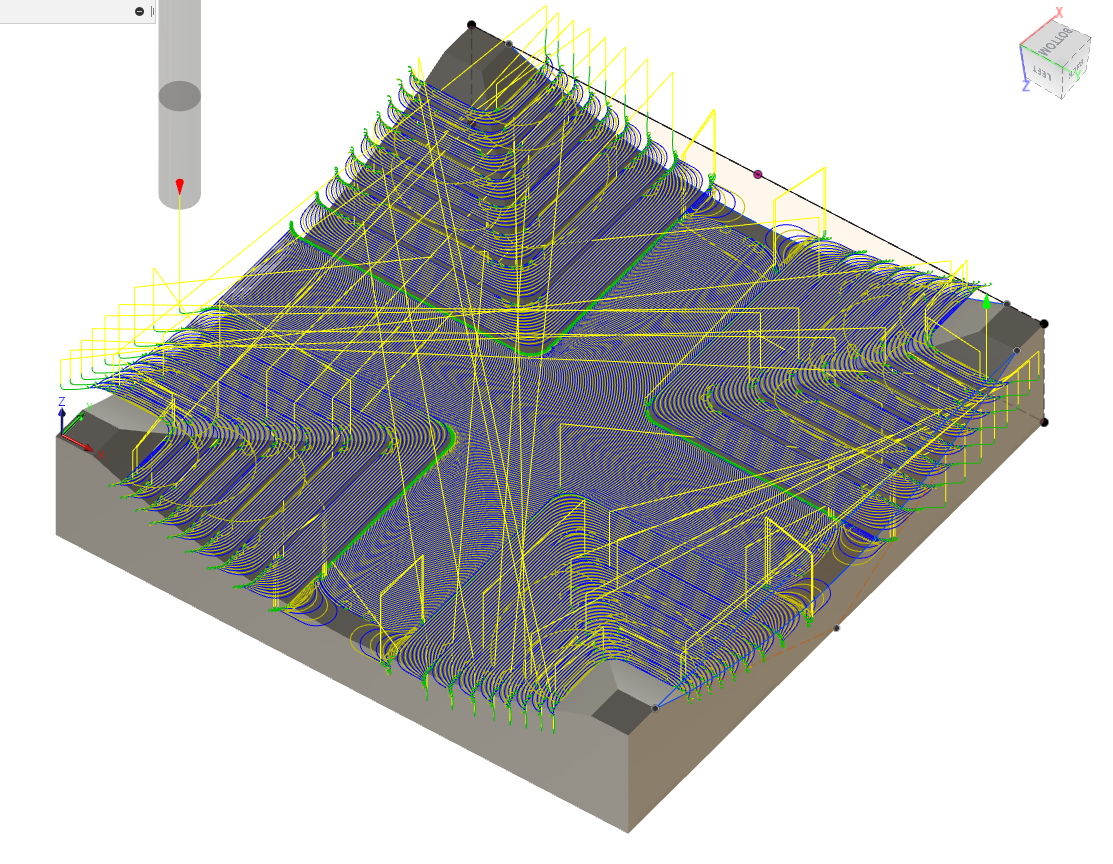
For some reason I liked the look of the piece after just that roughing pass, so I decided to stop there
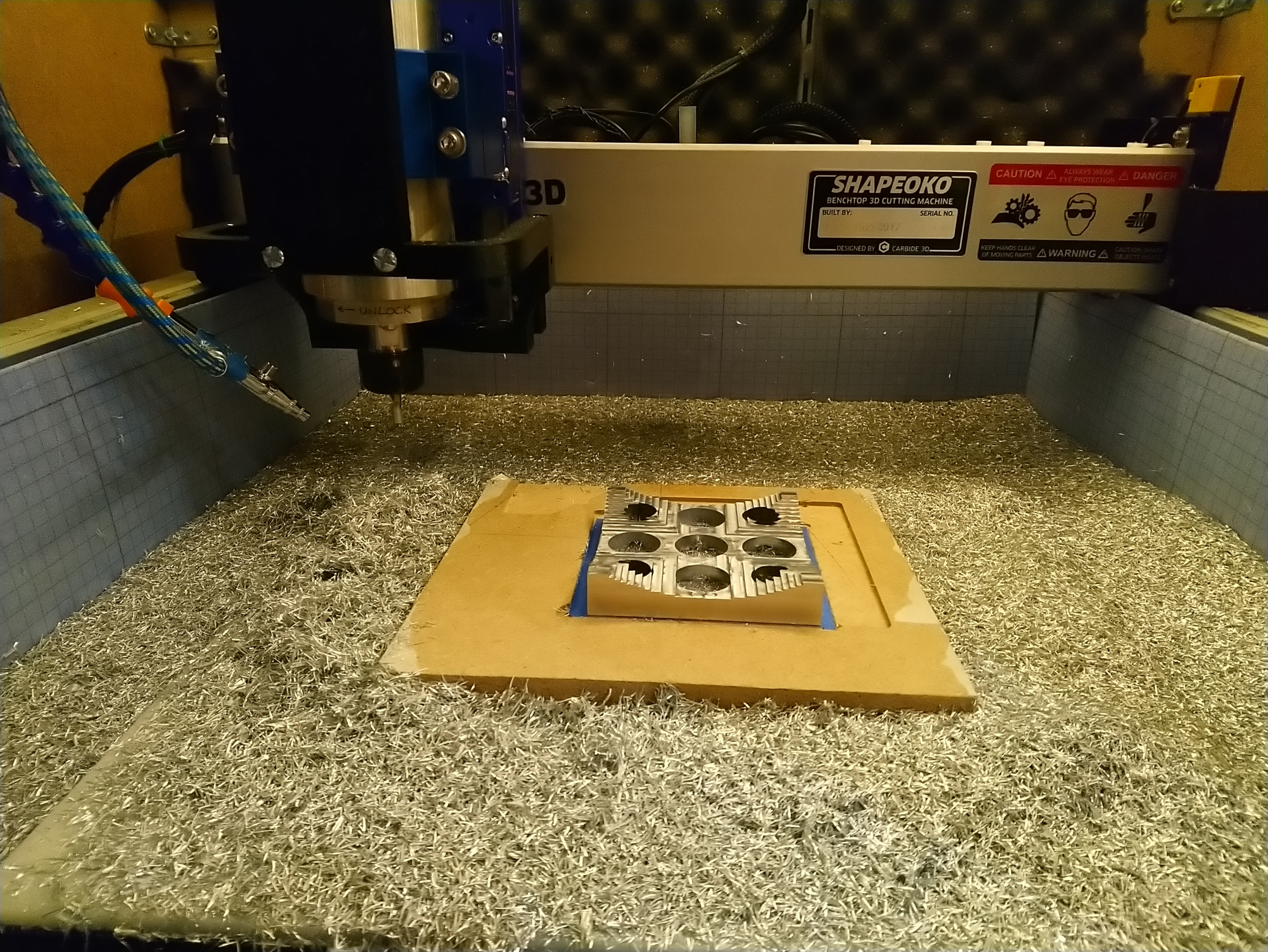
Have you ever seen a Shapeoko overflowing with metal chips ? I have…

The final piece is not particularly pretty, does not serve any purpose (it’s not even a good trinket, it being metal and all…), but I enjoyed the ride and soothed my chip addiction (temporarily)
Happy cutting everyone!



