Hi guys,
This is just a little testimony for people out there who are a bit anxious about trying aluminium machining on the Shapeoko. Last week I decided it was time for me to give it a try. After having read many posts from the aluminium gurus over the last months, I concluded that investing in the right tools for the job would save me a lot of frustration, so:
- I bought some ZrN-coated endmills from Carbide’s store (#112Z/#102Z/#201Z)
- I installed a mister on my shapeoko, plugged a compressor to get a nice powerful jet of air pointed at the tip of the endmill (and/or lubricant, later if needed)
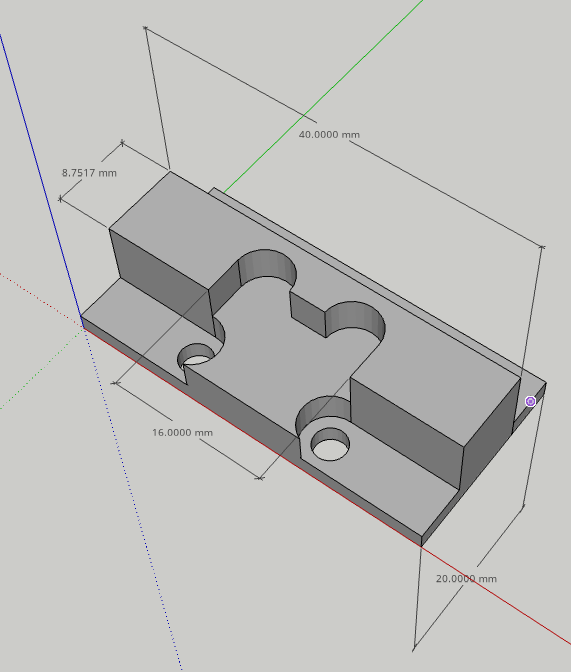
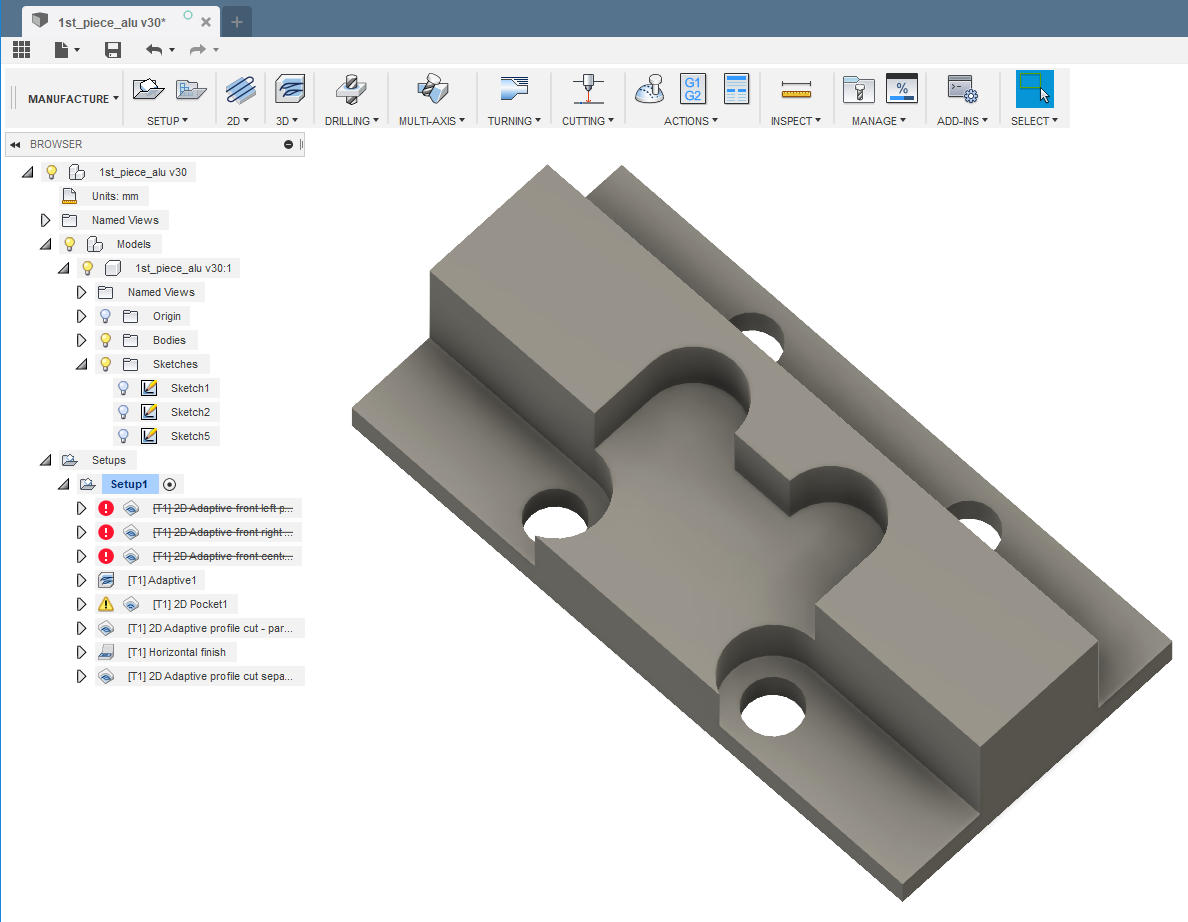
- I took a crash course in Fusion360 over the week-end, just enough to model the piece I wanted to make and use some of the famous adaptative clearing toolpaths to cut it.
- I relied on advice from the Wise for feeds & speeds, i.e. used exactly the settings recommanded in this video from @wmoy
It took less time than I thought it would to get to the point where I had modeled my piece, and created nice adaptative toolpaths to cut it. The piece is small-ish (about 0.8"x1.5"x0.4", and holes are about 0.15"), so I used an 1/8" endmill for all toolpaths.
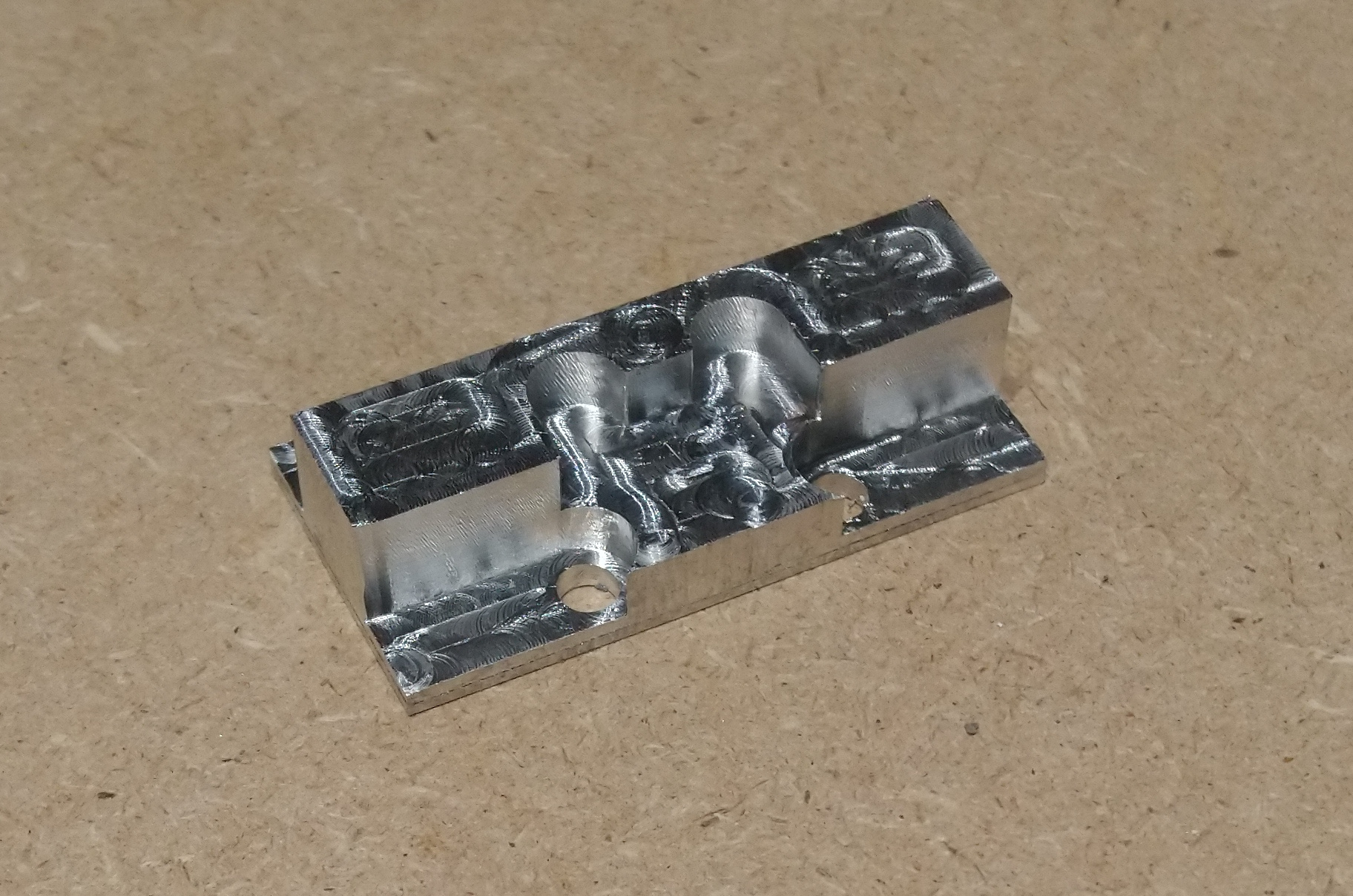
Watching the endmill spiralling its way into the full depth (about 0.4inches) of the stock, and then eating aluminium across the full height of the piece was a revelation…no more shallow DOC and slotting for me!
Getting this pile of nice long chips felt like a rite of passage 

I’m sure there are lots of things to improve/optimize, but I’m very pleased with the result for a first try.
Anyway, this post was just to tell other Alu-newbies that the “Shapeoko + ZrN-coated endmills + air jet + adaptive clearing + a good starting point settings from Winston” is a very nice shortcut to successfully cutting aluminium !
On a scale of 0 to @Vince.Fab, I feel like I took one small step this week-end!

 ) but due to side loading limitations, usually speed has to drop considerably for full depth. This isn’t a problem on smaller parts but start getting into bigger blocks of material and it will make a difference.
) but due to side loading limitations, usually speed has to drop considerably for full depth. This isn’t a problem on smaller parts but start getting into bigger blocks of material and it will make a difference.