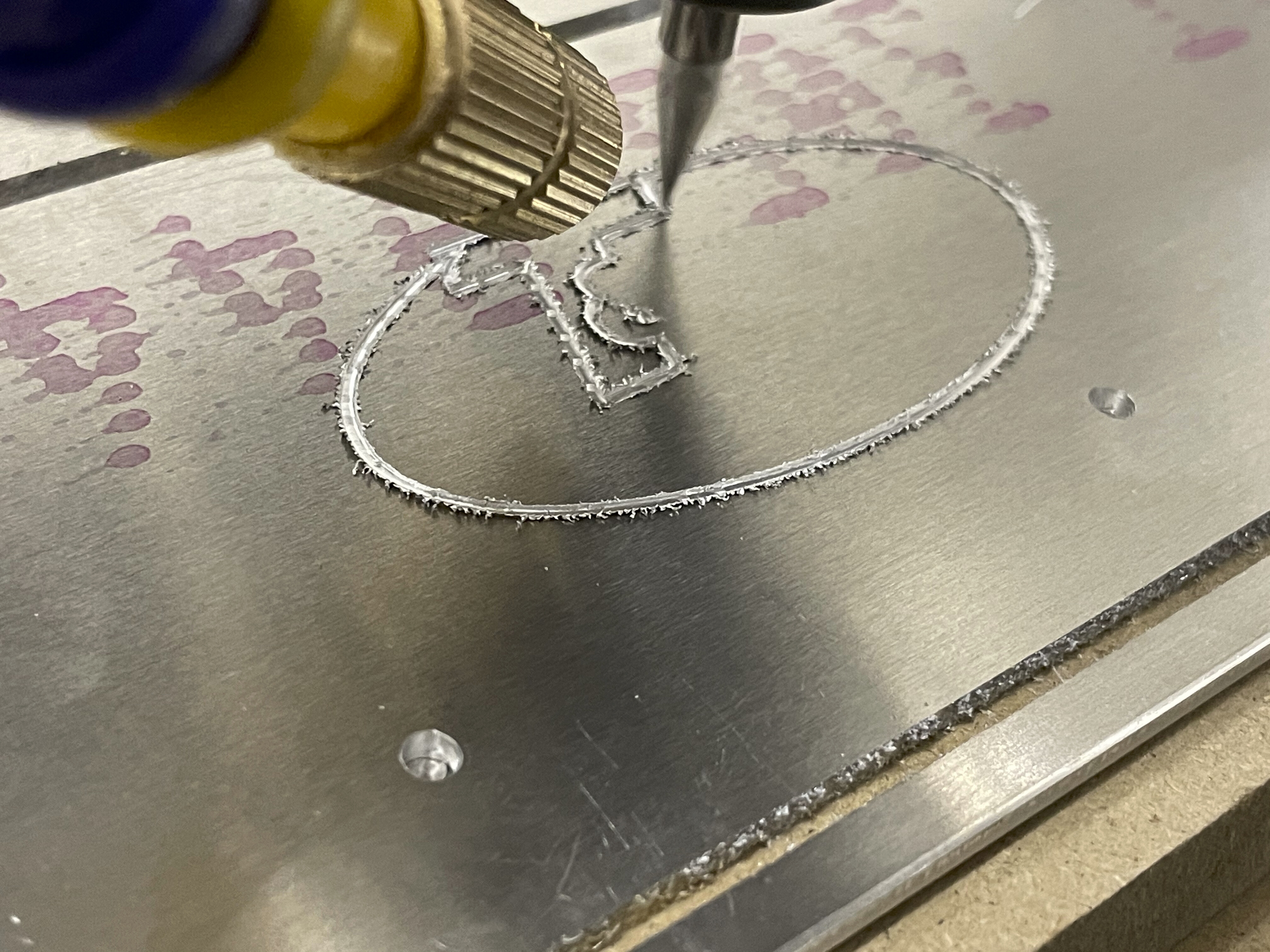
Okay, so I’ve had my Shapeoko XXL for a couple of months now and I really love it. I’ve done some aluminum cutting with very good results. However, I’ve had mixed results when it comes to engraving. I’m primarily using 6061-T6 for reference. I originally tried my tapered ball mill with a .02" tip and the engraving was acceptable, but not great. I just tried my Amana 45620 15 deg engraving bit with a .010 tip width. I got some pretty serious melting on the most recent run, so I was looking for some advice on speeds and feeds. I tried running: 18k (carbide spindle), 10ipm feed, -0.001 in engraving depth. I run more around 10k, 20ipm when I’m doing contours/pockets, should I be more in line with that? Any advice would be helpful, thanks!

Go much faster…
Then increase the speed of the router when using an engraving endmill. That tip isn’t moving nearly as fast as the shank.
3 Likes
I have no experience with micro tools like that but this is most definitely a case of rubbing and not cutting. I could be wrong but I think you need to increase your chip load, probably quite a bit. EDIT: @neilferreri beat me to it.
Math 101. The Center of the Engraving Tool is not spinning (since the radius =0) and Engraving tools that are Very Slim (acute) angles are not spinning much faster (in terms of SFR (Surface Feet per Minute) so that means you should try to buy/use tools that have a small Flat at the tip (say 0.004” (0.1mm) min and use at least at 60° included angle…OR spin at least 50,000 or more RPM.
1 Like
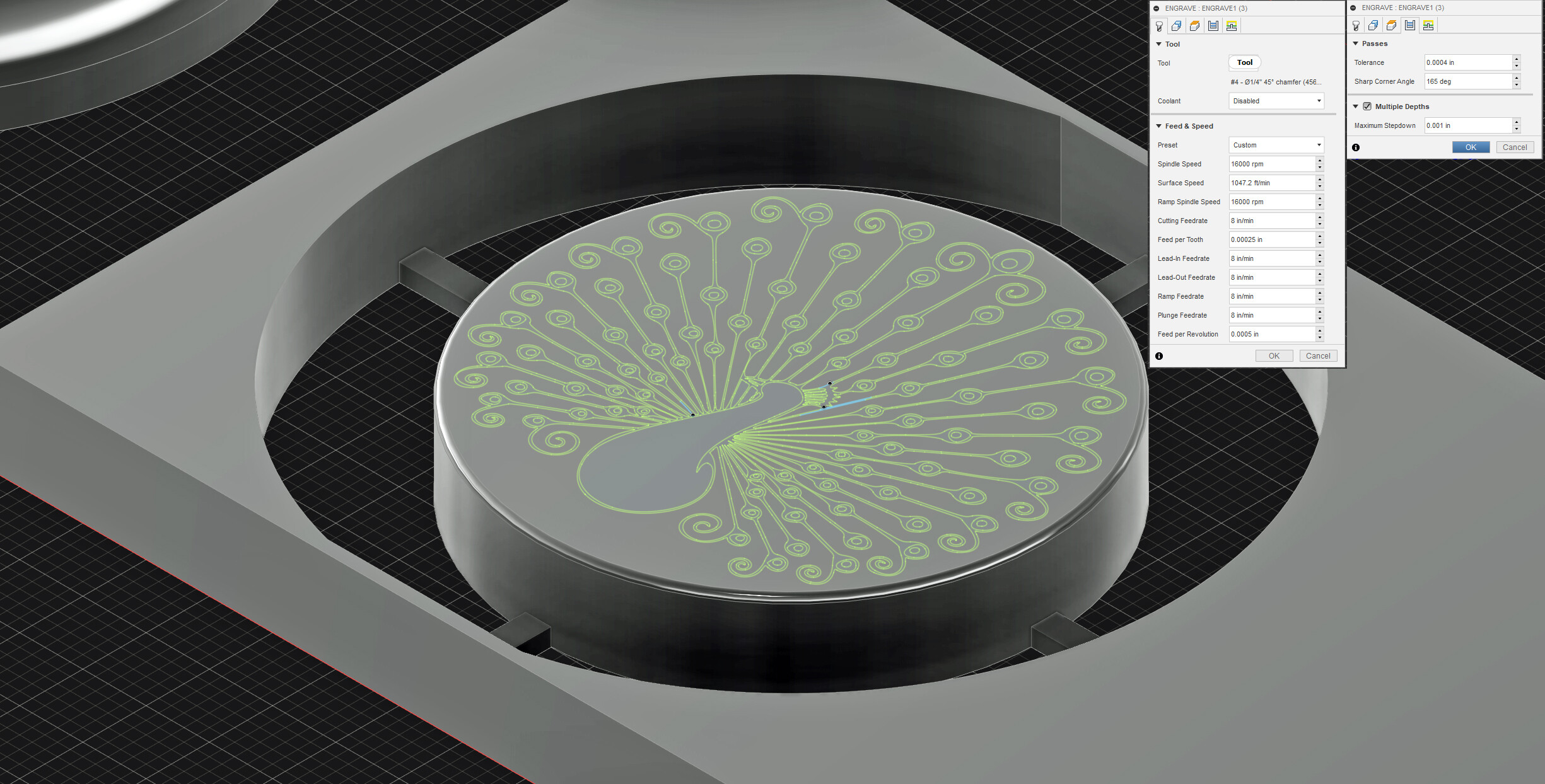
Thanks for the advice. It looks like the default in the Amana Fusion 360 library has the tool set for 50ipm at 18k (or .003" chip load). Does that seem pretty acceptable? Obviously I can test it, and I will, but I’m just trying to avoid snapping off the relatively pricey end mill I’ve only used for 5 minutes.
Here are the recommended speeds & feeds from Amana. Looks like they recommend this for your tool:
Aluminum - IPM: 50" - 125", Feed per revolution: 0.003" - 0.007"
Sure, I definitely get that. This end mill has a .010" tip, so I’m assuming that there should be at least some rotation at the tip, though minimal.
1 Like
I use a similar tool on my machine more than anything. A 30 degree .01” and a .005”. Yours is listed as 30 degree and a hair bigger than .01”. Firstly, it’s hard to tell from the pic, but the depth certainly looks greater than .001”. My machine bed, directly after surfacing, is not capable of holding that tolerance. I’ll have to get on fusion in the morning, as I don’t work with IPM, but I believe at 18k I’d be running over 30ipm. And this would be pushing it, as it’s a little slow. My work is very small, approaching the limits of a .005-.01” tip. When I have more space, I run much faster. Probably something around 70ipm.
Thanks for that information. I read the general Amana one, but I didn’t see that sheet. That’s very helpful. So, it seems like I bump it way up to around 50 IPM and go from there.
I’ve found myself running speeds and fees in general way to conservatively. That doesn’t really have to much of a negative effect on wood (except for wasting time), but much more so on other materials including aluminum.
I thought that myself. I know I had the engrave depth set for .001", but it’s highly likely that the z height wasn’t perfectly calibrated. I did actually rely on the previous height from my BitSetter in my profile and drilling pass, so it probably should have been re-zeroed.
That’s good to know. I think I just assume some of the end mills are more fragile than they really are. I’m learning that being conservative on metal feeds and speeds can cause more harm than good.
On a side note, are you using those tips on aluminum? Any particular end mill you like the best for engraving or detail work on aluminum? Thanks!
I use my machine as a “I need it now” back up to outsourced fabrication on industrial, and much more capable machines. I work with just about everything but wood, aluminum, composites, plastics ect.
Your concerns are not unfounded, the engraving bits, being brittle carbide, are very fragile. In fact, yours might be broken, which can cause similar effects to what your picture shows. I went for nearly a year without breaking one, and then I went through a few hundred dollars worth in a matter of a week. I have a microscope to inspect the tools, the breakage can sometimes be hard to identify otherwise. The cut result, or a small speck of carbide, is often the first indicator.
I use Onsrud tooling, and tend to stick with tooling companies that sell to, and are used by professional shops. But any quality tool manufacturer will provide essentially the same thing in this department. I haven’t used anything from tools today except corner radius endmills, they seem to be priced high, and seemingly put a lot of market energy to the desktop type user. I expect the Endmill you are using is perfectly good, and the pricing seems comparable to my tooling. Nothing wrong with it.
2 Likes
I may not understand exactly what type of engraving you are undertaking, hard to tell from the picture, but would a diamond drag bit work for your application?
Well, this particular project was more of a test for the engraving. I needed the part, but figured I’d give engraving on the aluminum a shot. In the near future, I need to do some engraving on a few different 6061-T6 parts: an aircraft instrument panel and similar. I’m planning on powder coating them and engraving through. Basic text, nothing too extravagant, but rather small in size.
Are you certain that’s 6061? It’s usually a little bit duller.
For me it engraves really well with a .1mm ball endmill but with very low DOC, say 0.2mm.
1 Like
I engraved a extractor port cover that appeared to be powder coated and it cut through the powder coat just fine. Now it does not cut very deep because the tip is spring loaded so it really just etches the surface but can do some really fine printing.

After a ton of online research and mixed results, I ended up using 8 ipm, 16000 rpm .001 depth when I was engraving aluminum, was getting very good results. I was also brushing on cutting fluid and cleaning the sludge every 15 minutes… Am I that off? So easy to destroy bits doing this…
I will fire up my old pc and find my files and show the results.
1 Like

Initial Z depth is so critical with these engraving bits, if you plunge too deep it is pretty much instant death for the end mill.
1 Like
Those photos are pretty awesome. I honestly thought the second one was a rendering until further inspection.