Evening All,
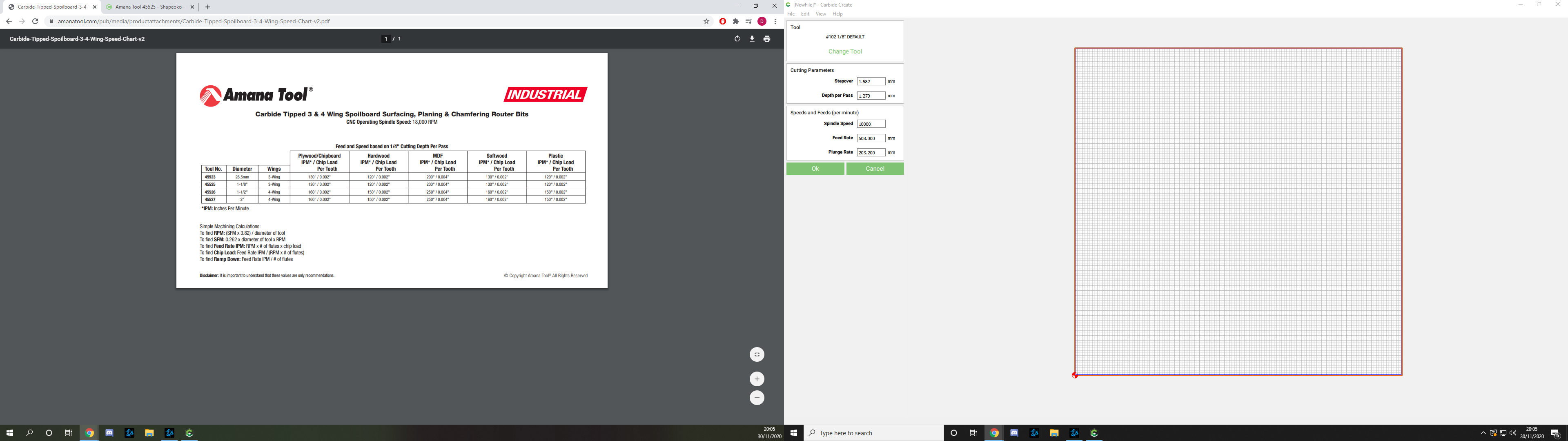
I’m looking for recommendations on Feeds etc for the above tool. It’s a 1-1/8" surfacing 1/4" shank 3 flute bit.
Speed, depth of cut and plunge I believe is all I need.
I’ll be using to level my MDF waste boards and also some white oak boards I have.
They plunge pretty poor; but thankfully surfacing doesn’t do that much… basically once :). 5 ipm is not a bad speed given that
Make sure to disable the bitsetter before using them, and make sure you don’t try to surface the bitsetter, if you have one
20 to 25 ipm at 0.04" DOC is quite comfortable for these kind of bits. Generally the aim is better finish rather than cutting time, so you likely want to reduce stepover a bit (say from 50% to 40%). Prime use for surfacing is <= 0.04 DOC anyway… better to shave off less obviously
Keep an eye on the max RPM for such large bits, quite often they like to not spin at the highest RPM your router can do…
Thanks for your comment.
Would you recommend the speeds above for both MDF and oak? Being 2 completely different density I thought I better ask!
I’ll stick with 40% of tool diagrams for stepover and will have a look on Amana tool’s website for recommended RPM for the bit with MDF and hardwood and go off that.
On a super big machine you can go faster for sure…
but on a smaller machine, if you go that fast you might get deflection, and while with small bits that;s ok, with such large bits you can see lines show up a little bit on deflection.
(and at 25ipm… you can use the + button in carbide motion to go all the way up to 50 ipm if thing seem to go really well)
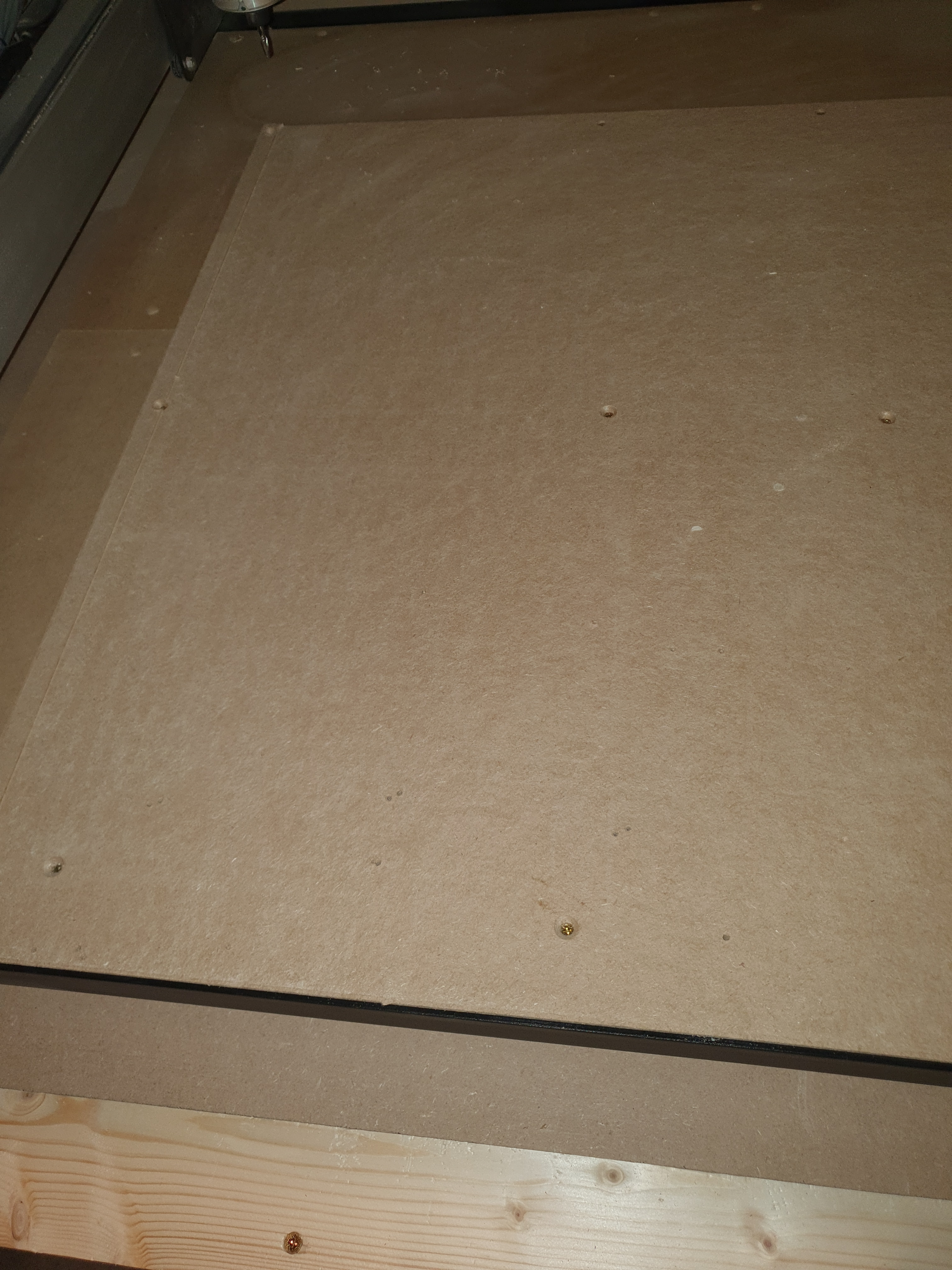
punched in the details. 31" x 31" MDF 18mm thick with a 0.04" depth per pass (1.016mm) and ill remove 1mm first to see if it cuts on the entirety of the board so hopefully should only need 1 pass with a 40% stepover so long as I don’t get ridges ill be happy
Ive set it up in a Pocket function for the entire surface, will see how I get on!
Do you mean for the X and Y of the Router? I haven’t spent a whole lot of time on it I suppose. since the issue is only at the back of the machine I thought it would have more to do with the X rails? I have tried to lift them at the front slightly but it didn’t change the difference prior to surfacing the waste board.
I’ll give what Winston advises in this video a go tomorrow. Is there anything else I should look out for?
If this was a one time occurance, I would guess there was something under your material raising the front a slight amount.
If it is a repeating occurrence it would look like the waste board would need resurfaced to match the machine.
Jog the spindle to a front position over the waste board and set your Z zero to the spoil board. Raise the spindle enough to clear and jog to the rear of the spoil board. Jog the bit down to touch the waste board and read your Z position. Is it 0.000 ? If not, re-surface the spoil board.
I have been setting it at the top of the material and for flat endmills I have been using the speeds on Carbide Create. I thought zeroing on the waste board might make the first pass too deep for the bit if there was a zeroing issue across the waste board. I checked mydf that I cut and it was 18.2mm thick across the entire length
Good evening gentlemen! Thank you for your time however it was wasted, I am amazing!..
Nope. In all honesty I hadn’t tightened up a few of the bolts between the MDF and the steel stretchers!
I suck! Looking good now! Will surface in the morning then back to cutting! No more movement hopefully!!!
After surfacing and seeing I had very very little ridges I was happy so went ahead and cut out a tray for my niece for christmas eve. I was pleasantly surprised to see that I managed to cut through all over without even a slight scratch on the base board! Feeling accomplished right now!
In the end I put a 24mm piece of MDF with holes drilled to surround the bolts under the centre stretcher to lift the centre and before surfacing I was working with a 1.3mm difference in sag. Now no more!