Carbide 3D Community Site
Anyone using XXL with Fusion 360
CNC Machines
Shapeoko
LiamN
(Liam Newcombe)
March 25, 2021, 9:14pm
8
OK,
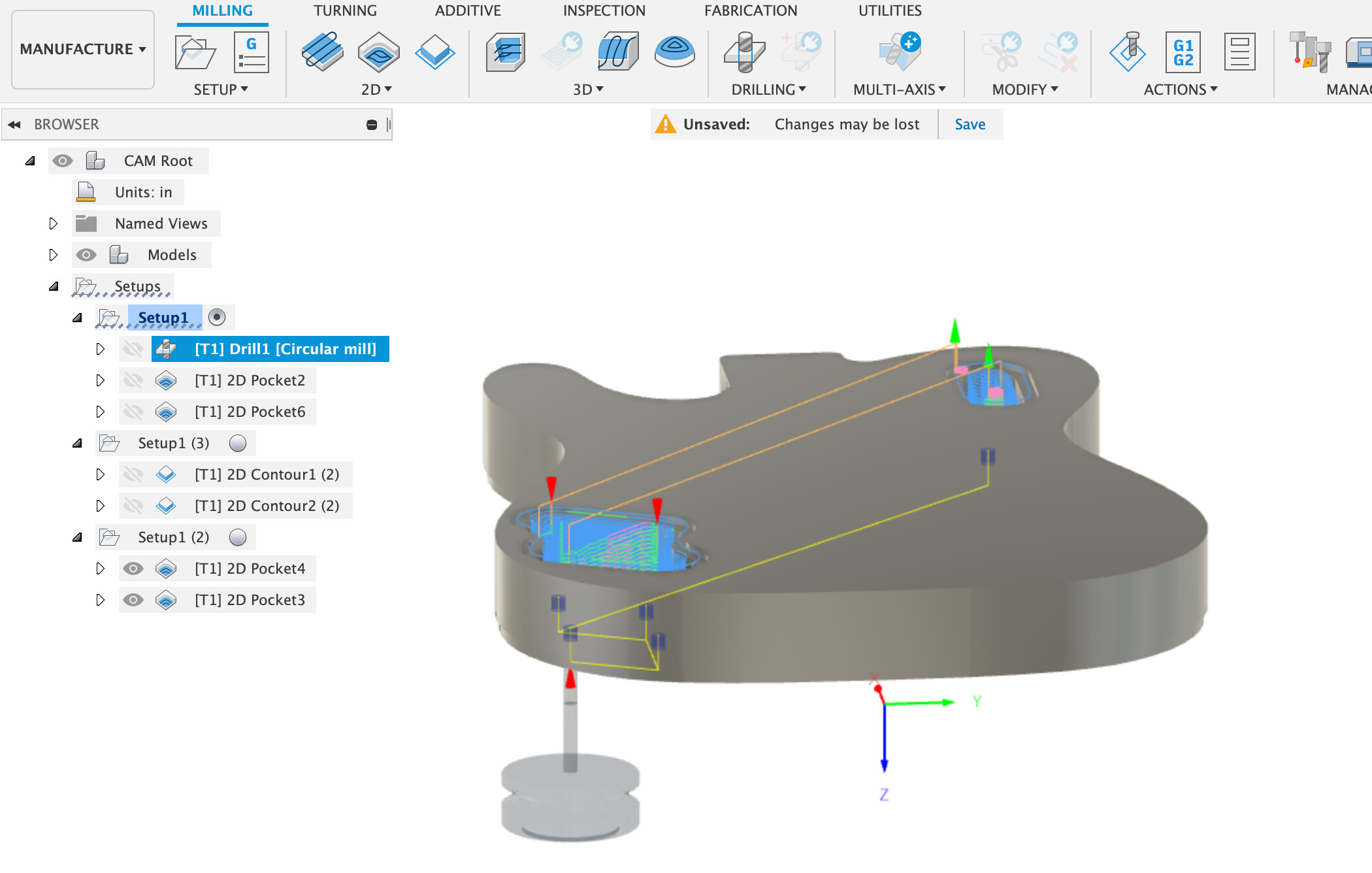
Which setup and toolpaths are we talking about here?
Is it setup1 you’re trying to run?
Screenshot 2021-03-25 at 21.13.26
2100×1336 224 KB
Quick and easy question
show post in topic