Carbide 3D Community Site
Quick and easy question
LiamN
(Liam Newcombe)
March 25, 2021, 10:14pm
13
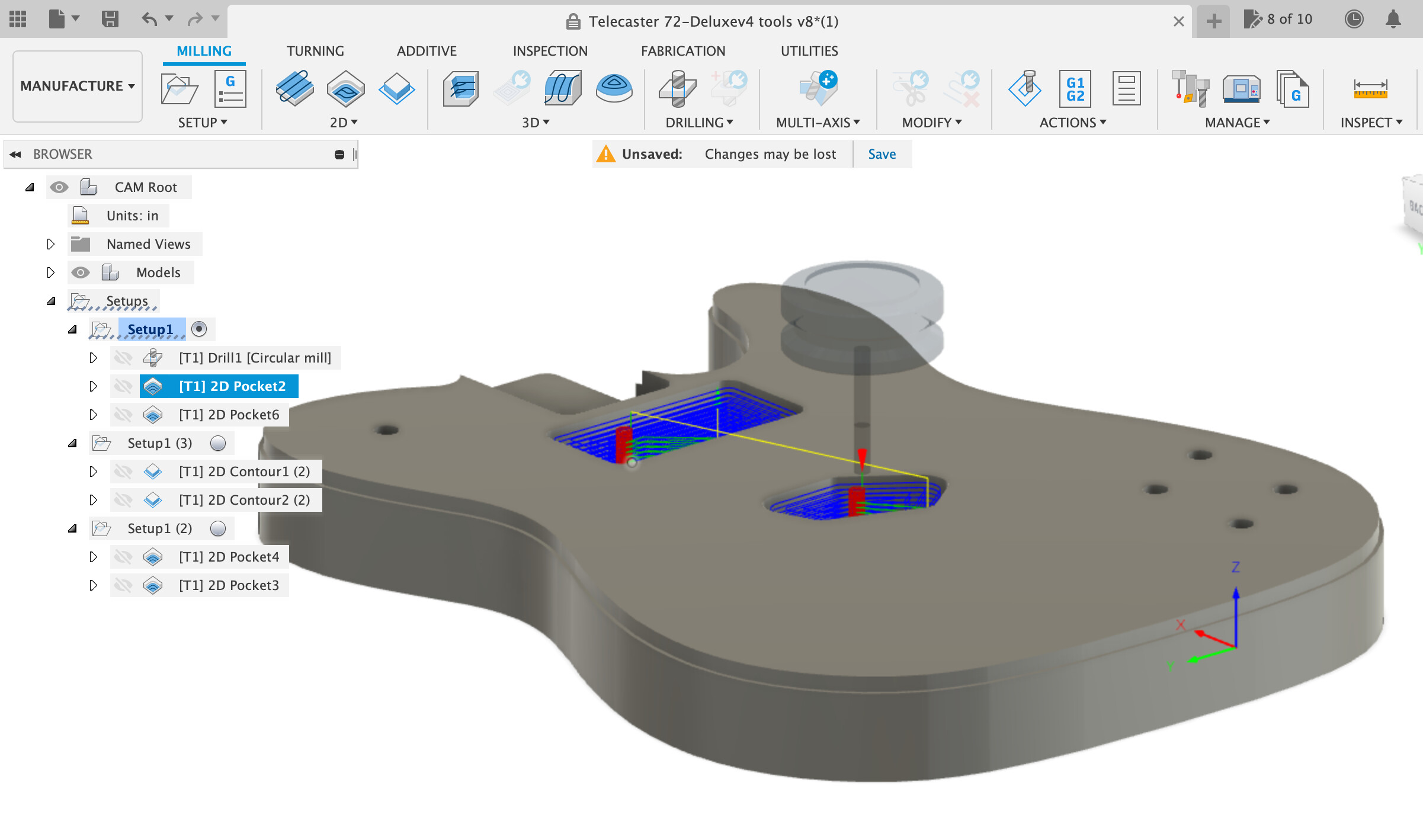
In the later CAM in the other thread it’s at the top of the stock on the centerline
Screenshot 2021-03-25 at 22.15.18
2402×1418 254 KB
show post in topic