When I turn power off and the back on and use CM to initialize the machine what should the Z axis read as the position height. Every thing I cut with Fusion NC code is far too deep almost like it will cut forever if I dont stop it. Does not do it with carbide create NC. which is Fin and Dandy except I am trying to cut 3D and carbide create does not do what I need it to do. I have had people look at the g-Code and they all say it is fine. if I zero the Z axis on my workpiece it does not affect anthing it just keeps running the contour for ever even though it thinks is at the right position
Please post a link to the Fusion 360 file — maybe someone w/ experience in that can help. I’m afraid officially we don’t have anything beyond:
Have you tried making two equivalent simple test cuts? One in Carbide Create, the other in Fusion 360 and comparing?
Do you mind doing it one more time, posting the G-code file here, as well as your Fusion .f3d file ?
That sort of thing is likely due to a mismatch between how the zero is set in the Fusion project, and where you zero on the piece.
https://1drv.ms/f/s!Aq45vfPzPdC1jTdHYo70sCLD6jTr is the file location of the NC file and the Fusion file
Well the G-code is fine indeed,
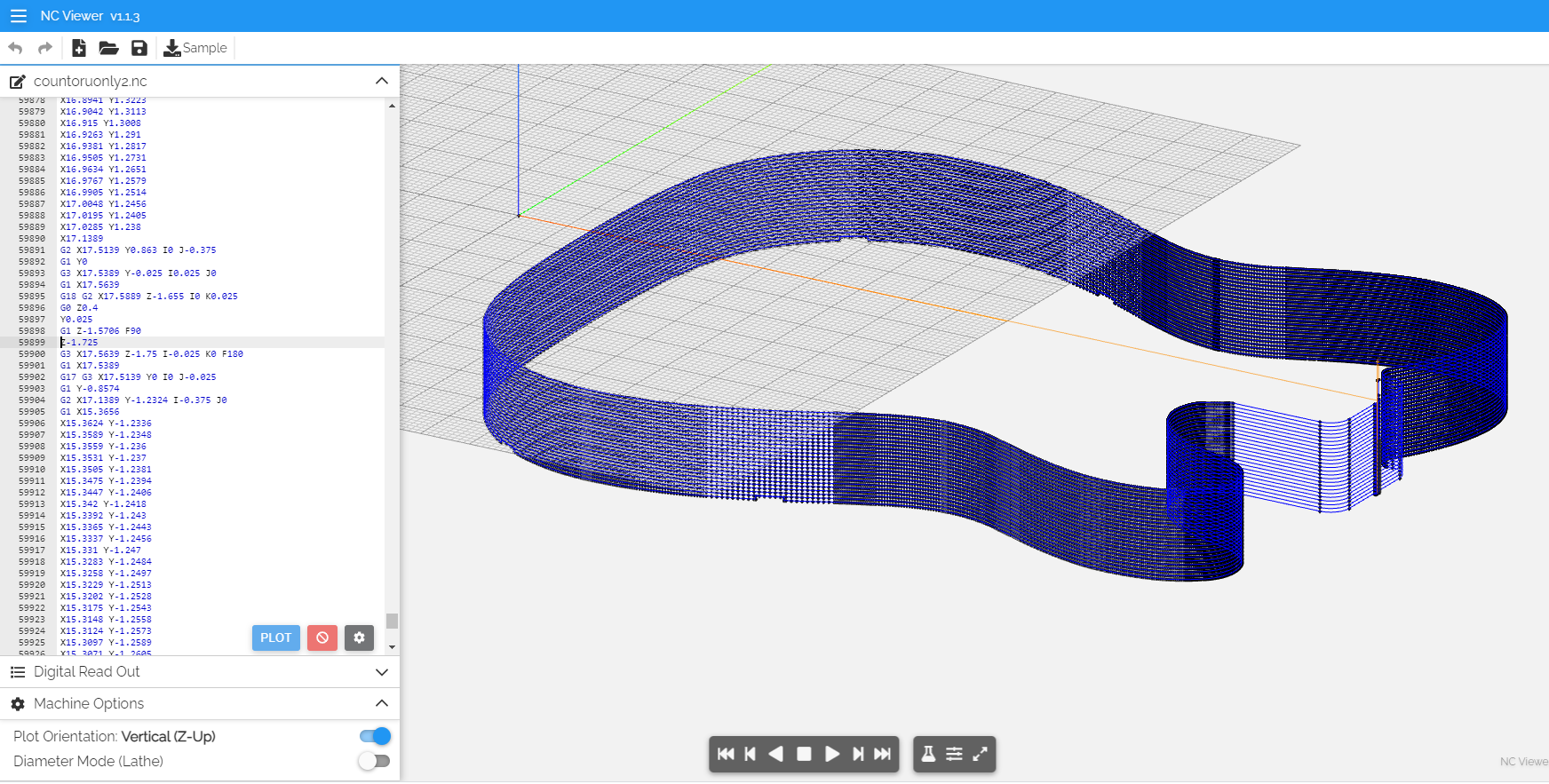
It cuts down to 1.725 inches deep.
What exactly happens ? When things start to go wrong, what’s the current line number displayed in CM ?
Is the first pass the correct depth ?(0.07")
Thats just it doesn’t go 1.725 it keeps going through my 2" test stock and into the spoil board. When I killed it the z was reading -1.33 inches yet the bit was into the spoilt board over 2" deep
Here is another test. I made the simple box
Box height = -.2 in
Pkcet = -.1in
Ran the job on a block of cherry.
Result:
Box height cut = .25 in measure with digital caliper
Pocket = .155 in measure with digital caliper
I had a similar issue when I used the generic GRLB post processor instead of the carbide one. Something to check.
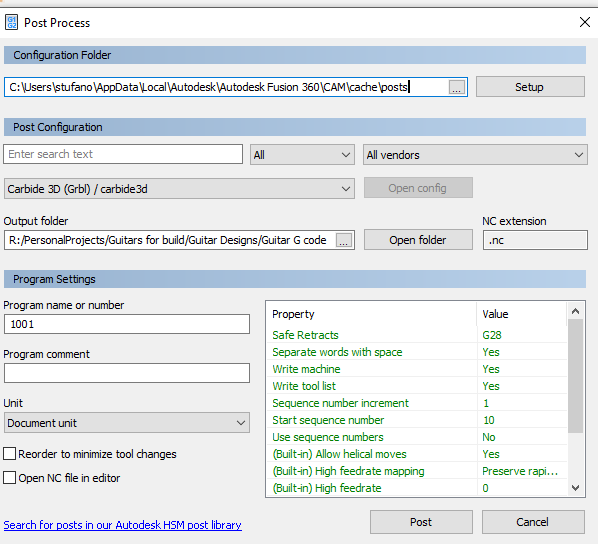
yup did that on the post process still doing it it is getting insane
So what about
It would be interesting to check if the first pass is 0.07" deep or more like 0.1"
1 Like
Where is your setup spot located? Did you home to the top or the bottom of the stock?
I’ll bet $1 it’s a G28 thing.
2 Likes
Neil, there are 2 G28 G91 Z0 which one should I remove the one at the top or the bottom of the file
I took them out no change I want my dollar LOL!
2 Likes
Well, now I have to look into this.
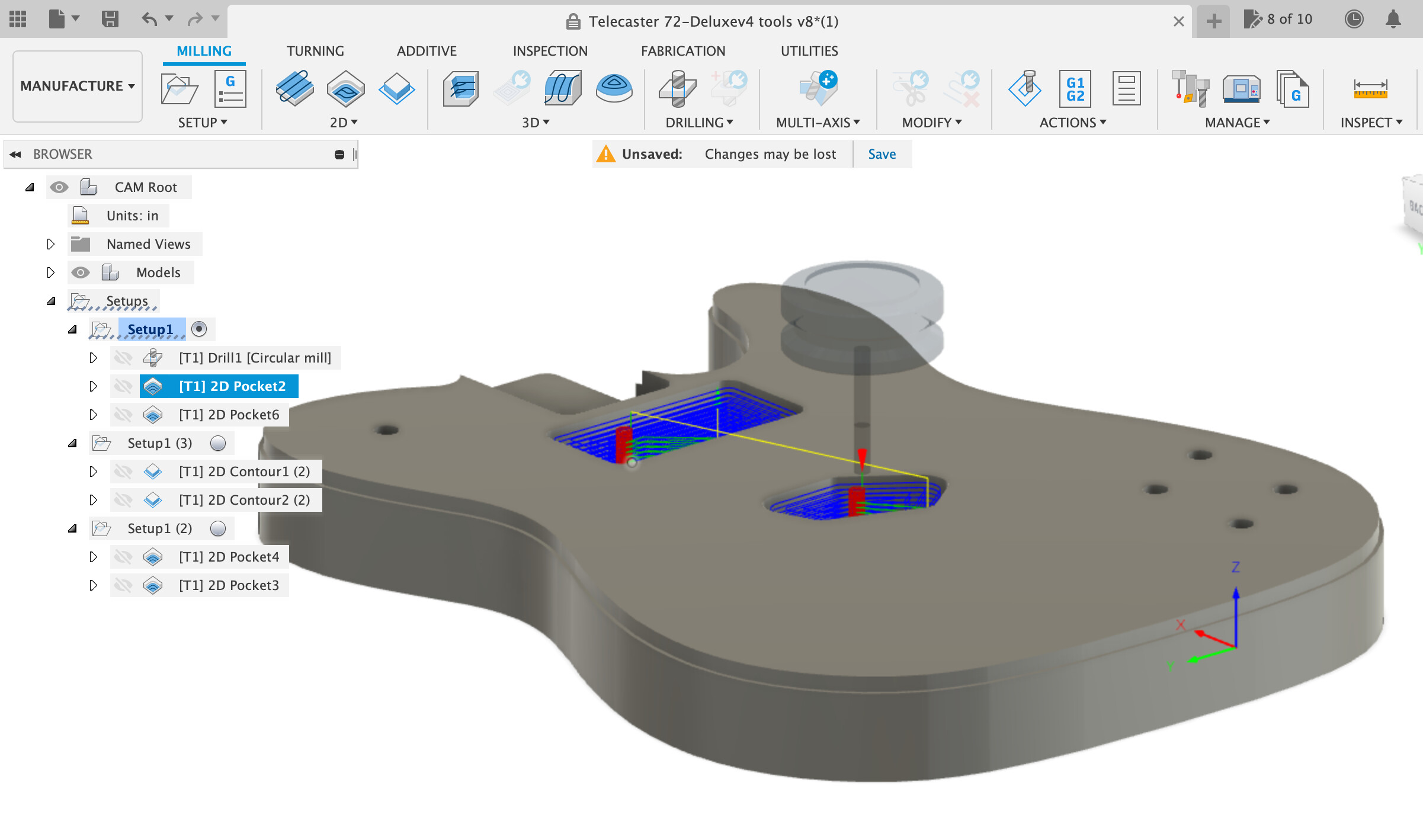
On the contour pass…
Retract height is 0.4" from the stock top.
Clearance height is 0.4" from the Retract height
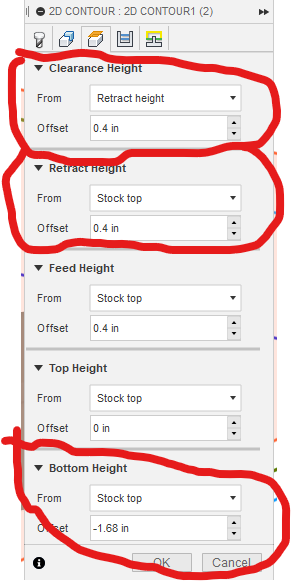
That’s 0.8" above your 1.68" stock. Assuming you have a bit installed that can cut that nearly 2" profile, you’re getting to >4.5" of travel. Depending on your Z axis…do you have that much room?
That would result in a crash at the top of travel, loss of position and cuts that are too deep.
Also, PM me your address, and I’ll get that cash to you ASAP!
4 Likes
Okay me thought those were independent measurements I did not realize they would be additive. So if I set the retract height to .4 from the stock top and set the Clearance height to retract height and 0 you are saying the clearance height would be .4? That makes sense ifit is additive.
The default is to have the clearance height set as an additional distance above the retract height. You have the option to not only change the distance, but also the reference that distance is offset from. It can be easy to lose track of those things.
1 Like
Oaky you can keep your dollar you hit it right on the head and I noticed it as soon as I hit start job because the Z retracted .25 before is said turn on the cutter which it had not been doing I just didn’t notice it… SO now with that said I just cut a piece and it worked fine so far have not done the contours yet but the 2 top pockets are fine. One last question Oh so much smarter than I and I mean that. When I runt he drill process it drills the first hole and then it drags across the top to the next one it looks like it is not retracting all the way as it should. I know drilling is different than pockets any idea what I did wrong since you already have the file and all LOL! Dude I cant tell you how much I appreciate this.
1 Like