@kevCarrico, a screenshot of your workpiece and the Toolpath Paramters screen would be helpful.
The most “insane” toolpaths you can coax out of MeshCAM result from using a grayscale/color bitmap as input and using waterline and/or pencil finishing. If you’re starting with a bitmap, stick to parallel finishing. You can use a quite small lawnmowing stepover and still have a relatively quick machining vs. the rats nest that waterline produces.
If you are starting from a DXF or other vector representation of your logo and extruding it, waterline + pencil are fine, you only need parallel finishing if there are broad areas not cleaned out when tracing the outlines with the waterline passes.
But the two screenshots I requested above will be worth a thousand guesses on my part!
@kevCarrico, that is not unexpected behavior from MeshCAM when there are many “islands” to machine. The only thing I might suggest to try, is to first do the eagle alone by drawing a Machine Region, and then go back and draw a keepout region around the eagle and see if MC does the “perimeter” with less back-and-forth.
If the letters were recessed into a flat plane, you could use the Depth First option in the waterline finishing, and MC would try to do each recess before moving on to the next. But with the continuous “moat” around the raised letters, MC doesn’t really have a way to optimize that.
Would you consider attaching the raw SVG file (probably zipped)? I could take a look at importing it into SheetCAM (2.5D-only CAM) and see if it behaves differently around the letters.
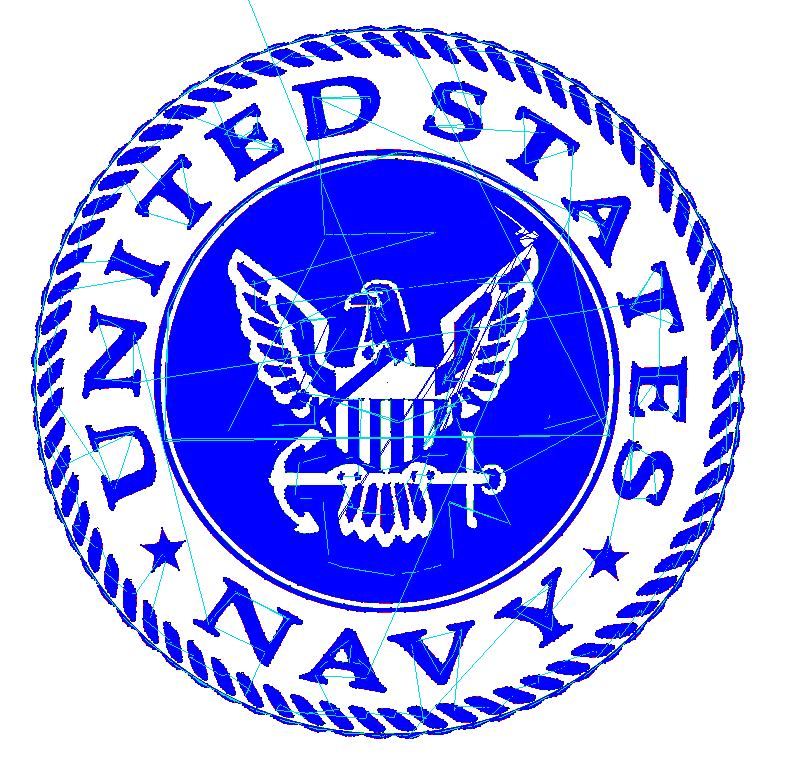
Kev, sorry, no dice. I can load the SVG into SheetCam, but without an outer circle SheetCam’s odd/even way of defining recesses inverts the design, so the letters and etc. are the pockets. The blue areas in this screenshot are what’s machined, but the gcode throws quite a few “invalid arc” errors and there seems to be a problem with maybe a couple of the outlines (the eagle seems to be wearing a bandolier and carrying a corncob pipe or something…)
For the purposes of your tests I suggest you grab a piece of pink foam from Home Depot: Foamular by Dow Corning
You can run through this stuff pretty much as fast as you like without endangering your mills etc, which will reduce testing time significantly and save wear on your cutters. I use it routinely with a .125" end mill at about 7500rpm, 75-85 IPM, 37 plunge, 90% stepover, 100% step down, and I’m pretty sure it could go faster. Tip: give everything a quick wipe with a dryer sheet to make the styrofoam chips easier to clean up.
i have plenty of waste stock, wax and tools from my shop; i am simply questioning meshCAM’s tool path efficiency… which, to me, went fully insane on this pattern.
OK, Kev, I have a workable file in SheetCam. I found an online SVG-to-DXF converter, then I needed to do a little cleanup of the DXF. In the SVG there is a spurious circle just inside the outer border of the rope outline. That is actually what was causing the inverted machining areas when I imported the original SVG into SheetCam. (When I loaded the SVG itself into SheetCam I got an error message about overlapping contours too, which I didn’t get from the translated DXF.)
I had to specify a .032" endmill to get in all the detail of the eagle. Not knowing your machining parameters, I used a .090" total depth, a .016" stepdown (50% of the cutter diameter), a 50% stepover at each level, and a cutting speed of 20 in/min. I have no idea if those are anywhere near appropriate. I simulated the cut in CutViewer (from which the above is a screenshot) and got a cutting time of 4-1/2 hours for the 159,000 line gcode file.
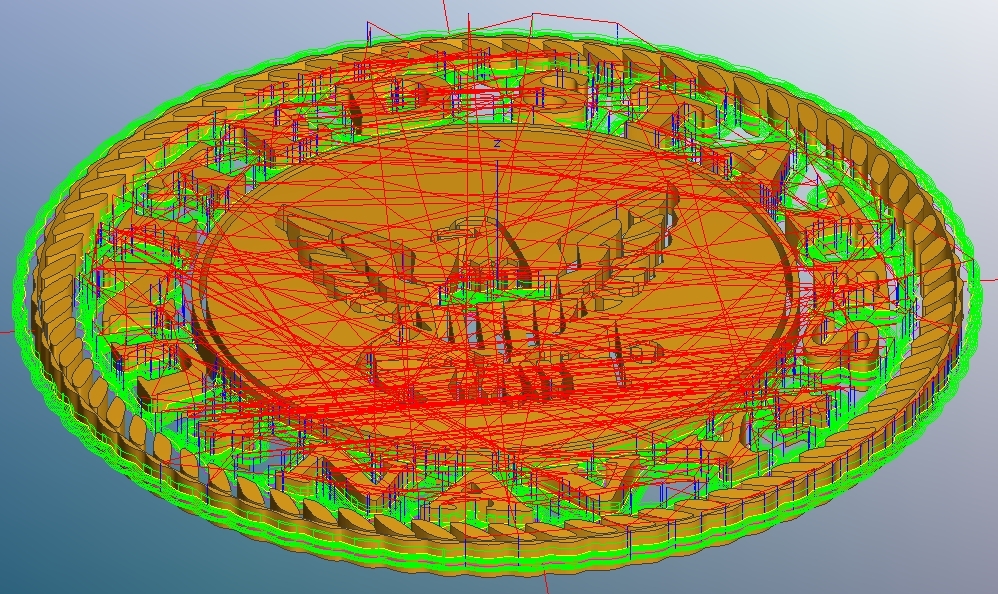
The toolpath is actually no less crazy than the one you show above. The eagle cuts first, but then the perimiter is a big moat with many islands to outline and clear out between. If you have cutviewer I can zip and attach the nc file and you can take a look at its progress yourself. (EDIT: no, I can’t. I forgot this board won’t accept zip attachments.)
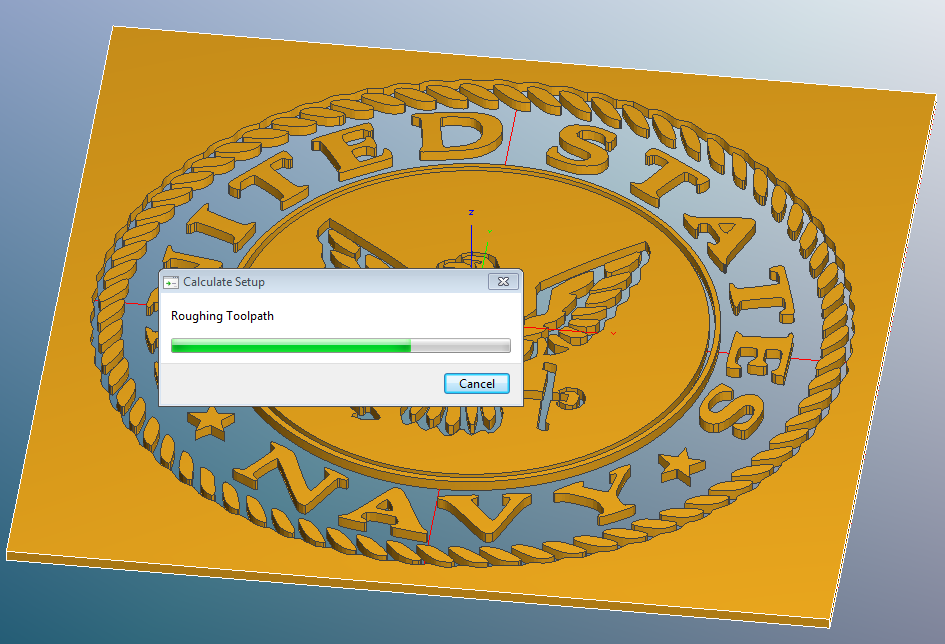
Here’s how I’d do the logo in MeshCAM. I took the CAD file of your logo and drew a box around it to represent the rawstock (box size doesn’t matter, but its presence provides the correct up-vs-down of the logo areas with the spurious circle just inside the rope border removed). I did clean up the three little spots under the eagle’s neck feathers, and the top edges of the shield stripes to give a more continuous edge.
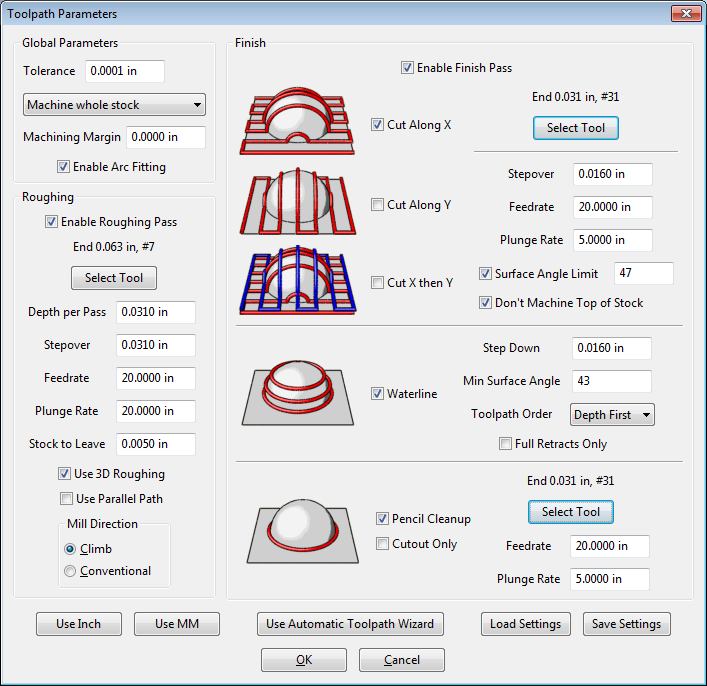
I imported the DXF into MeshCAM and gave it a thickness of .09" (my assumed carving depth). I kept the Program Zero at the center top of the logo. I set up the cut like this:
I am roughing with a .0625" end mill and unchecking Use Parallel Path. This way the roughing will tend to follow outlines rather than straight-line lawnmowing, which should make the roughing toolpath a little more efficient. I specified Machine Whole Stock with a margin of zero, so really the cuts will be restricted to the absent (recessed) areas of the logo.
It’s calculating right now, and will probably be 20 or 30 minutes given my usual .0001" calculation tolerance.
Another option that I use, is to also use machining regions to specify smaller areas to constrain the cutter. Create a toolpath, then choose another area, then rerun the toolpath without changing any settings. Continue over the entire work piece.
Actually, forget what I wrote above. I can get the roughing, waterline and pencil finishing, but cannot finish the broad “absent” areas because there is nothing to machine there. So I get a roughed carving with nice edges but not the finished flat bottom. This logo can’t be machined from the SVG/DXF as input.
An STL with material under the recesses, (or a B/W bitmap processed as a bitmap) would be possible to do.
@FlatBaller, I do the machine regions too on occasion. I machined these louver simulations a row at a time to reduce the back-n-forth.
But that’s far afield. Louvers machined using MeshCAM, broad cleanout machined using SheetCAM, all on my Tormach. Simulating a .063" aluminum enclosure with .125" high punched louvers by machining a .188" thick plate…