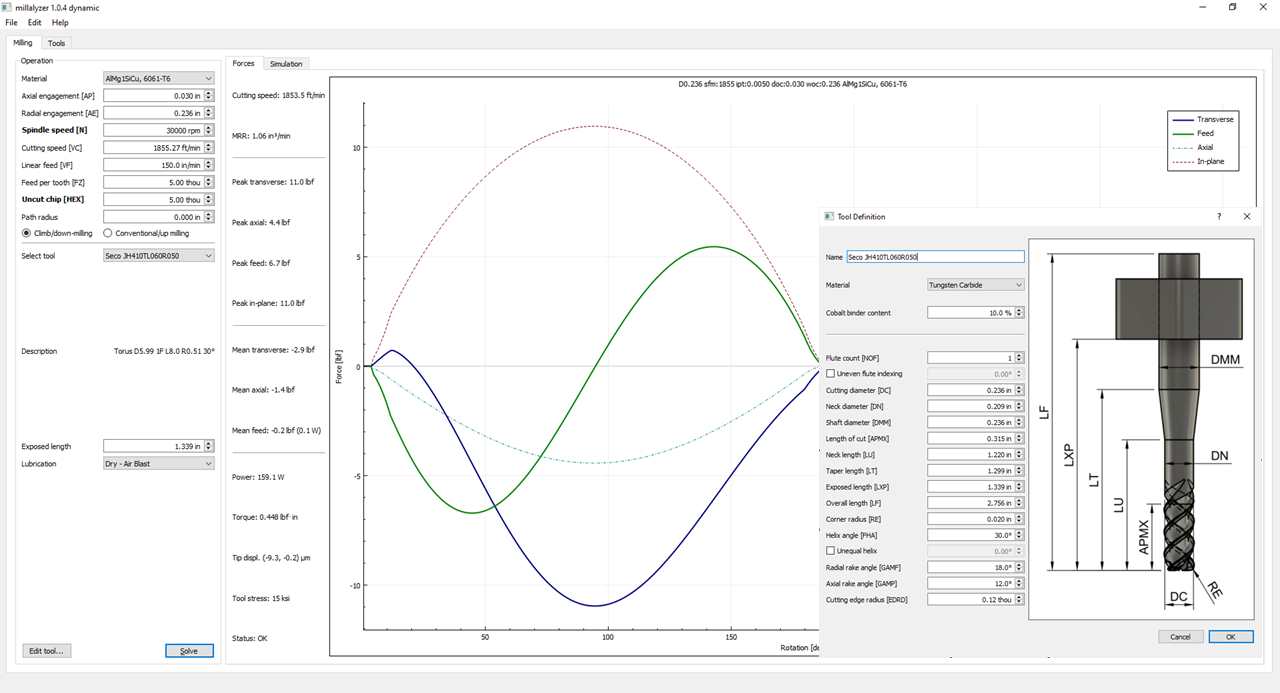
Not really. The VESC tool reports and logs input power, not output (cutting) power like Millalyzer and other calculators predict. Millalyzer’s estimates are also highly dependent on endmill geometry (rake angle, edge radius, helix angle, etc.)
Nice to see how little power is required to mill aluminum though!
2 Likes