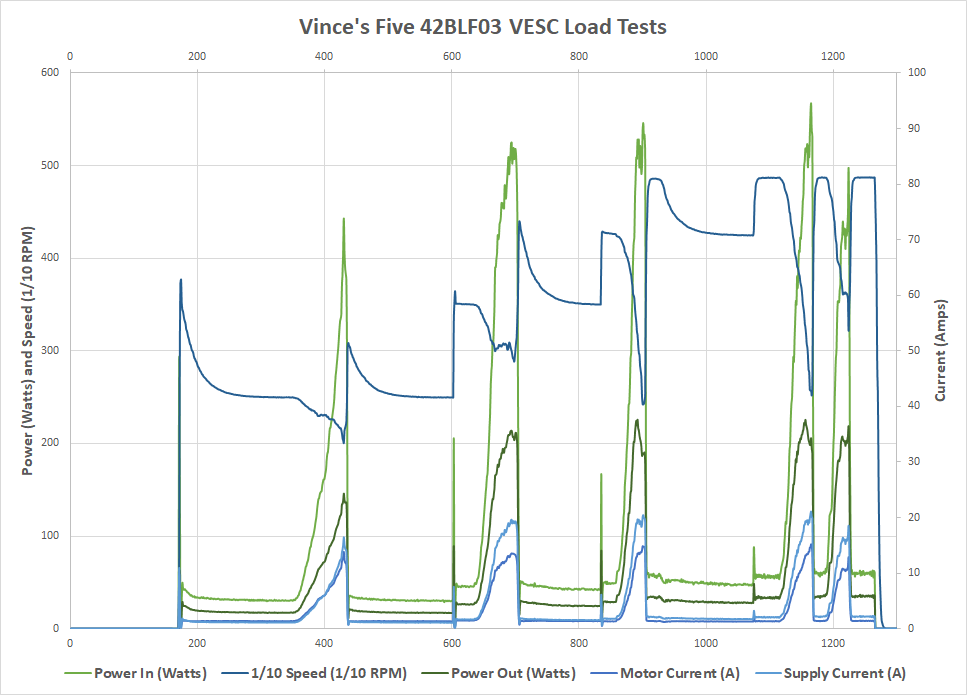
After looking again at the VESC data you provided for your Nomad motor/VESC load tests, it appears that the “Battery Current” in the associated file needed to be doubled to match what you posted. (The third chart in this earlier post is not correct, but apparently its too late to edit it now.) Here’s the results after doubling the input current. The values in your table appeared to be associated with your 4th load application.
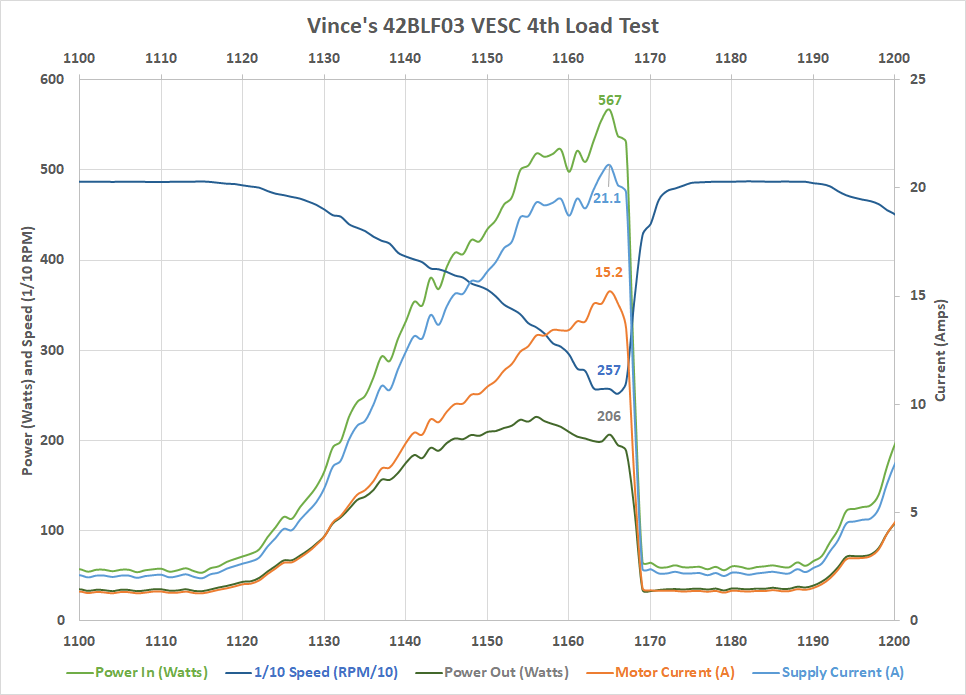
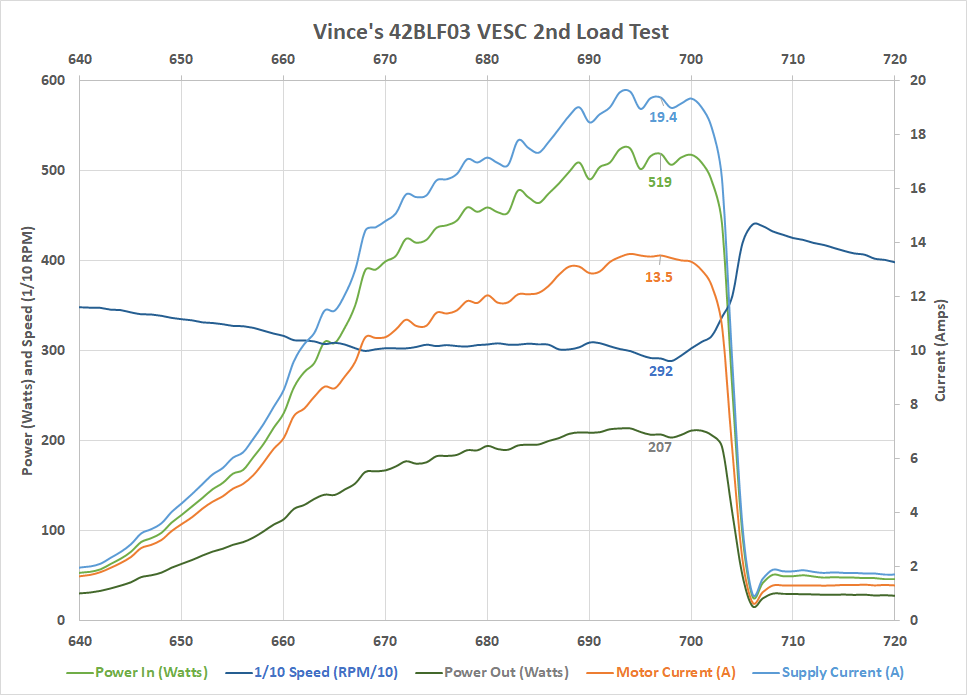
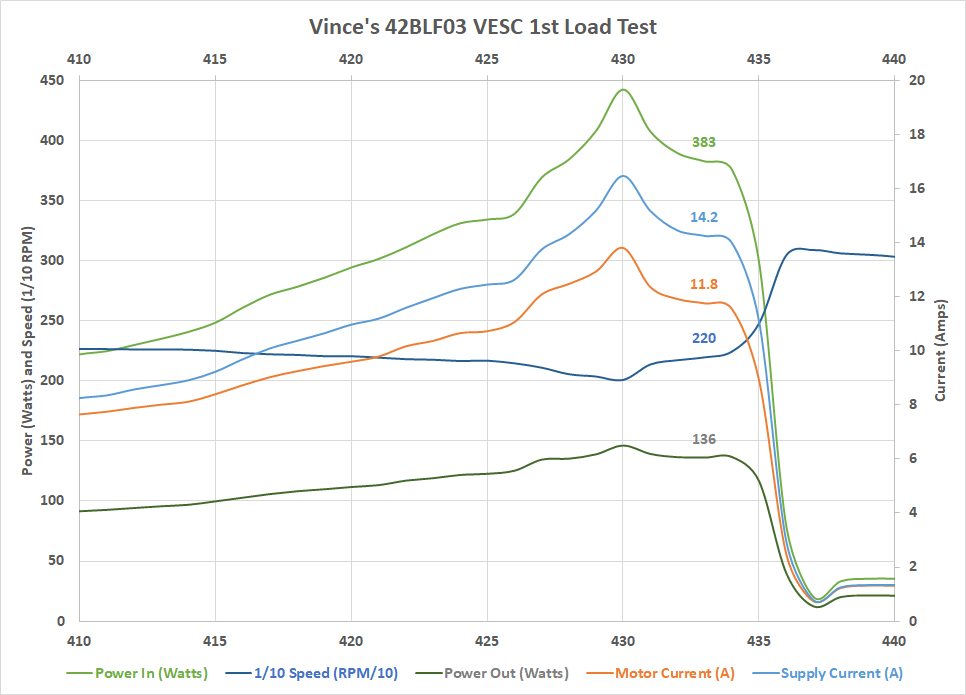
So, you demonstrated that you could get 200 Watts out of that 78 Watt motor by driving it with over 500 Watts - that’s a lot of heat to get out of that small motor!
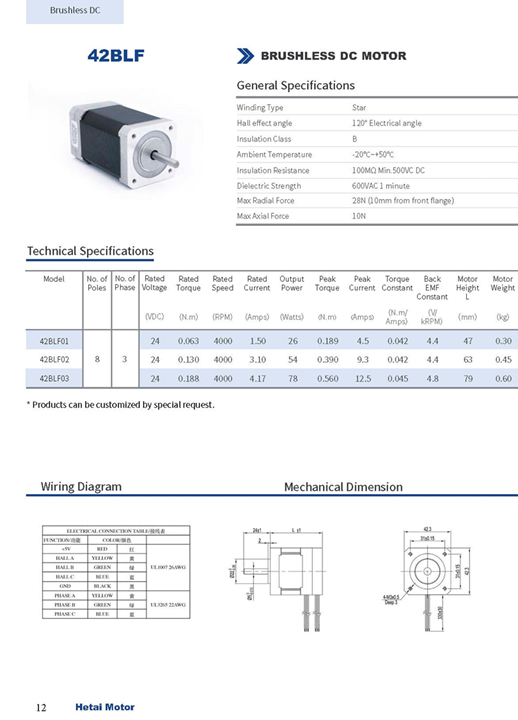
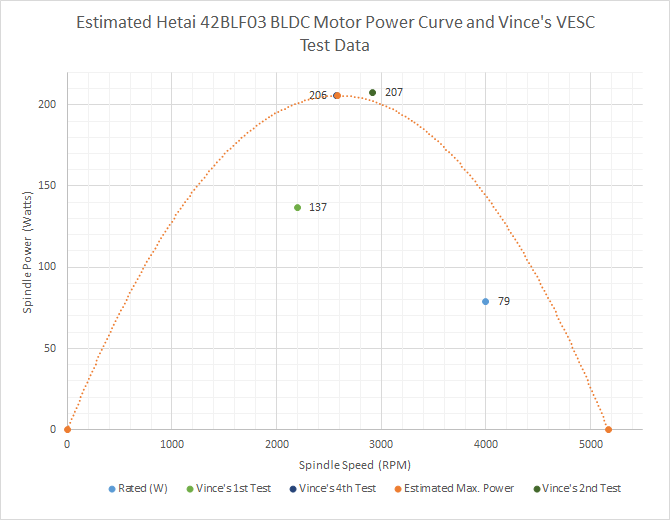
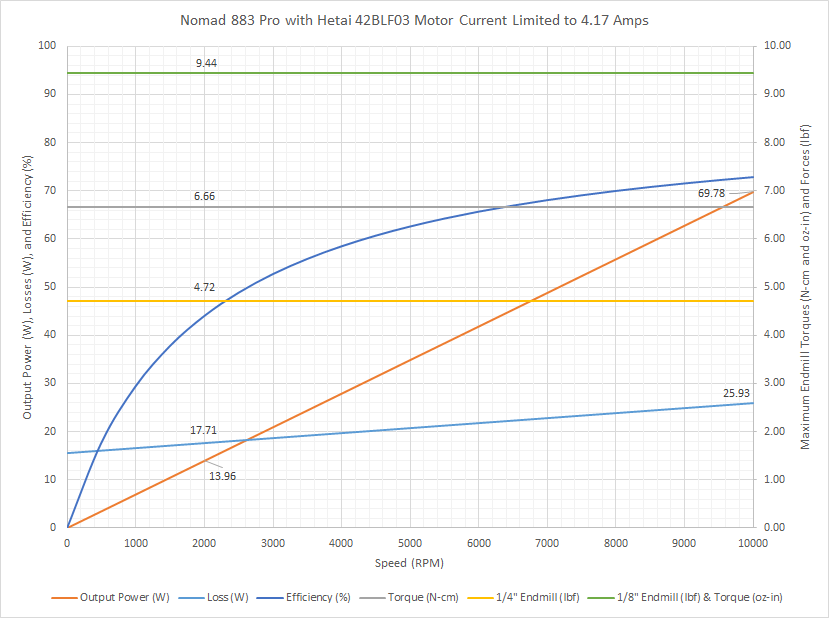
My guess is that the Nomad’s motor controller limits the current to a safe value of around the motor’s rated 4.17 Amps, which would provide this type of performance at the spindle assuming 88.6% net spindle/drive efficiency.