Yup, at 10 lbf. But based on how it “felt” and experience/intuition (which may have been misguided) I didn’t consider drive belt stretch. Unfortunately Gates seemingly doesn’t make modulus of elasticity data for their GT2 (or newer GT3) belts readily available. But, its easy enough to measure to enable simple belt comparisons. Just clamp some nearly fully open calipers to the belt and measure the length increase as a function of force (with weights?). What size Shapeoko do you have?
I have an XL.
Ok, I took a stab at measuring belt stretch independent of the rest of my machine. I took each belt and clamped one end to the wall, letting the other hang down. I hung about 38 lbs of weight at 1000mm down the belt, and measured how far the 500mm point on the belt pulled down vs lightly hand-tight pulling the belt straight.
This should give us the stretch of a .5m belt segment with 38 lbs of force applied:
9mm stock belt: 2.9mm (.58%)
9mm steel belt: 1.5mm (.3%)
10mm steel belt: 1.3mm (.26%)
Those numbers seem to track pretty well with the measurements on my machine.
It’s very easy to see the stretch for yourself. Turn on the SO3, so the steppers start holding position. Push firmly against the carriage. You’ll probably see the carriage move a bit, the V-wheels will turn a bit, the belt will tension and loosen on the two sides… and the stepper pulley (and segment of the belt engaged with it) shouldn’t move.
Edit - correcting a number in the table, should be 38 lbs, not 19.
4 Likes
This right there will come in handy for those “shoud I get steel-core belts?” threads that come up from time to time. Thanks !
I still think it’s relevant mostly to those who need to push their MRR/production rate while cutting metal AND requiring high precision, but you made a good case that sometimes it matters.
3 Likes
Awesome ![]() - that and your other measurements certainly suggest that significant (a factor of 2) performance improvements are easily achievable on Shapeokos by simply changing belts (right?). Your results also suggest that, contrary to my past thinking, relatively minor performance improvements can be achieved by replacing the V-wheels with linear rails (even on the Z axis?) The complexity and expense of doing that likely isn’t warranted by most users. In fact, wouldn’t getting rid of the belt drives altogether offer “more bang for the buck”?
- that and your other measurements certainly suggest that significant (a factor of 2) performance improvements are easily achievable on Shapeokos by simply changing belts (right?). Your results also suggest that, contrary to my past thinking, relatively minor performance improvements can be achieved by replacing the V-wheels with linear rails (even on the Z axis?) The complexity and expense of doing that likely isn’t warranted by most users. In fact, wouldn’t getting rid of the belt drives altogether offer “more bang for the buck”?
You’ve demonstrated that belt core material (and geometry) has a significant impact on stretch. So, the performance of the same types of belts from different manufacturers could vary significantly, not only in stretch but tolerance to repeated flexing around the pulley (which may be more problematic with the steel belts.) Have you been testing the same steel belts that others have apparently been using successfully - which ones? Are the “stock” belts made by Gates?
1 Like
IMO it always matters - less deflection is better in all circumstances. Even a 0.025 mm deflection is considered an “Aggressive” cut in GWizard! That would be caused by only 0.64lbf at 500mm on the tested 9mm steel belt.
with Carbide3D switching to steel by default… clearly worthwhile since it’s low $$.
the dillemma… my machine is finally tuned in well again, should I disrupt it by replacing the belts 
2 Likes
This is great for new belts, I wonder how this would look like after say 6mo usage/air/light exposure. It may provide a recommendation as to when to change the belts instead of waiting for them to split.
1 Like
Maybe a survey of those already using them?
Well if we have a scientific approach, we would need to have a testing procedure to measure stretch so everyone report the same. The other thing is that we have 3 data points at the moment. Is there a variation between batches of belts or is this consistent.
1 Like
I was thinking of something much easier (more qualitative) - like what belts have you been using and what’s your impression of them compared to the stock (Gates?) belts? I.E. service life, re-tensioning intervals, etc. If they’re reasonable quality belts from the same manufacturer there shouldn’t be much differences between manufacturing batches. IMO the potential performance improvement is huge considering the modest effort/expense of doing it!
1 Like
Qualitative gives a lot to interpretation. I’m not sure that one can remember how their belts were at installation. It is only when you put the two side by side that you can make a determination. I think the Gates Belt are probably QC fairly well and consistent but most steel belts I have seen are imported and may not all have the same QC.
1 Like
Mechatron’s professional series HF spindles are available with ER11 (1/4 inch capable) collets at speeds up to 60,000 RPM. But, "the price for our spindle HFP-6508-60-ER11 is 2358€ and the delivery time is approximately about 2 weeks.” They also offer larger spindles with ER20 (1/2 inch capable) collets at speeds up to 50,000 RPM and ATC spindles up to 42,000 RPM. Increasing spindle speeds and/or endmill diameters provide proportional increases in material removal rates without increasing cutting forces if there’s sufficient spindle power.
1 Like
Has the community settled on a replacement steel belt for the stock motor and pulley? I would like to upgrade mine and would like to know what to purchase. I plan to order the HDX and would like to upgrade the belts while I am working on the other upgrade.
I have not upgraded yet but this was one that was mentioned several times.
@gmack Yes, that’s the conclusion I seem to be coming to. Not what I was expecting - from following the forums, I had figured steel belts + linear guides was the magic combination. I do see deflection in the V-wheels, but it’s an order of magnitude less than the belt stretch… enough that I’ll want to fix it eventually, but it’s nowhere near the top of my list, now. And the extrusions + frame plates seem pretty solid.
Here are the belts I’m using:
9mm steel:
https://www.aliexpress.com/item/32853327280.html?spm=a2g0s.9042311.0.0.18c54c4dONvobE
(Same ones @luc.onthego mentions below)
10mm steel:
(Plus 8mm 20-tooth GT2 pulley to mate with my new stepper, links mentioned in an earlier post… stock stepper would want a 6.35mm. Edit: to clarify, the 8mm/6.35mm refers to stepper shaft diameter. Pulley width is 10mm for 10mm belts.)
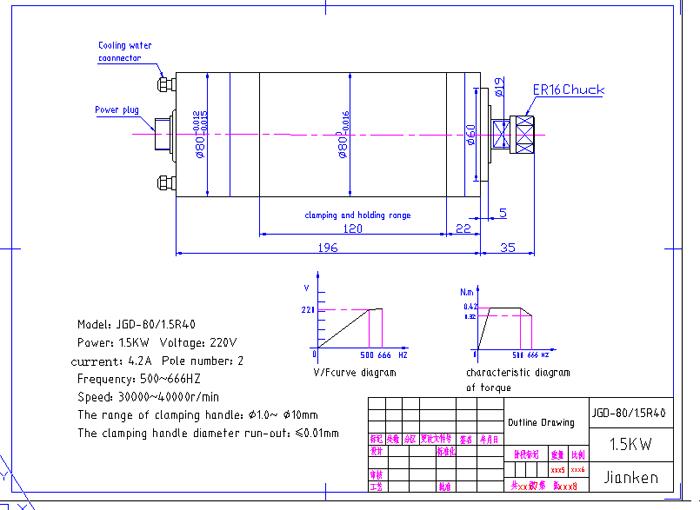
Re: spindle - I have a Jianken JGD-80/1.5R40 on order. 80mm diameter, “1.5kW”, ER16, 40k RPM. Unlike some of the other high-RPM spindles, power is flat between 30k and 40k RPM, which I think is nice - it gives me the flexibility of using either .25" or .375" end mills with good MRR without exceeding the “happy” SFM of 3000 for aluminum (or is that a myth and I can just go as fast as I want???). I don’t need peak power at peak RPM when using smaller end mills (like 1/8"), just the extra RPMs.
Thanks for the link to the Mechatron… I was looking at their spindles, but somehow missed that one (and the HFP-8022-50-ER20). The power/torque curves on those look great compared to other spindles on the market. Maybe for next time!
Oh, also, regarding how tight I tensioned the steel belts. I still got a nice improvement over where I was going into this experiment by tightening them as much as I could. For the 10mm steel belt, I have it so tight that the belt teeth are almost slipping in the retaining clip. Any tighter, and a tooth will deform enough to slip in the belt clip to the next tooth (2mm looser). I had to use a longer screw in the belt clip to start it threading, as I can’t physically pull the belt close enough to the end of the X axis to start threading the standard screw. And I had to press down on the belt clip pretty hard while tightening, to prevent the belt from slipping in the clip.
At some point in time, steel belts alone should appear in the Carbide 3D shop.
Back when the machine first came out, I advocated for tensioning using the weight of the machine — this was easier with the old sliding motor mount tension system — we’re working to update the instructions, hopefully this will become clearer.
I will note that I turned down a set of steel belts for my XL (but did install them on my SO3 at my mother-in-law’s) since I bought Gates-branded GT2 belts from SDP/SI and still feel the sting of that expense, and I still have a spare length — they’ve held up well, and I’m hoping to get my money’s worth out of them yet.
Be careful because the belt pulls on the pulley/shaft of the stepper and if you tighten too much, we are warned that we can damage the stepper shaft.
2 Likes
So I’ve heard. On the other hand, the belts clearly have some give in them. I wonder which would break first. My new stepper has a larger 8mm shaft - maybe more resilient, though I don’t know how well the stepper’s bearings can handle side loads.
As pointed out in my comments here, Jianken’s spindle specs aren’t very realistic. For this spindle they claim 220V * 4.4A * 1.73 = 1.675kWA input produces 1.5kW output. You’ll probably need to increase the VFD drive current to about 7A to get that level of power output. (See what Jianken and/or the motor label says?) How much did you have to pay for it and shipping/fees - to where?
According to this unit horsepower for aluminum decreases from 0.3 to 0.2 HP/(cubic inches/min) when cutting speed is increased from 3000 to 5000 SFM at 0.005 IPT/Revolution chipload. It levels off after that, but he could only test to 25,000 RPM with that 1 inch diameter 2 flute MSS endmill cutting 7075-T6 with Cimcool.
1 Like