Personally to have yet to find an Oflute that’s as sharp as amanas plastic specific bits. Plus I think they have a larger flute cut in them for chip extraction but I have no way to measure.
All the other Oflutes I’ve bought are not as sharp and tend to be metal focused.
I don’t cut much acrylics on my routers. Much easier to laser cut for me. But I cut a lot of 1/2-1” hdpe and Amana is my go to for a 1/4” bit.
I do use a 3/8” or 1/2” cutter as much as possible due to less harmonics. But from my knowledge they only make theirs in 1/4”
I’ve cut 1/8" to 1/4" thick ABS, PVC, and Acrylic on a router table with 3/4" or 1/2" standard 2 Flute Straight bits with 1/2" shank. This was the beefiest I could find to fit the Pro 5 3/8" collet.
To be fair to “regular” bits are probably more about longer tool life. I tested cutting 1/4" acrylic the other day with the #201 1/4" end mill. The CNC constant feed controlled cut was vastly cleaner than I ever got with a larger bit on a router table with my human feed limitations.
If I were to get a single plastic specific mill, it would probably be a polished single flute from datron. With plastics, the flow of the material along the flutes and the sharpness of the cutting edge can really help with clarity of the resulting cut.
Those polished flutes on the datron are wild and an uncoated edge is going to be the sharpest you can get.
I’ll be trying some datron tools for myself here soon. I expect the cutting edge will be sharp enough to easily cut skin during handling. So careful if you pick one up yourself (pun intended)
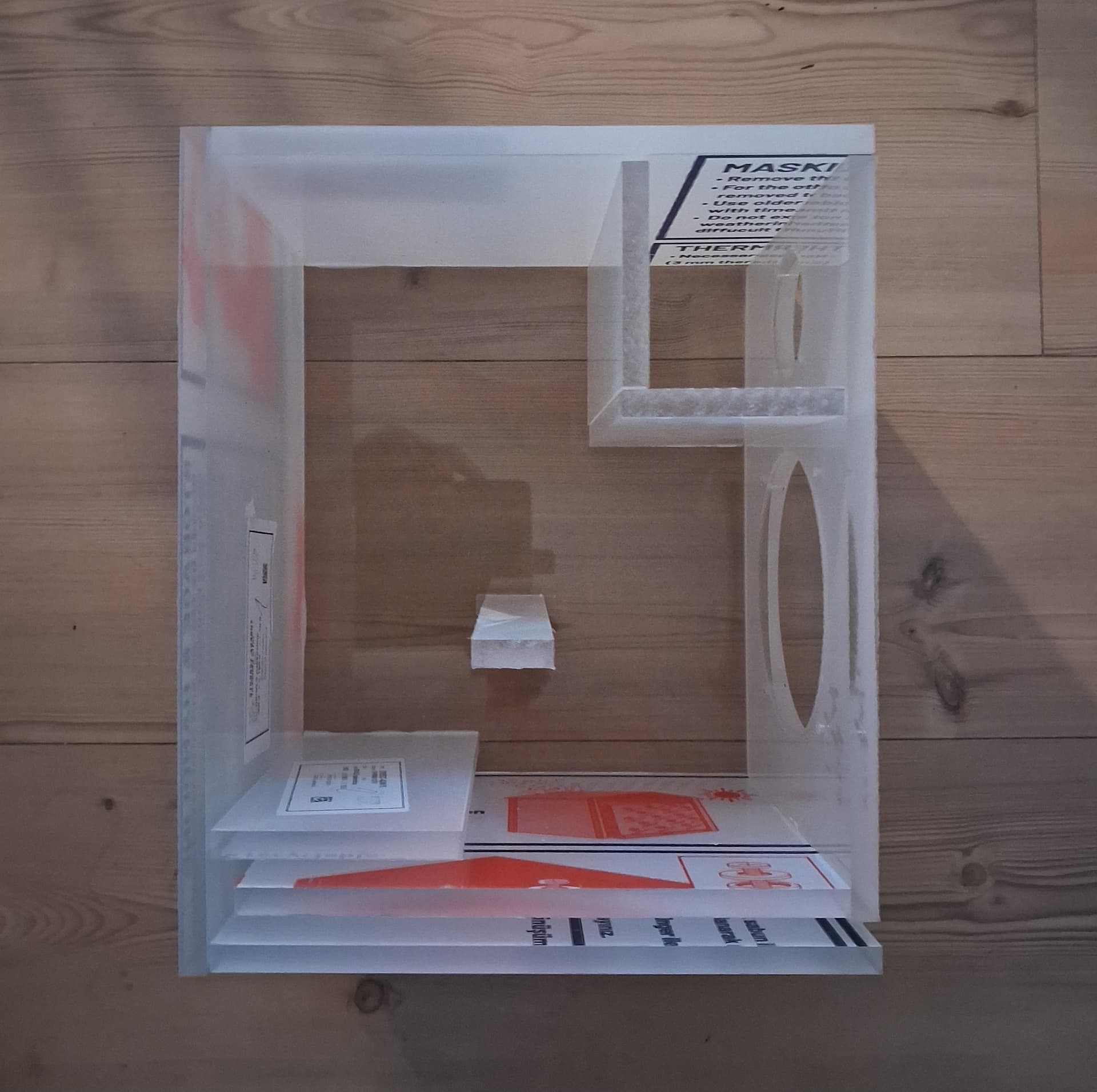
Building a loudspeaker is naturally always a balance between sound and aesthetics. I have already build this speaker in MDF and was really impressed by the full sound (especially considering the small 12 L volume, but very clever bass reflex design).
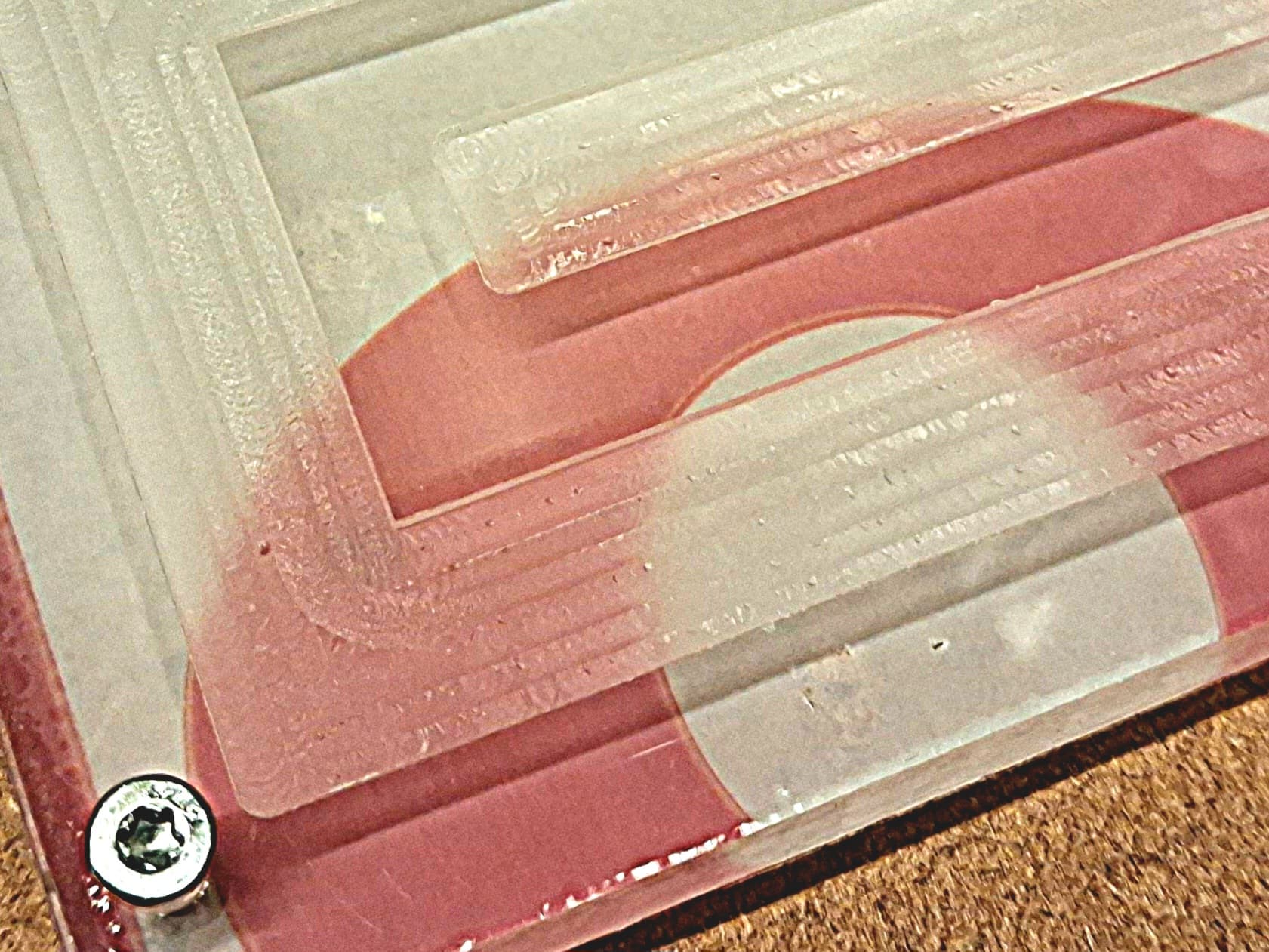
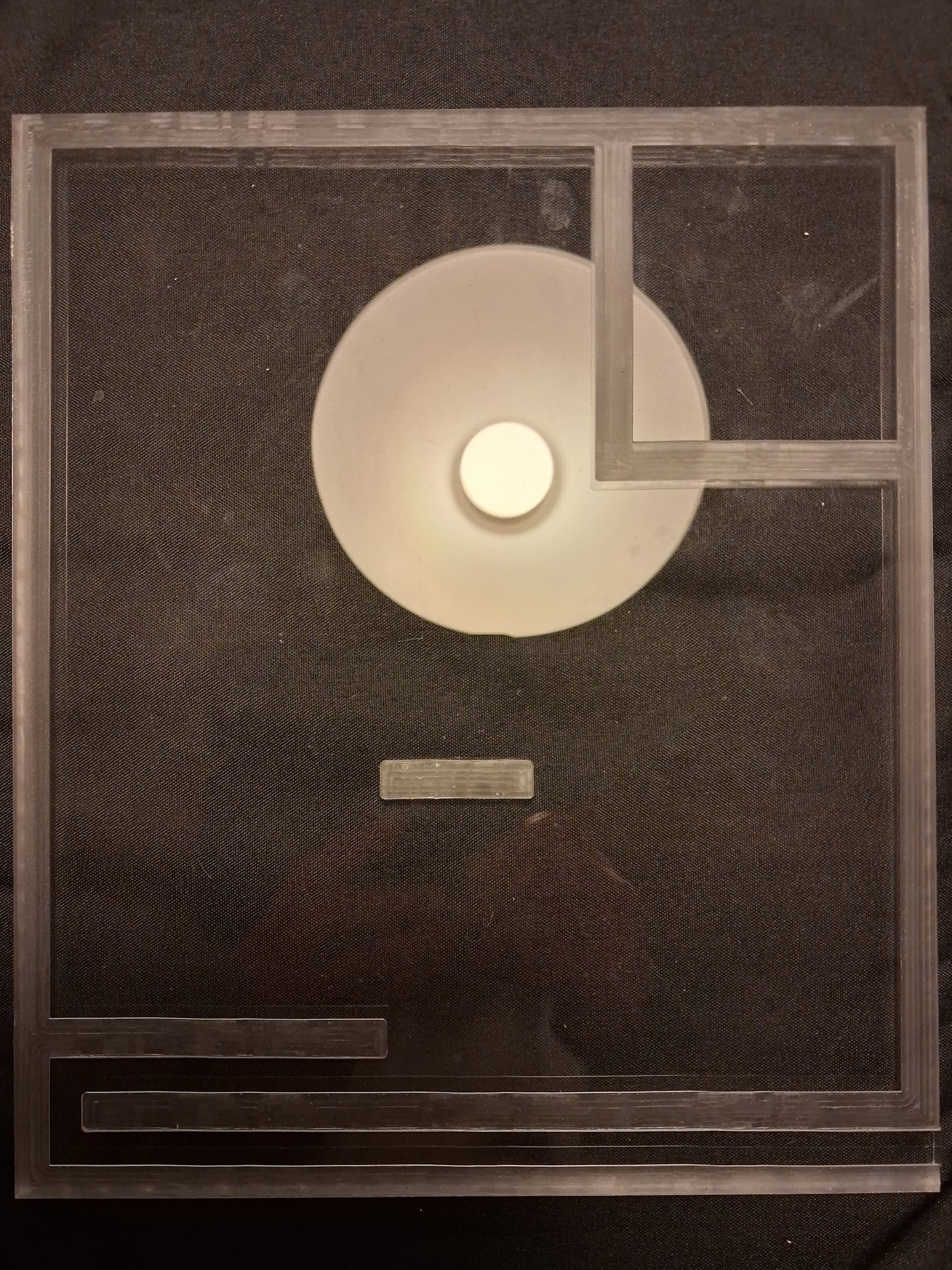
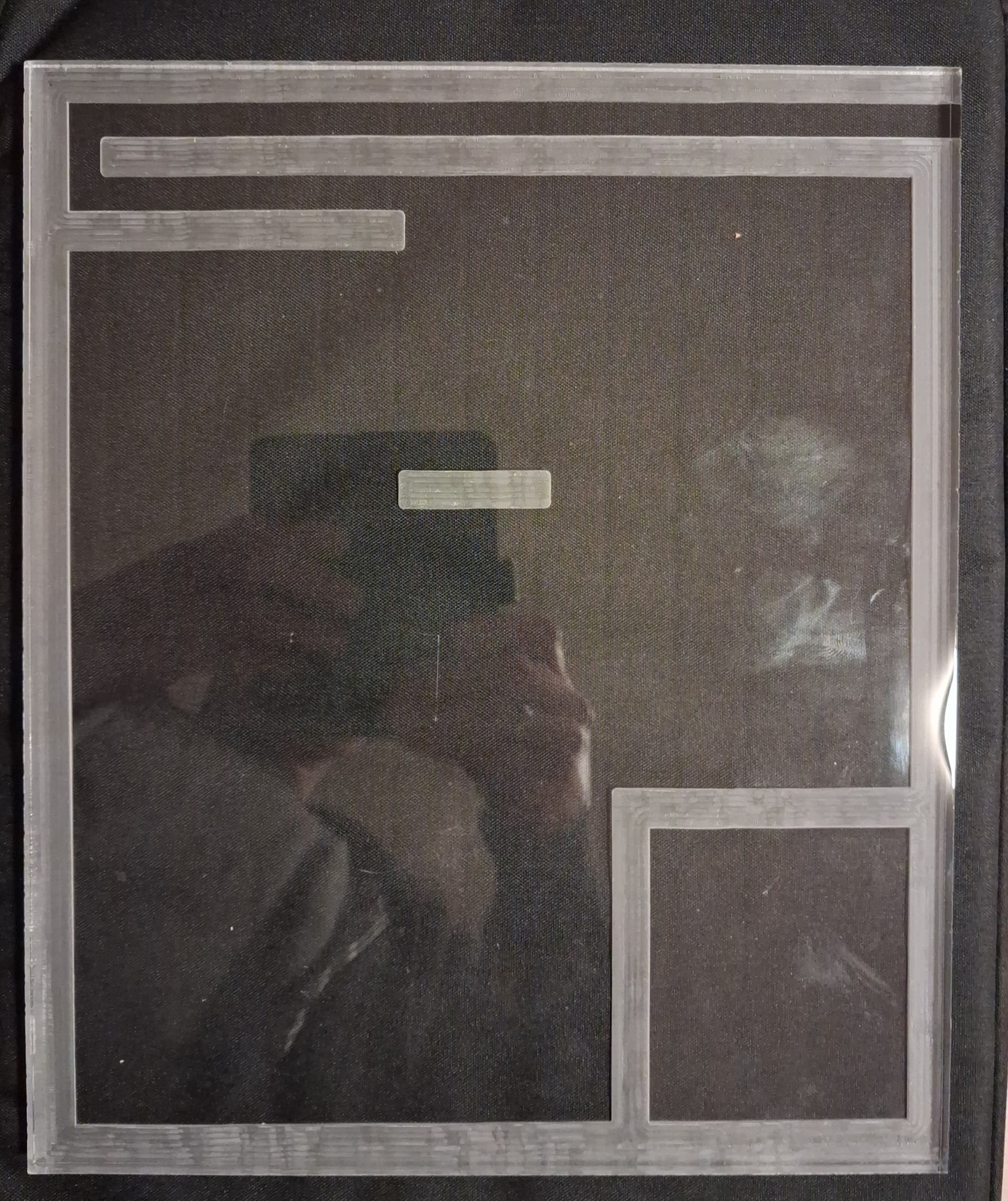
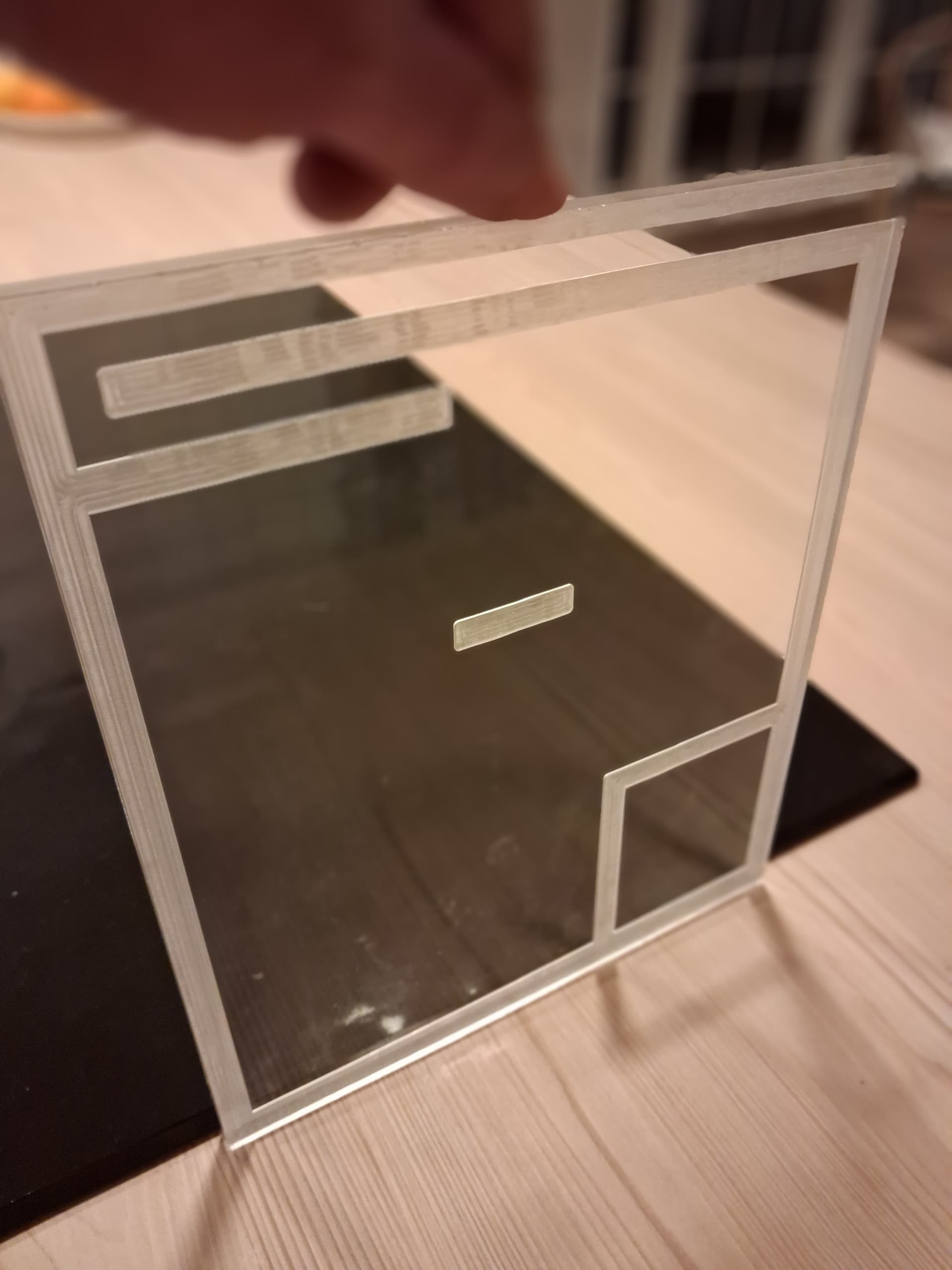
Now that I want to build it again in 10 mm. clear acrylic, the aestetics becomes more important, maybe at some cost of the sound (hopefully not too much). For that reason, reducing the scallops from the CNC cut grooves becomes somewhat important (also because the acrylic glue is clear and invisible) because they will be visible.
What about a heat gun, will that reduce the scallops or will it just mess up the whole plate ?
I don’t think a heat gun would help but I’ve not tried it.
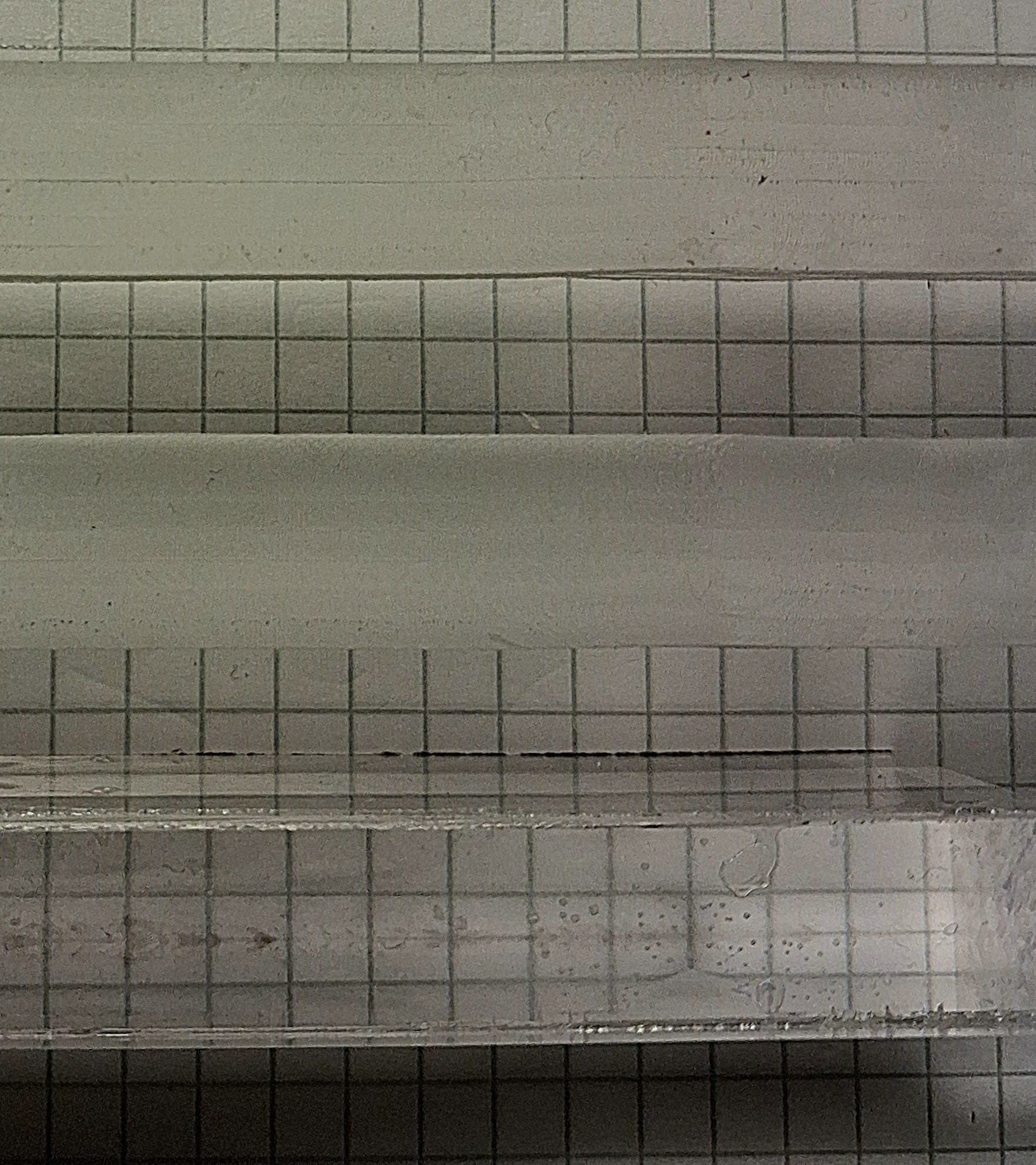
Would you mind uploading a photo of your cuts or a close up of the slots for reference? Other folks might have ideas on the best way to finish the slots if we’ve got an idea of the surface quality you’re working with.
It’ll also be nice for me to compare to if I can get around to cutting some acrylic this weekend
Thanks. I will take and upload some photos and closeups monday. The only reason I haven’t done that yet, is because I left them in a hurry at the MakerSpace, where I have access to the CNC and Laser cutter and it is only open on mondays and wednesdays.
Flame polish. This requires finesse & precision, and practice to develop the skill.
Acetone. Also requires finesse, precision & practice… along with masking to protect the top surface. Mask the top before cutting then apply a very fine mist of acetone only to the grooves. The acetone melts the surface layer and lets it reharden clear. You’ll need an airbrush or touchup paint gun.
Interestingly, the acryllic glue Acrifix 0192, solved the issue of the small scallops in the CNC cutting, by dissolving them and making the glued surfaces clear again (see photo, bottom line is glued).
Now my only problem is that the glue sticks immediately (no assembly time, like woodglue) and applying the thin glue precisely without dripping.
I do this with methylene chloride (dimethyl chloride, banned but I work in the industry). Flood the cut grooves with a very shallow amount of solvent (in your case PMMA) using a plastic disposable pipette, quickly press the piece to be attached into the groove and align. Hold for a few seconds.
I think it should. If I remember correctly, folks will use a small bottle with a leur lock cap for precise application. Long thin metal needle should make for a much easier application.
just my 2 cents.
The glue is very thin, and drops EVERYWHERE!
Good thing: if it drops on a piece of acrylic, it just dries with very little (not no) residue, just one should not try to wipe it away. Recently I made some RaspberryPi V4 cases, glueing these small edges was something I learned some new curses. But it does not just glue, it rather welds the acrylic.
There is also some gel kind of glue available: https://www.amazon.com/dp/B00M1UB6BY?ref_=ppx_hzsearch_conn_dt_b_fed_asin_title_12
However: I put my acrylic items together with clamps, angles etc, and let the liquid glue flow between the pieces. Therefore the pieces must be very straight, but then they weld nicely. I did not find any applicator yet, the plastic-needle-bottles are possible to use, I tried glass syringes with metal needles, all do not let me dose the drops properly. The glue is just too thin. The ge type does not dry as traceless as the liquid one.