Hey everyone. I had an issue the other day with the bit being pulled down and grinding into the aluminum rails on my machine. I was attempting to speed up my project by changing speed and feed rates. I used settings within the range suggested by a shapeko chart I found for 1/4” bit in hardwood and kept my DPC to no more than half the diameter of the bit. The bit was securely in the machine. I’m not sure what the issue would be if I used the suggested settings. Any Ideas? I have included the chart I used.
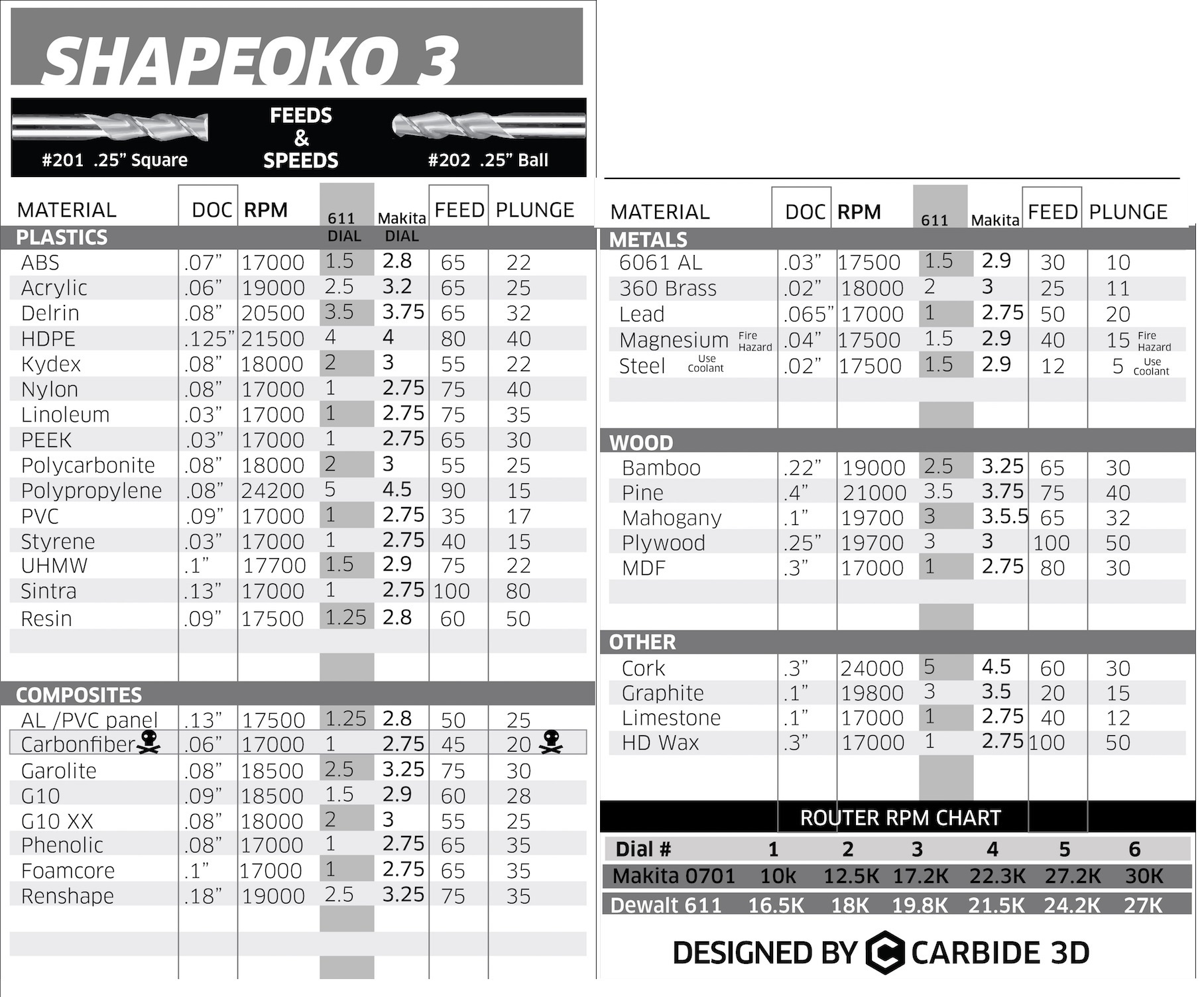
That chart has been superseded by the feeds and speeds in current versions of Carbide Create — please use those. We also have some videos on feeds and speeds which you may find helpful in rolling your own:
Often when a tool slips in a collet it is due to using the button and one wrench to tighten it — we recommend using the button to only hand tighten, then a pair of good quality wrenches to fully tighten.
Discussion of tools here:
Great info… Thank you!
Yup, I’ve always double-wrench tightened my bits & never had any slippage issues. My issue is mangling my collet nut from over-tightening using double-wrenching.
So then I tried IDC’s Woodcraft’s Musclechuck & have been impressed by how well it works - saves a lot of time in changing bits provided they are all the same 1/4" shank size(which all mine are except for one dovetail bit which is actually significantly smaller in shank diameter than the 1/4" in its spec).
Just do not use it with a surfacing bit - I don’t think it is able to grip the shank well enough for large diameter bits & it heats up! But that’s the only problem I’ve ever encountered with it.
My understanding is the “Muscle Chuck”'s inability to hold a larger tool suitably is caused by it increasing runout.
I tried it with a 1" surfacing bit a couple times. It must have been slipping in the collar ring a bit while surfacing cause the whole chuck & collet of my router spindle got quite hot to the touch. I’m sure there was probably some extra runout in there too but I didn’t find the surfacing to be any worse - however I don’t have my spindle trammed really super-nicely so it’s difficult to say.
I had a similar problem when buying bits from China. Metric 6mm is 0.236… not .25. I don’t buy chinese cutters anymore. SPE assured me that I was wrong about that, but my digital micrometer has never been known to lie.
Did the bit get slip down in the collet, or did the whole Z axis get pulled down?
A couple things to remember with collets:
1 - Clean them often. Every tool change I blow out the collet to make sure there is no debris in it. Every few uses I actually throw them and the collet nuts in a ultrasonic cleaner. But keeping them clean with a degreaser will work great. Any oils increase the chance od a bit slipping down.
2 - Collets are a wear item. Like brake pads or bits themselves. They only have so many cycles of compression and relaxing in them before they loose spring-y-ness.
2 Likes
This topic was automatically closed 30 days after the last reply. New replies are no longer allowed.