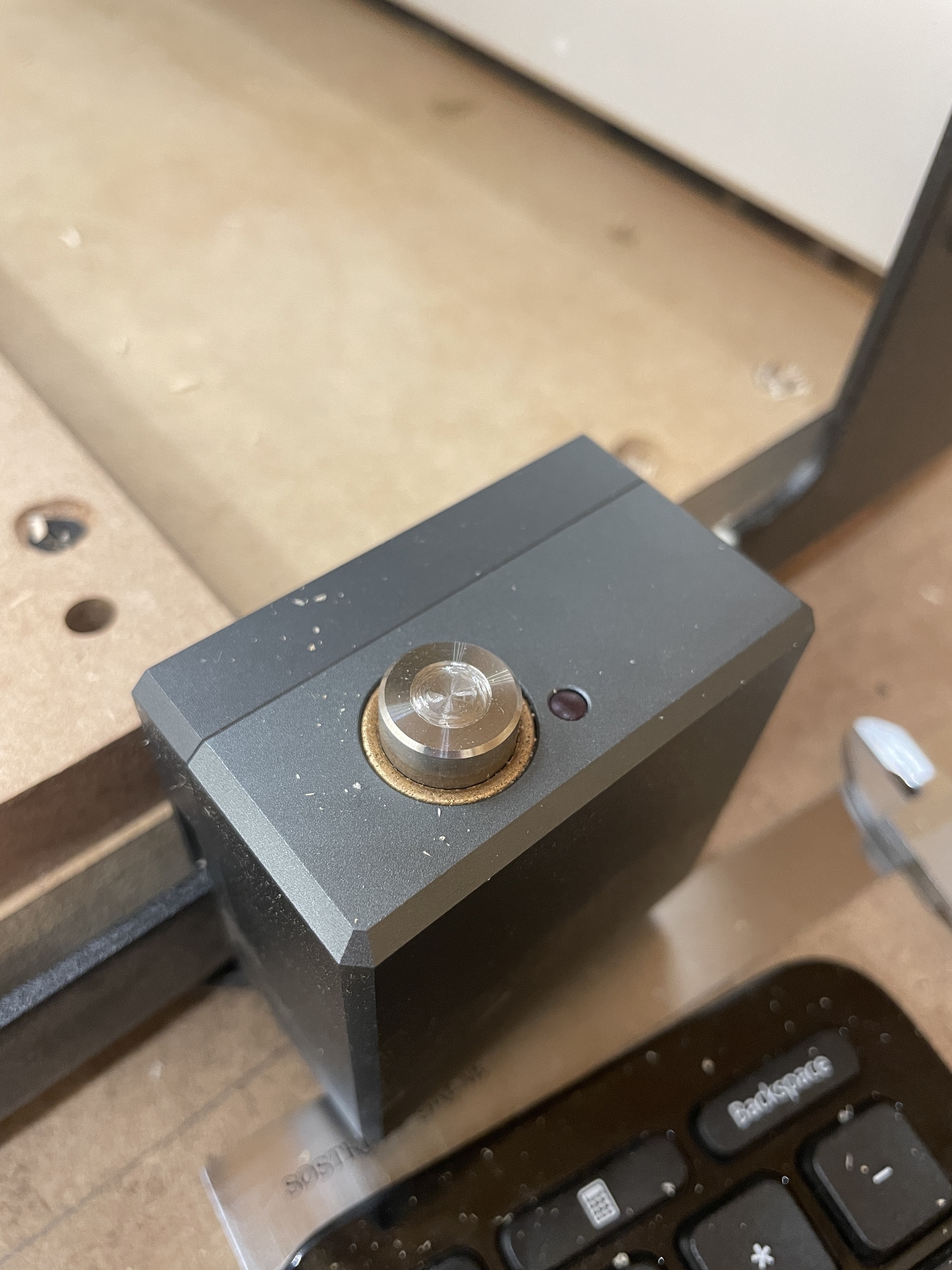
I’m sure I’m not the first to have done this… I start a new program, turn on the spindle and click “Ok”, which makes the cutter go to the Bitsetter and results in this:
I came SO close to doing this two weeks ago…Just numb-brained and started the spindle during the cycle. I realized it just as the bit started descending on to the bit setter but had not yet made contact…I hit my hardwired Feed Hold button and it stopped immediately…I was able to spindle down and then pressed the Feed Hold again (the software does not have “resume” available during the bitsetter sequence) it continued measuring perfectly.
A good case for the hardwired feed hold switch - but no…you are certainly NOT the only one!
Oof. This is why I think bitrunner or the equivalent spindle control is actually an essential feature. Taking out as many manual steps on the workflow is extremely helpful. At least there’s a good fix with adding a cap!
I have this fear of things that start a spindle without me taking action. I think I want to be the only thing to control that device. Yes…I can become sloppy (as I did), but I’d rather the result be a destroyed BitSetter than a lacerated finger!
@WillAdams Does it need to get covered with Epoxy? Right now the hole is 0.2mm deep or so. Will the Bitsetter measure wrongly with 0.2mm from now on if I don’t cover it with epoxy?
@CrookedWoodTex Hmm. I’m pretty sure that my Bitsetter didn’t come with an extra magnet cap. Can that be true or have I overlooked something in the package?
I get that. It’s been very reliable for me so far. At least with the router it takes a few seconds to spin up (and loudly) so there’s usually enough time to move away or hit the estop if you need to. In my case I feel I’m more likely to screw up without the automation - I guess we all approach it differently!
I’m guessing that the problem isn’t the 2mm…because the BitSetter is measuring relative heights. It would be no different than chucking the bit 2mm lower in the collet. HOWEVER…I could see an issue if the plunger isn’t perfectly flat…otherwise, you might measure a flat endmill and then a vee bit - and the vee bit might hit a lower point on the plunger than the flat did…and that will throw off things like advanced vee carving.
So however you fix it, make sure your plunger is dead-flat.