hello all,
Im trying to do my own challenge coins out of brass coin blanks
I didn’t know if there were specific endmills/vbits I should use to complete such a task.
in some tests I’ve done I’ve found a 1/16" end mill to be the smallest I can go with the bits breaking but as for the v bit my 30 degree bits keep breaking and the 60 degree does not get the detail Im looking for.
I’ve been in the same boat as I’ve dabbled a fair bit in coin work as well. Here’s a barrage of questions that will be a little annoying to answer but it’ll be worthwhile in terms of accelerating your learning curve
Which machine are you running?
What is the diameter of the coins you want to cut?
Can you share an example design so we’ve got an idea of feature size/complexity?
Do you have a way to measure tool runout?
It matters quite a bit when it comes to process reliability at these small scales.
What software are you using to generate the toolpaths?
Can you share an example recipe you’ve tried?
Do you know what the terms surface speed/chip load/stick out mean? (Chip load is always relevant but the margin for error on small tools is tiny)
For very small tools the stick out matters quite a bit. I’d look for stubby tools if possible since you can usually get by with the relatively small depth of cut they provide.
For really nice, very cheap standard length tooling I’d recommend drillman1/Oliver tool company on eBay
For higher end generally more specialized small tooling I’d recommend precise bits or Harvey tool.
Apologies again for the barrage of questions but it’s all relevant for helping you get where you want to be
I’m more than happy to answer the questions if it gets me to a solution!
I’m running a shapeoko 5 pro
1.5 inch coins that are 3/32 thick
I have never measured my tool run out but the machine seems to be quite accurate
Using soley carbide create pro
No I do not know those terms
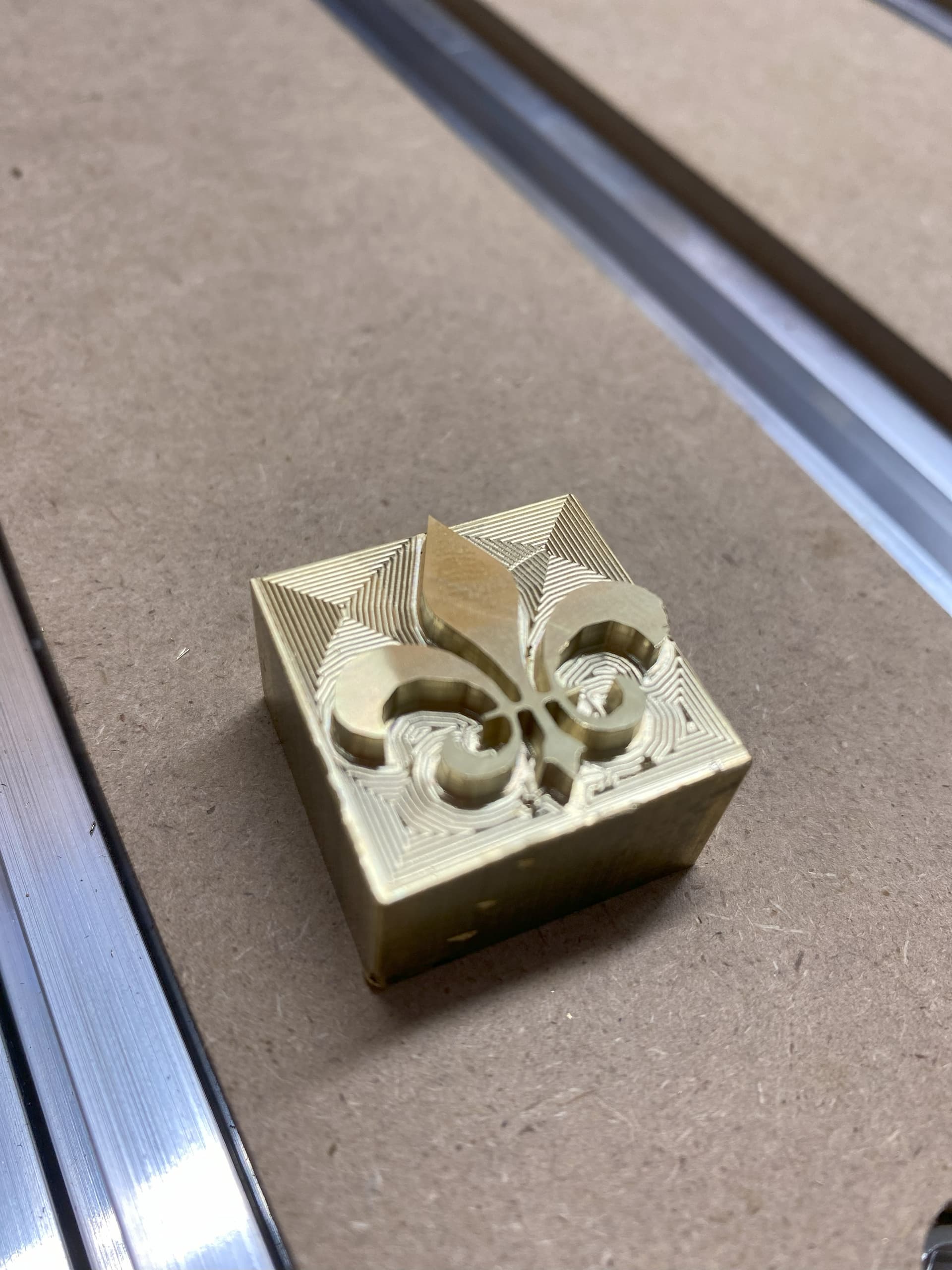
This is the only thing I’ve tried to carve and it’s my personal logo
You’ll want to be able to measure your runout, not so much for machine accuracy but because it impacts your chipload. (kind of like how big a bite your tool is taking, too big a bite and the tool breaks, too little a bite and your tool rubs…which might work for a while but will likely kill your tool early. Not great for process reliability)
It sounds like you’re starting from scratch which means there’s a whole bunch of useful reference material that you can run through.
I suppose the best course of action is to ask someone who’s got links to all the “getting started” resources on hand… @WillAdams do you happen to have a list to copy/paste here or a reference to good previous post
If you want to send me a design file, I’ll take a crack at it in the next few days. I’ve got plenty of brass blanks laying around here
Usual preface, I’m with PreciseBits so while I try to only post general information take everything I say with the understanding that I have a bias.
A lot of what I would say has already been covered. Just to backup Tyler though. You can definitely cut with smaller tools in brass. However, your runout, stickout, mounting, pass depth, stepover, etc. all have MUCH smaller margins. In most cases you are talking about cutting slices off with these tools that are fractions of a human hair. So if anything can move or shift by a decent fraction of that human hair fraction, it will have much more serious effects.
If there’s something I can help with though let me know. Fair warning… I tend to post text walls.
So, I make stamping dies for our book bindery out of aluminum and and brass on a Shapeoko 4pro, with carbide create pro with no issue. I am purely a hobbyist and started this 3 years ago and knew NOTHING about CNCs. But, through lots of trial and error is this very doable. I use a variety of very small bits as small as .40mm (.0157") but these are SUPER fragile, so avoid that small if you can.
Personally, I run my machine very slowly (feeds) with a very small stepover (typically this is to because I am working with very small end mills). I will typically use the pre-built speeds and feeds for any end mill that I order from Crabide Create, otherwise you should also be able to locate and import the feeds and speeds tables from the manufacturer and load them into Carbide Create Pro too.
It’s wild what these machines can do, looks awesome.
Now that you’ve been doing this for a while, do you have a preferred source for your micro endmills? I’m always looking for additional options
I’m also interested in some longer term tool wear if you have any experience to share there. Do the really small tools wear over time or do they end up breaking before the wear is noticeable? Or maybe the wearing and breaking is just a me thing
Not who you asked, but I have been getting by bits from drillman1 (now Oliver Tool Company) on Ebay for a decade now. Here is the link for all of their bits under 0.0200" diameter: OLIVER TOOL COMPANY | eBay Stores
Many are in the $4-5/ea range. I have used 0.0100", 0.0119", 0.0120", 0.0157", 0.0197" and more small bits on my SO3 XXL. Used them on wood as well as aluminum. Some I break because I run them too fast. Some break because they do not like the wood grain of some types of wood. Some probably break due to wear, but I would never know because they are so fragile. I have broken more than one with my finger tip when just reaching to grab it when loosening the collet.
I’m also a big fan of drillman1, they’ve never let me down
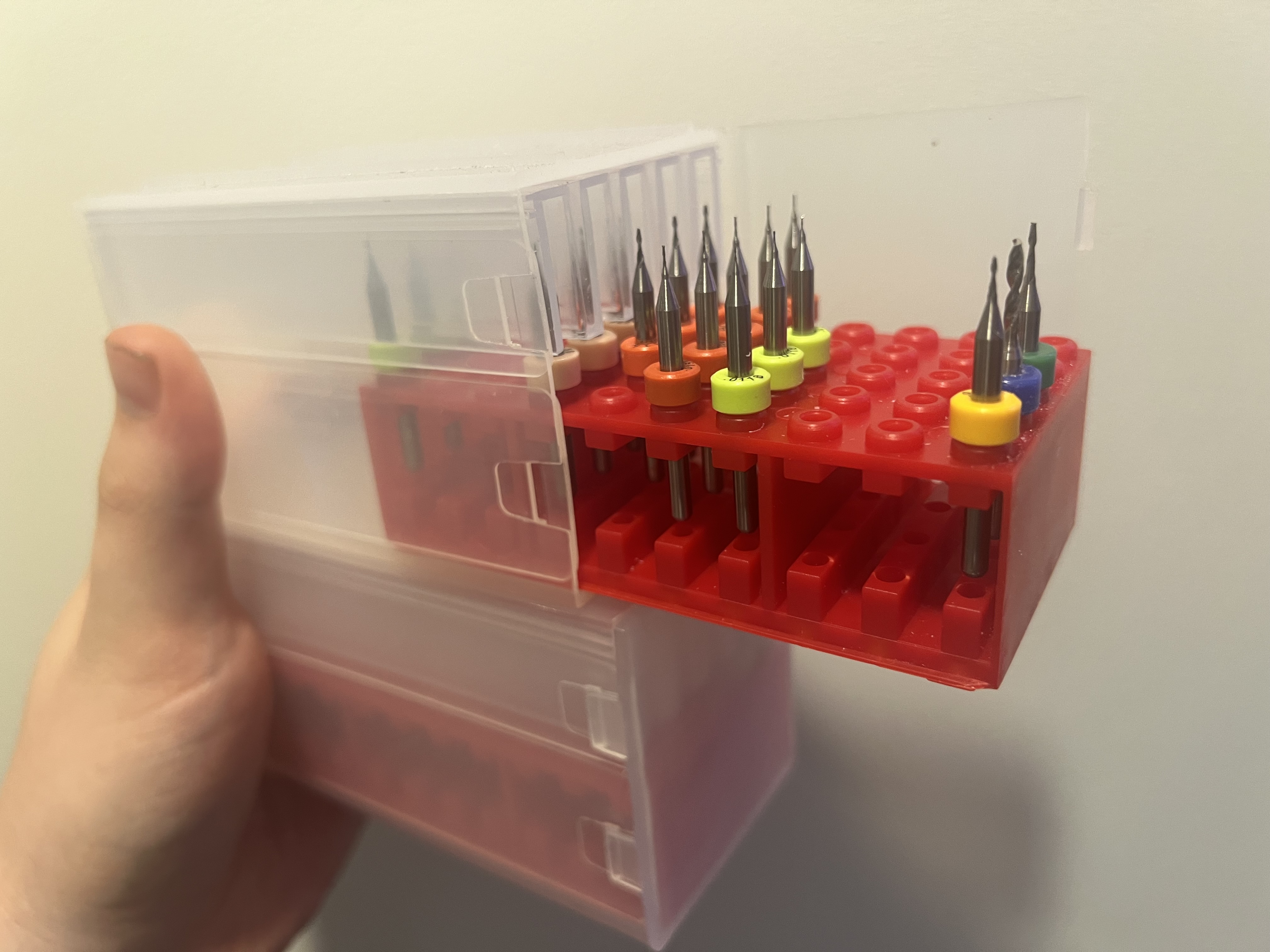
I usually try to order enough at once to get the fancy tool holders but I’m always annoyed when I forget which tools they hold
Someday I’ll 3D print a little shelf for them to slide into and label the cubbies. (Leveraging the nice features like the rails on the box to allow stacking)
I have one of those large cases and I keep all of my 1/8" V tools in it, since it’s pretty obvious which is which — I need to order 10 each of two additional angles (or maybe stock up on 1/8" downcut tooling?) to fill it out.