Hope you can see the image. Are these settings to severe tried to cut some letters in some MDF and broke 3 bits as it started its second pass
What feeds and speeds are you using?
Where is zero set in the file? What is your safety/retract height set to?
Where did you source the tooling?
Could you please post the .c2d file, generated G-code (if using v6 or earlier), step-by-step notes on how you are securing your stock and setting zero relative to it and managing all tool changes and a photo showing an attempt at cutting still in place on the machine?
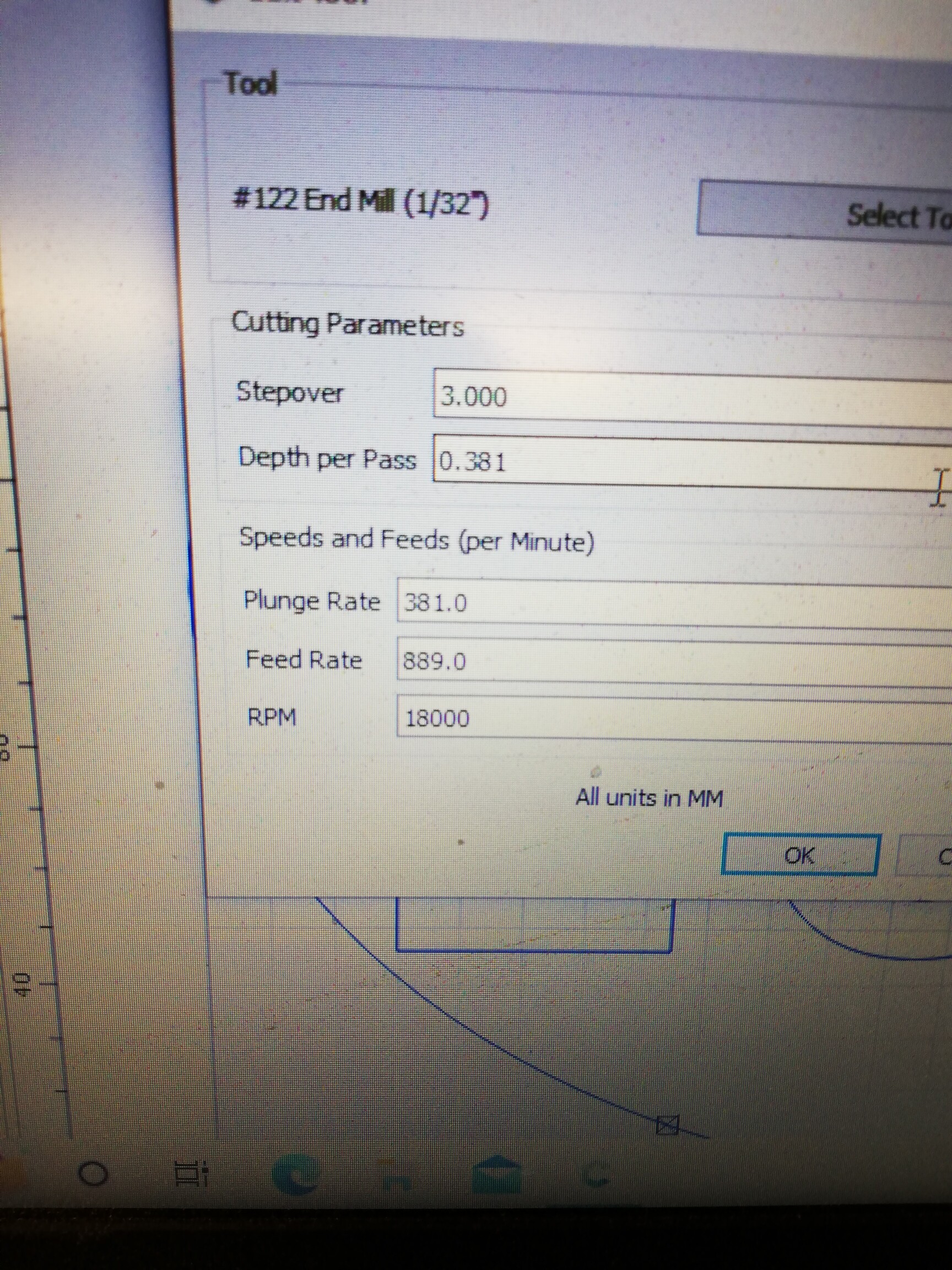
The feed is 889 speed 18000
Zero set at top
Tooling bought of Amazon
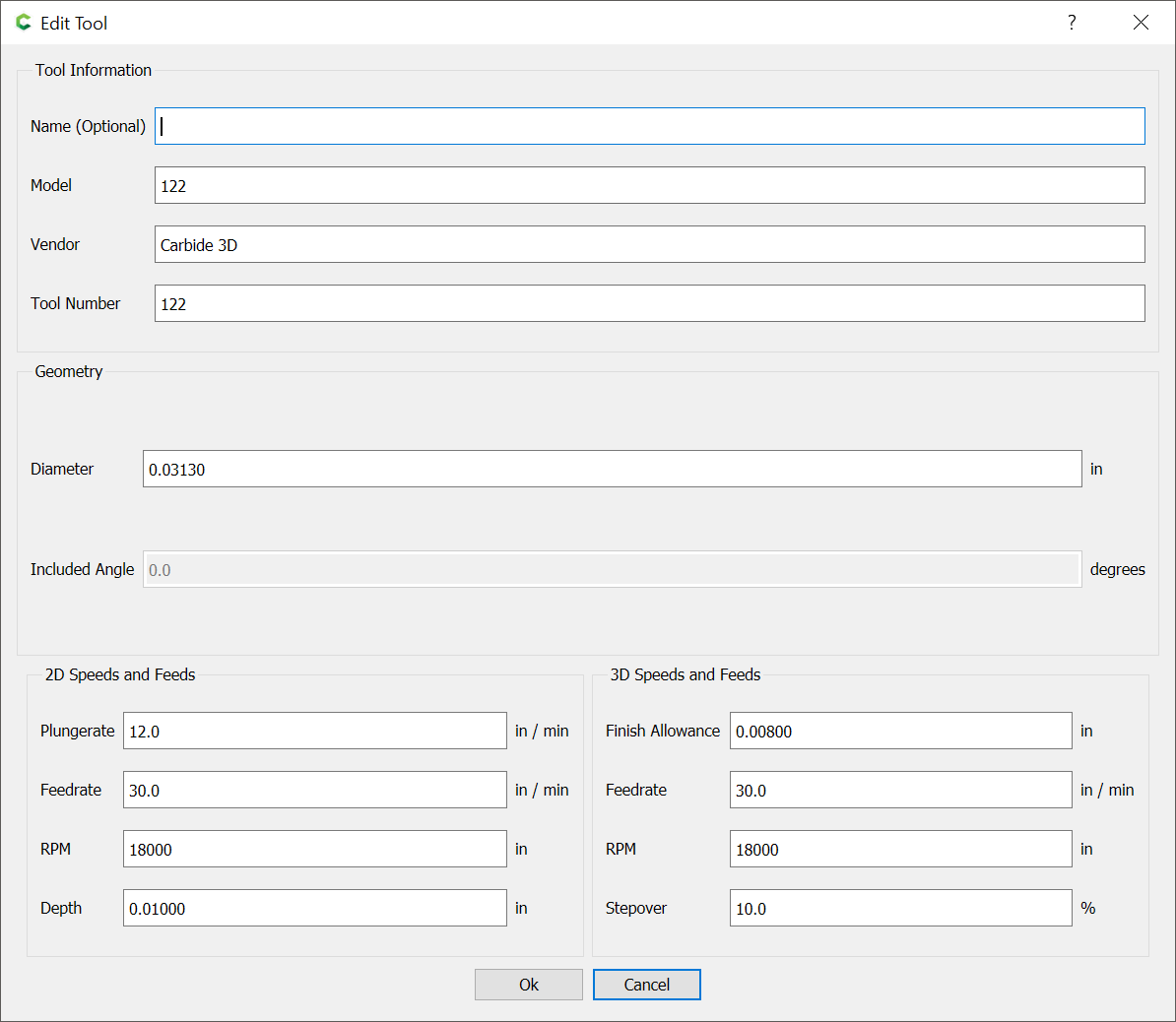
These are carbide create settings
I am using V6
I am using the green plastic clamps that came with the shapeoko
In the picture your feed rate is 899 MM try setting that to a lower number. The 899MM is about 35 IPM. The 1/32 inch is delicate. Also check your depth of cut and make that small. That will add time to our carve but will help with breaking bits.
1 Like
Are you cutting through material of engraving?
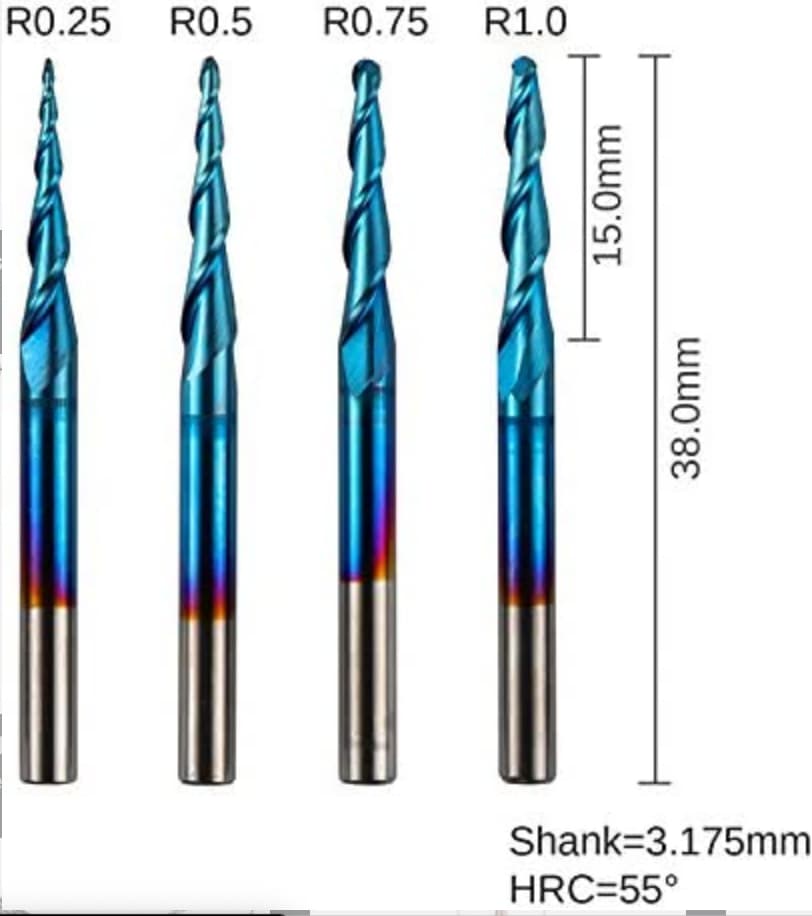
If your engraving I highly recommend going with a tapered ball nose. I use R.25 and R.5 MM quite often on aluminum, only lost one R.25 MM when I messed up on my initial Z zero setting.
Also check the cutting length of the bit and your actual cutting depth. Some of the 1/32 bits only have a 1/8 inch cutting length you may be at its max depth and that alone will break bits off.
Anthony
I am cutting out shapes and the outlines of letters and other things. Have you any suggestions for settings for this.
Hello thank you for your reply have you any suggestions what I should lower these too
I am only cutting 1 mm for the out lines and 3mm when I am cutting the shapes out.it hadn’t got anywhere need this depth though as it had only made the first pass of the first letter
The tapered R.5MM two flute is fed at 12 in/min, DOC .0035" 18000RPM. I set Z zero a fat .001" high so the first pass is a scratch. I feel like it’s a bit easier on the bit going in the first time. Ramping in would be a nice feature.
Start with halving your F&S. If all goes well then in the CM application as you are cutting you can increase the feed rate 10% at a time. Just remember those bits are not cheap so trade time for money. It will take longer cut cut with lower F&S but cheaper in the long run.
Looks like the step over is 10 x too high.
1 Like
More importantly, why are you using one/32 end mills when you could be using tapered end mills that are much stronger? (Ref: R0.5 = 0.020")
5 Likes
@RichCournoyer - Are those a Tools Today bitset?
Huh? Tools Today…are you talking about those overprices Amana cutters from “ToolsToday?”
Please buy them from eBay/Amazon…don’t overpay for carbide cutters for a Hobby CNC…there is 99.999% no difference. True, in the past 6 years I did receive 2 bad cutters from BandGood.com…which is why I do not buy/recommend them anymore.
FYI: True you cannot add them to Carbide Create as a taper cutter. Let’s talk about this. Since we mainly want them for the tiny tip radius, add them as a standard ball (1/32, 1/2mm, etc) Fact: Nearly impossible to break the 6mm/1/4" Shank cutters…oh and I have tried.
Thank you for all your advice on setting changes will try them next time I am in the shop. Also ordered some tapered bits if all else fails
Thank you @RichCournoyer. I’ve watched your outstanding projects here for quite some time and consider this to be good advice for a hobbyist at my level.
I had some cheap 1/32 bits off of Amazon with a ridiculously long diameter to length ratio (3/8 = 6/16 = 12/32)…so 12x, that would not hold up no matter how low and slow I went. So it could very well just be the bits you bought.
1 Like
At JPL I had a team that regularly cut 0.002" wide by 0.060" deep slots in brass…using 0.001" end mills…it ALL about speeds and feeds.
FYI I cut metal 95% of the time, and haven’t broken an end mill in over 2 years. Present project requires 1mm and 2mm end mills. (Oh I have broken many when I was younger and learning the game…)
1 Like