Carbide 3D Community Site
Brushless Makita Mod (unsupported)
Unsupported
gmack
(Gerald Mackelburg)
July 31, 2020, 9:42pm
679
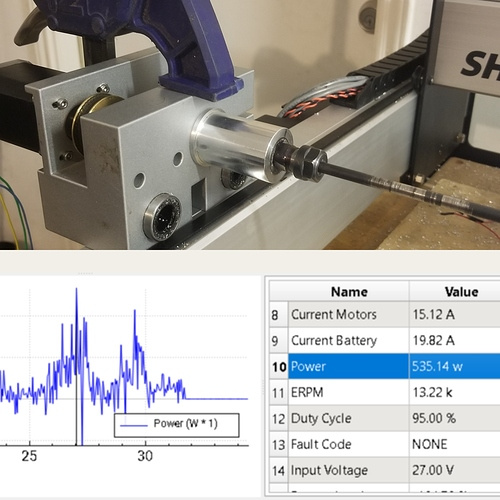
From your other post
, it looks like 13220/4/27 = 122.4 RPM/V
show post in topic