Think my power cord is long enough? LoL

10 feet of 10 gauge wire. Going to shorten it once I figure out how long it really needs to be.
Think my power cord is long enough? LoL
10 feet of 10 gauge wire. Going to shorten it once I figure out how long it really needs to be.
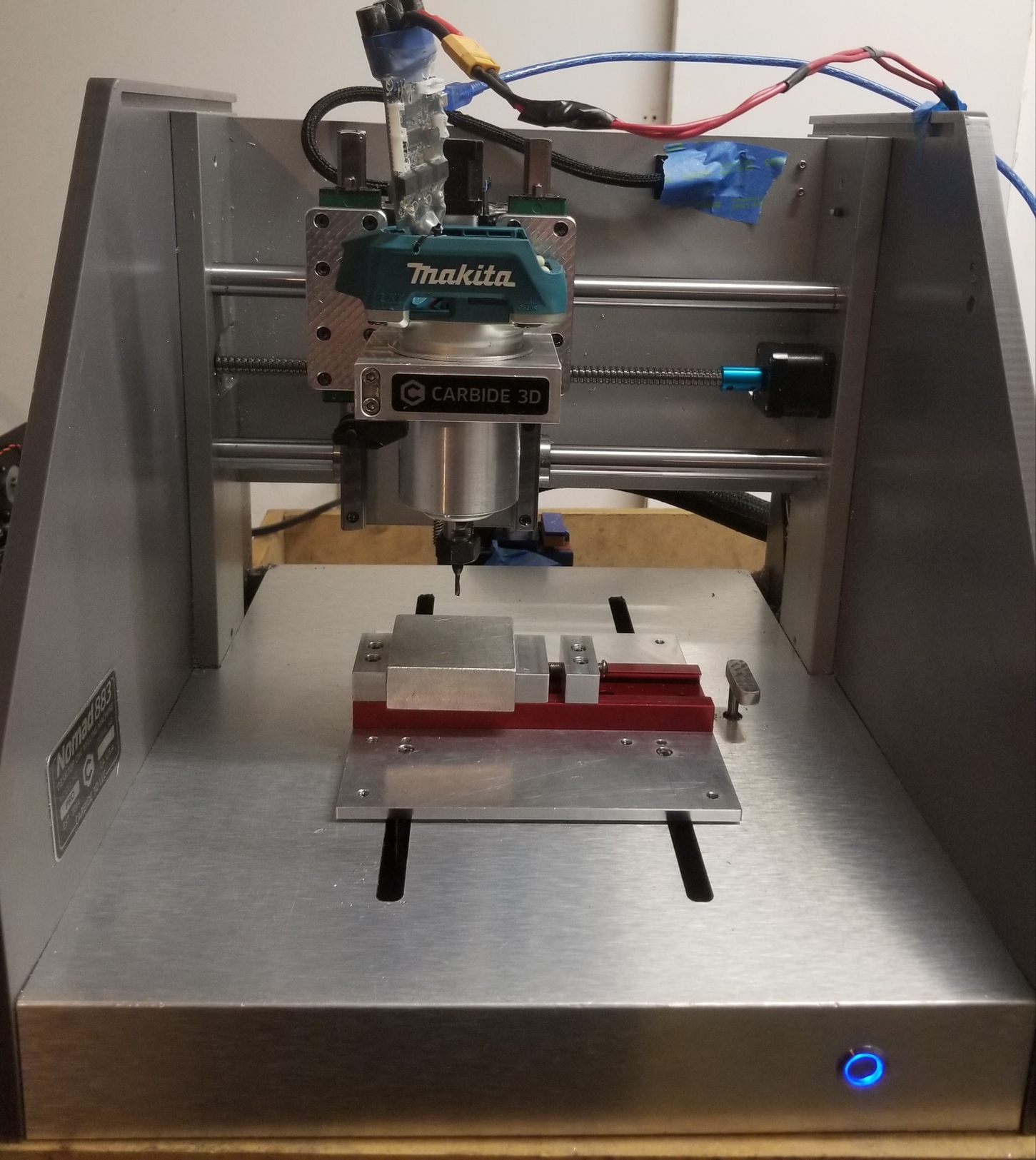
How do you feel about EMI? I got all setup last night to cut and am drawing a project right now. The VESC doesn’t fit too well in the makita case lol.
I was actually just about to ask you on your thoughts on mounting the VESC.
I think I am going to 3D print something that slots into where the battery goes normally goes.
Hopefully remote mounted with a shielded cable in my case, it’d be nice to get it away from chips. With a stock body yeah you’re idea of a battery mount would be ideal.
I saw a mini vesc that might be easier to fit.
Pretty sure you want the 3 wires going to the motor as short as possible, though I am not an expert on BLDC motors.
I’m not am expert either but the vesc has some pretty big wires and I ran the eskate at about 7 inches. I’m thinking a 12 inch span on the Nomad wouldn’t be much different, especially only drawing so many amps.
A shapeoko has a bit more space
So I realized that my RPM map needs to match what is being used by GRBL. This complicates thing as I need to figure out how it is mapping each step in duty cycle to RPMs.
$30 - Max spindle speed, RPM
This sets the spindle speed for the maximum 5V PWM pin output. For example, if you want to set 10000rpm at 5V, program
$30=10000. For 255rpm at 5V, program$30=255. If a program tries to set a higher spindle RPM greater than the$30max spindle speed, Grbl will just output the max 5V, since it can’t go any faster. By default, Grbl linearly relates the max-min RPMs to 5V-0.02V PWM pin output in 255 equally spaced increments. When the PWM pin reads 0V, this indicates spindle disabled. Note that there are additional configuration options are available in config.h to tweak how this operates.$31 - Min spindle speed, RPM
This sets the spindle speed for the minimum 0.02V PWM pin output (0V is disabled). Lower RPM values are accepted by Grbl but the PWM output will not go below 0.02V, except when RPM is zero. If zero, the spindle is disabled and PWM output is 0V.
How about mounting the VESC on the Z axis carriage so the flexy wiring only has to follow the Z movements?
Does the VESC need a heatsink to run?
Looks like the stock firmware settings on the Carbide Motion Board have Min RPM set to 0 and Max RPM set to 1000.
Is there a guide somewhere on how to change GRBL settings through version 5 of Carbide Motion?
I am mounting it on the spindle housing. I do not want the cables moving around too much as it can put stress on the VESC’s solder joints.
In CM just used the MDI tab and manually update the grbl settings. The shapeoko is setup default so the pwm is pretty much just on/off. After you change the settings you can also manually send pwm signals by using M codes in the tab as well. That should help you map the rpm range.
Oh. One thing I’ll add is that I remember CM giving me a speeds and feeds warning when going over 30,000 rpm. Nothing major, just might get annoying.
Yup. I have changed my code. The duty cycle is calculated as a 0 to 255 value. 255 is basically 100% duty cycle. I am then taking that and multiplying it by 200. This gives an RPM range from 0 to 51000 RPM. GRBL should have it’s max RPM set to 51000. This is to make the RPM values a multiple of 200. Once that is done the two SHOULD line up. Just to add a safety factor though I did put a hard limit in my code of 35000 RPM. Any calls from GRBL to go over that will just result in an RPM of 35000. This limit can be easily raised though.
I would really like to know how it handles low RPM milling.
Yes low rpm 4-8000 would be interesting 
Well I went with a more comfortable fusion adaptive cut. Because Im running the Nomad I can’t push as much force as the Shapeoko with its Nema17s. An 8 pound max machine force feels about right. Ran a six minute toolpath, split into duty cycle and speed control settings on the VESC.
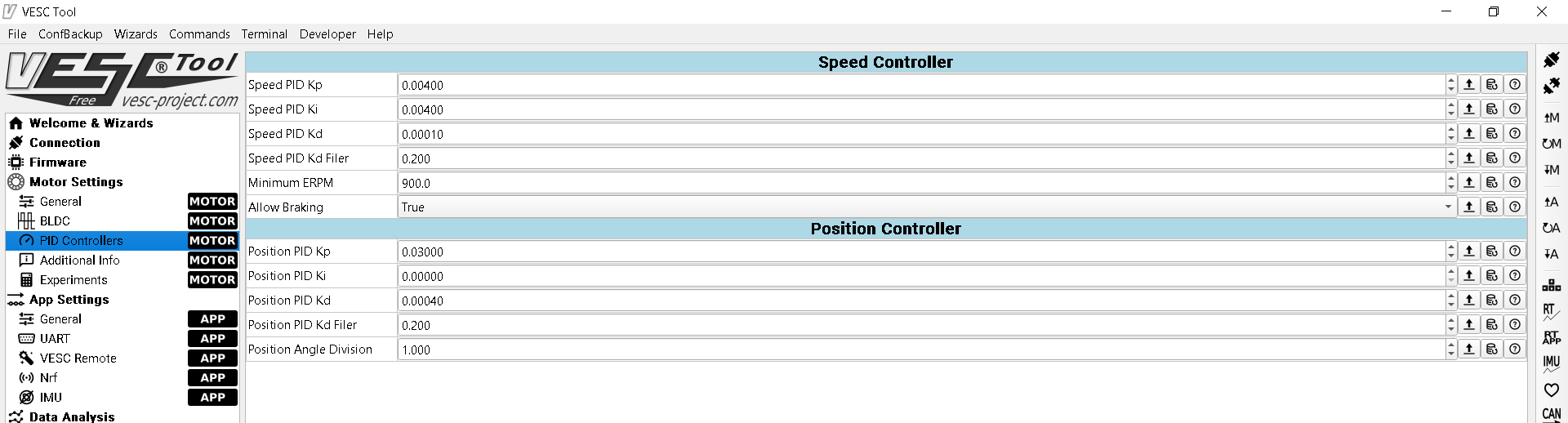
I like the speed control but it is a little rougher. PID settings are stock and seem to work pretty decently, rpm looked to be within 100 of target. If anyone has any tips on tweaking it I’m all ears.
All the vids are shaky cam because the DSLR was dropped last week and is in repair. I have the CSV log files as well, but playback on the VESC Tools app isn’t that great as its meant for an Eskate with gps data. Even running without a fan the temps of the router body were pretty good. Its cooling down now and I might have some stainless to test for low rpm.
Also would like some tips @gmack on how to setup the spindle/router table in the workbook for accurate estimates.
Nice! Have you tuned any of the settings since you sent me your config?
I might have changed a few things, not really sure. I’ll email the current motor confi
Since you guys are a hard bunch to impress. Chucked a Titanium plate into the Nomad and ran it.
According to @gmack workbook, measured K factor was 0.4, please let me know if I did that wrong. In hindsight I should have dropped the rpm to 4,000 to net a 262 sfm instead of the 1/4 running 5k and 327sfm. Little to no heat could be felt around the router body, would be nice to get that sensor.
AVG Sample rate - 25.45hz