So…
What does that do to the observed force on the spindle?
So…
What does that do to the observed force on the spindle?
Cuts the impact forces in half and doubles their rate, right? Using more of the helix (DOC) seems like it should help smooth things out too (like helical/spiral planer and jointer cutter heads.)
Thx
So same average force but less vibration input to the spindle assembly.
Figured I was better off asking you than assuming 
That Datron 8mm was the only high balance flat endmill I had in the arsenal, and with its wiper, produces the best finish at the highest MRR out of all my endmills. One day I’ll pick up a few kennametal though, even if that max chip thickness is weird.
I’ll test out multiflutes when I get back in town. It seems the Nomad should be able to push even a triple at decent chip thickness for dry cutting (very different than flood or mist coolant).
What’s a good way to share the csv files?
Compress them to turn them into *.zip for compatibly with requirements?
edit* right file now
the right file.zip (378.7 KB)
Increasing the number of cutting edges and reducing chiploads should both reduce the excitation forces on the machine from cutting. Abrasive endmills?
Yep,
Makes sense now you mention it, high helix cutters which always keep part of a face cutting, multi flute cutters etc. It’s an argument for depth over width of cut too. I guess a fly cutter is the high vibration counter example.
Gotta be careful with that though, especially when plunging or slotting with an upcut endmill, because the upward forces on the workpiece can get pretty high!
More flutes also means a thicker core which should be stiffer. Is there any way to calculate axial forces in the worksbook?
I really want to try the Modkita in a Shapeoko with a few 3 flute 0.375s, see what it can do at higher loads.
Nah - I decided that was too hard because of the number of variables involved. But it’s a fraction of the overall cutting force.
It surprises me that Shapeokos support higher loads than Nomads. Is that true of all variants of each machine, or just your beasts?
Is there any rough guide for the axial force or are the calculations really hard?
e.g. if the cutter flutes are at 45 degrees can we assume that the total cutting force is also at 45 degrees to the rotational axis and then the axial force is 0.7 of the total cutting force?
Or is that so oversimplified that it’s not worth thinking about?
For some reason I was (erroneously?) thinking that it was also dependent on other cutting parameters. If not, it’s easy enough to add to the workbook.
Well…
The radial velocity of the cutter faces are constant and the distance moved per tooth should be the same, but their cutting angle will change with the helix of the tool, don’t know if that’s going to change the cutting force.
The question that needs some thinking about is whether the cutting force is normal to the cutting face even when the direction of movement is not.
Unless I’m missing something, that data is useless.
my apologies , grabbed the wrong file
the right file.zip (378.7 KB)
There a big difference between those the Nomad and Shapeoko. Maybe its the drive system, nema 17 vs 23, belt drive contributing to damping?, round linear shaft bearing, everything combined? Best I can do is test the Modkita on a stock XL vs the modded S3.
It seems to me that as the endmill’s angular engagement (width of cut percentage) decreases, the cutting force in the feed direction increases and the normal force decreases. Does that make sense?
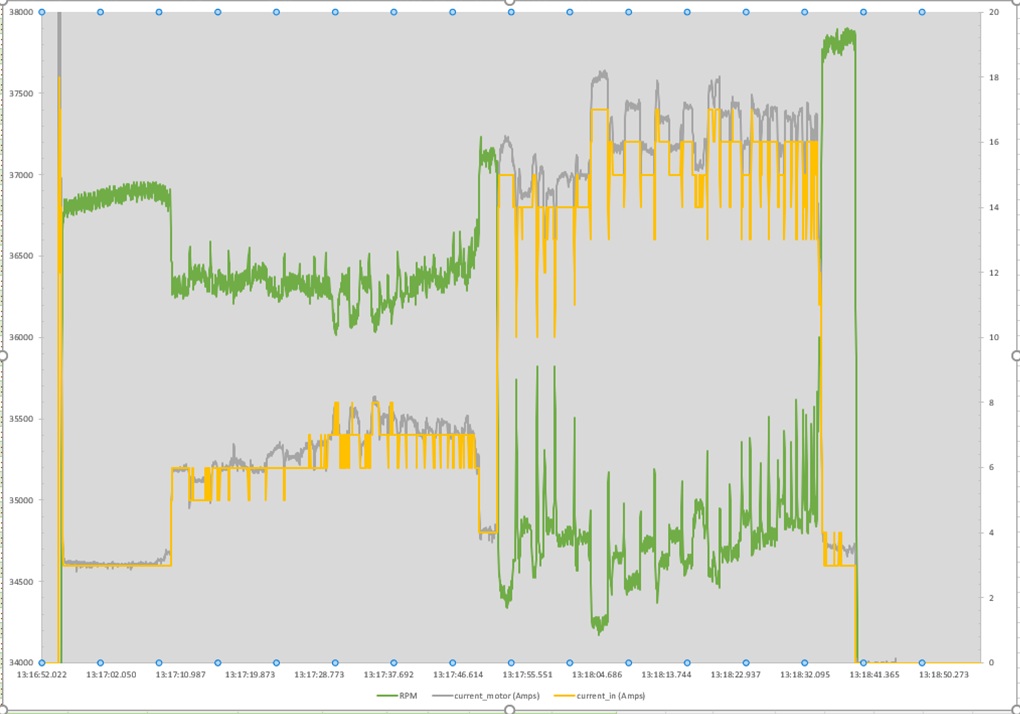
That looks better, does it make sense? It looks like you might need a bigger power supply (still limited to 15 Amps?)
Mines actually a 20 amp but it doesn’t have any issues pushing 40+ amps to the motor. I actually wanted to ask you about that on the workbook. For it to be accurate for vesc use it seems I need to use motor current max instead of power supply max output.
Maybe someone else can explain why the motor current can be that be much higher. Its something about waves, mosfets, phase amps. That’s over my head.
However the power supply hasn’t shutoff due to overloading so that’s tells me its sufficient. On the rpm, I was running in duty cycle mode so I don’t think it used the pid for speed control.
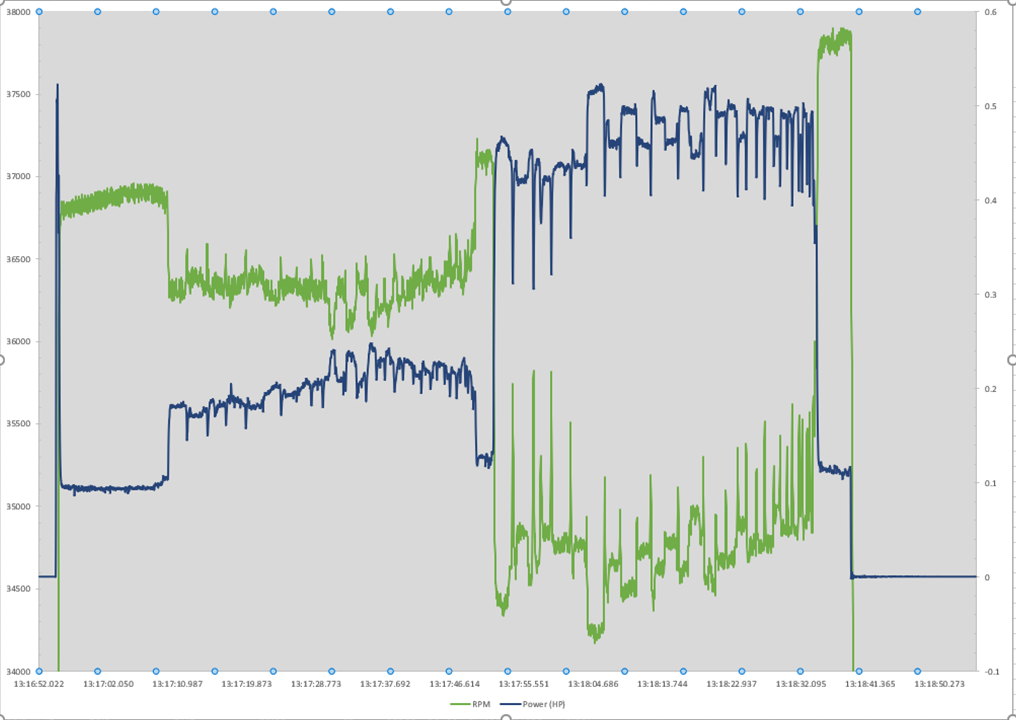
Here’s a good explanation of that. You’re running the motor as fast as it can go with that 27 Volt power supply. 27 Volts * 20 Amps = 540 Watts. Your available power output of the motor will be less than that due to inefficiencies (heating, bearing friction, etc.) (540 Watts is 0.72 HP).
The motor controller should be able to provide close to the power supply’s full output capacity to the motor regardless of motor speed. Since lower speeds require lower voltages, the motor current (and torque) available should increase (from 20 Amps) in inverse proportion to the decrease in speed (from the maximum). I tried to take that all into account on the spreadsheet for the VESC BLDC spindle (unless I screwed something up again!)