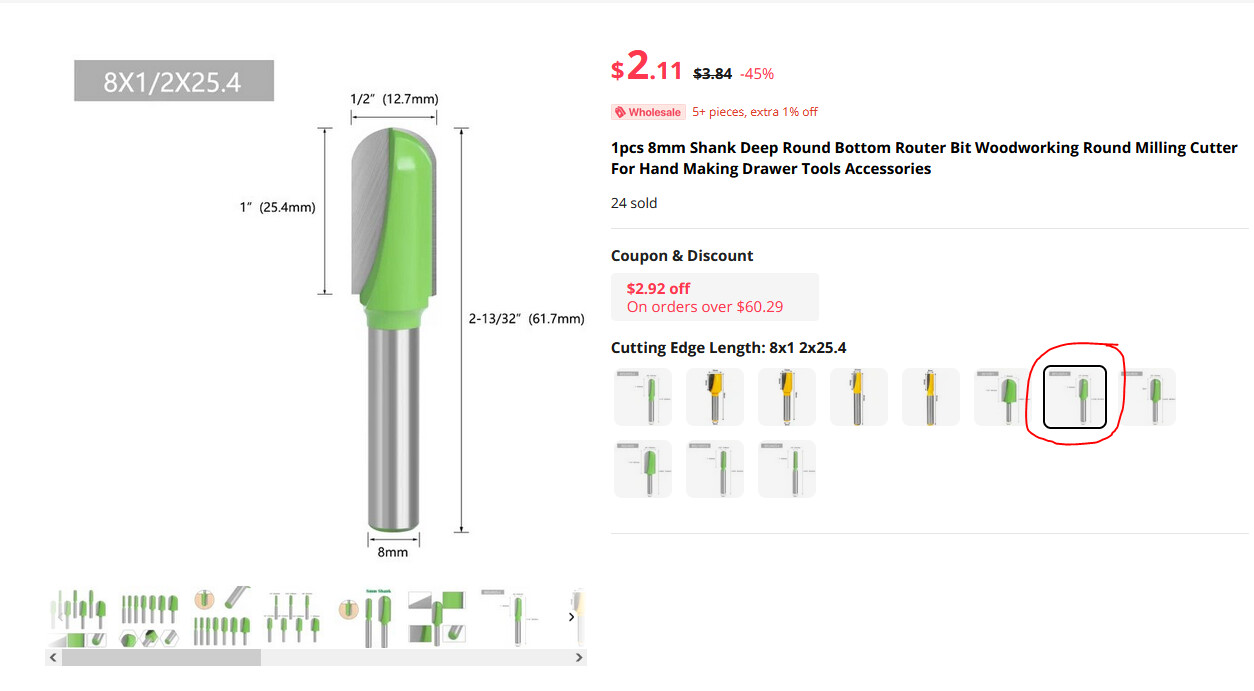
I need to have a reach of 45mm or 1-25/32" or more, plus whatever will be in the collet.
My hours long milling project was 2 mins from completion and I was on the 2nd to last step – this step required for the first time, a 1/2" round bits for fillets. Was only running it for about 5 mins and it was going beautifully, then, the bit just snapped off inside the collet, wasting my whole Saturday and a beautiful piece of Purple Heart wood.
Perhaps it broke because I was only holding about 1/2" in the collet? Is that not enough? I was using 14000 RPMs and a feed rate of 60 in/min. Was this too much for this sort of bit?
You didn’t say what machine you are using, but I’ve only tried a ½" bit with a ¼" shaft once on my 3XXL with a router. I didn’t like the sound of the test, but mine is a small machine. I concluded that I would break something eventually … and that was at 35 ipm using about ½ of the cutting surface. The largest ballnose bit I use is ⅜", and I keep a maximum 0.050" pass depth.
To me, the key to larger bits is an appropriate pass depth.
Oh, and for a nearly 2" reach, ½" in the collet is asking for trouble.
What spindle are you using? Depending on your spindle, you may be able to get a larger collet. It sounds like that is not an option, or you would have done it already, but it doesn’t hurt to ask.
8mm (5/16") shanks are much stronger than 1/4", and I’m surprised that they aren’t more prevalent.
8mm collets for the Makita RT0701/0700 (which also fit the Standard Carbide Compact Router) are available from Elaire Corp.
The ER-11 collet system goes up to 8mm as well, so folks w/ an ER-11 Carbide Compact Router or VFD spindle can play in this lane as well — I bought mine from Maritool ('cause I found their website easy to navigate), but they are widely available.
Ah yes, I’m using the SO5P with the VFD Spindle. Can I get a 1/2" collet for that? THAT would be awesome. EDIT, looks like I can go up to 8mm. Tempting!
The ER-11 collet on the VFD spindle maxes out at 8mm.
You’d need an ER-16 or ER-20 collet system to go larger — we use ER-20 on our Shapeoko HDM, and we have an 80mm mount and matching spindle in development for the SO5 Pro, but no word on specifics or availability (check in w/ the folks in Sales) unless @Luke can share something?
That said, see:
which while not condoned or recommended or supported, does show what one can do with tooling at the end of a long shaft if one has feeds and speeds dialed in and if the tooling is suitably balanced (says the guy who had to all-but tear down his SO5 after an ill-balanced tool caused things to shake so badly bolts started to vibrate free) and if one keeps cutting forces to w/in what the mechanism will allow.
I recommend running it on the conservative side, but that’s just me. I’m a baby that doesn’t like my machine making scary noises.
EDIT: And definitely do what @WillAdams is suggesting below. I use these router bits (well, shorter ones, that is) for making dimples for wood board games that use marbles, and I have used them occasionally for a nice fillet. They definitely will chatter at the reach you are shooting for when you try to use them to remove all of the material, instead of just doing the finishing passes.
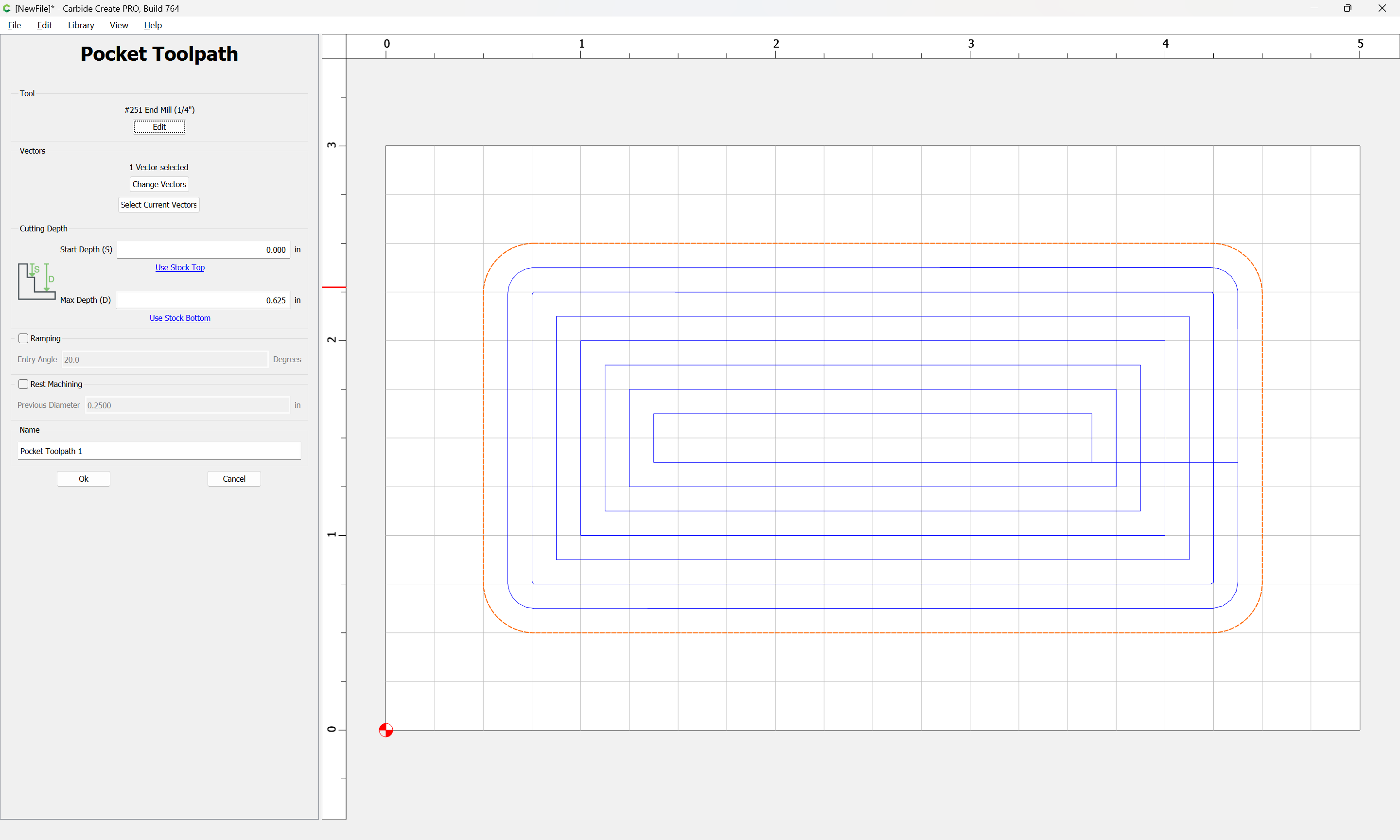
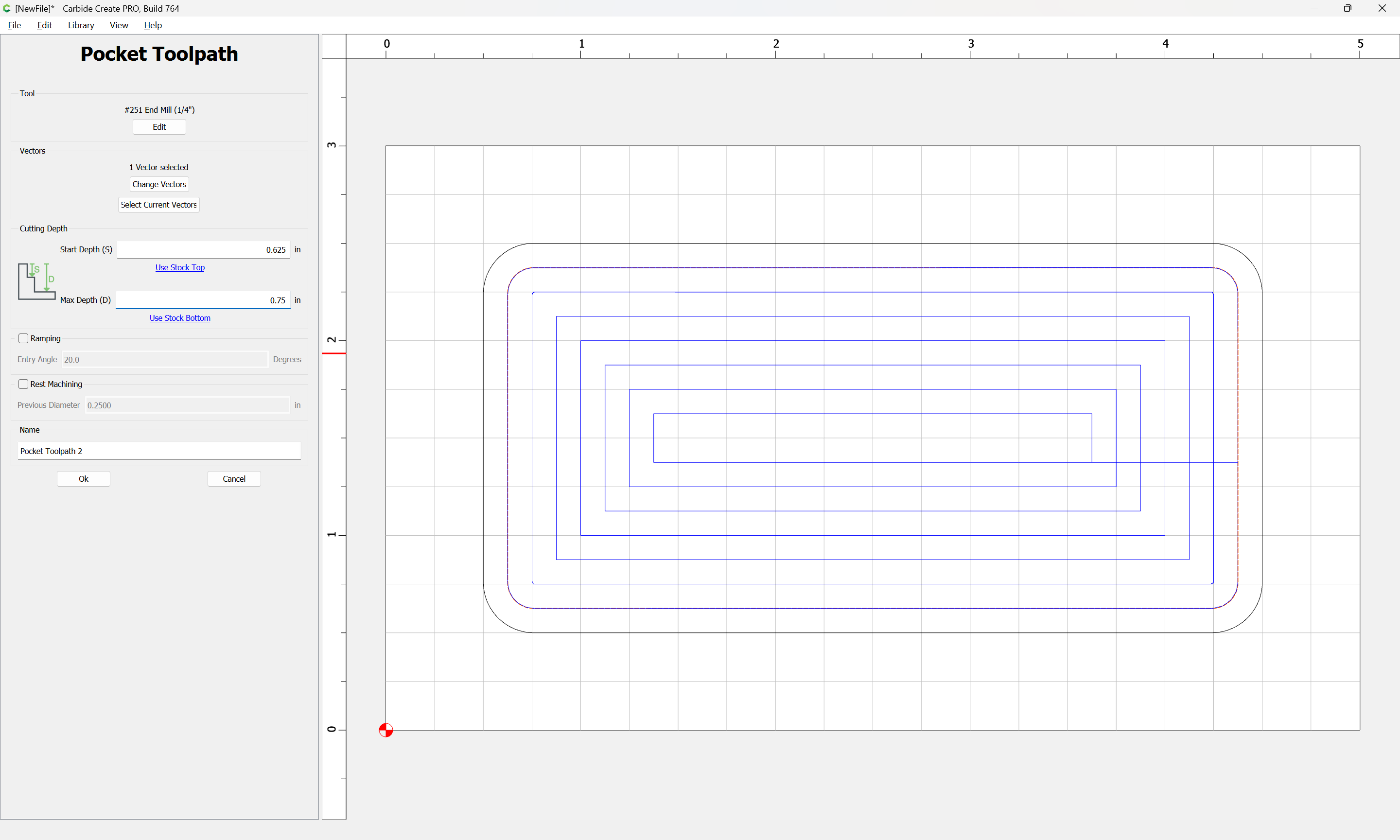
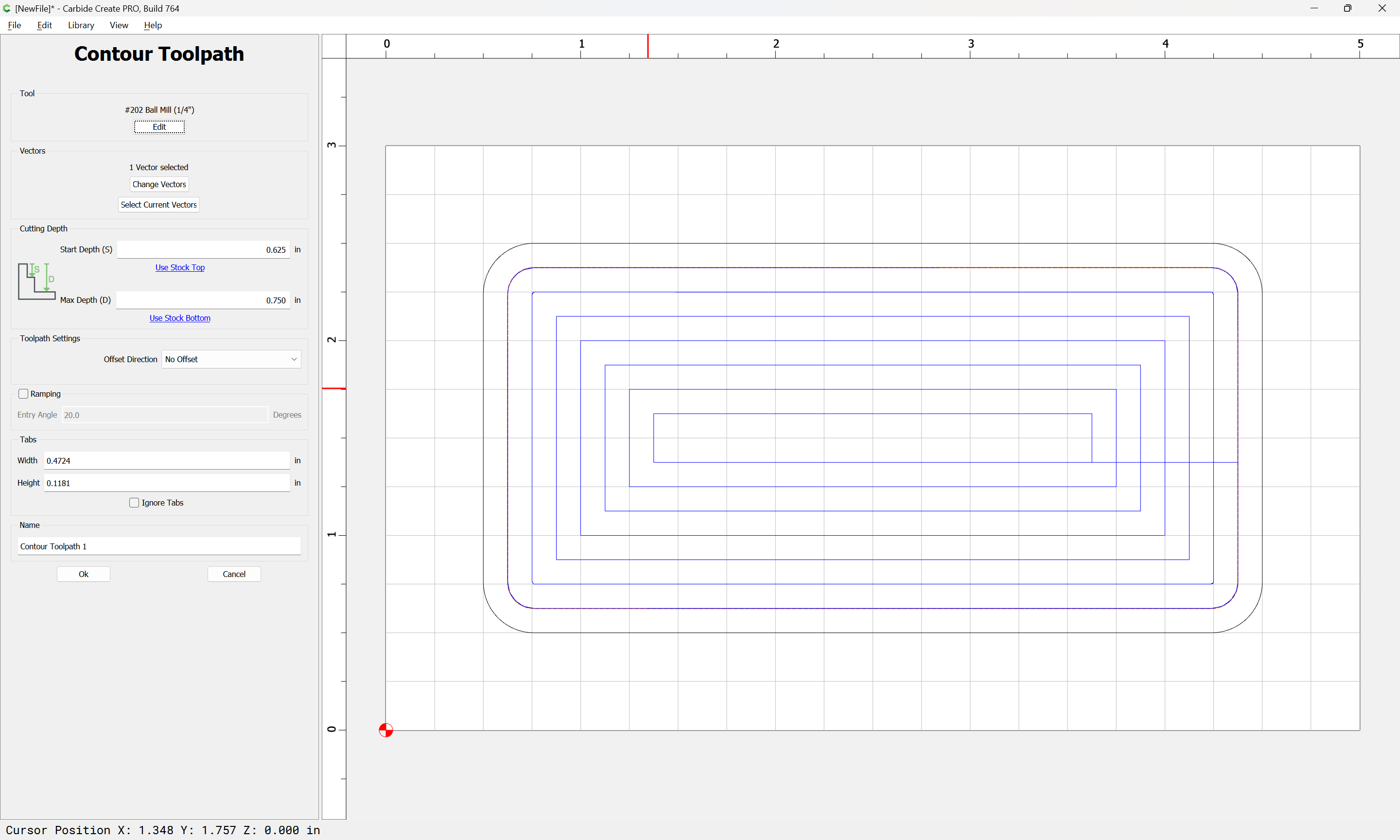
That said, the best approach here is to rough out the design using a suitable 1/4" or 8mm tool, then only use the larger bowl bit for finishing passes and final shaping, removing only as much material as is necessary to achieve a good result reliably.
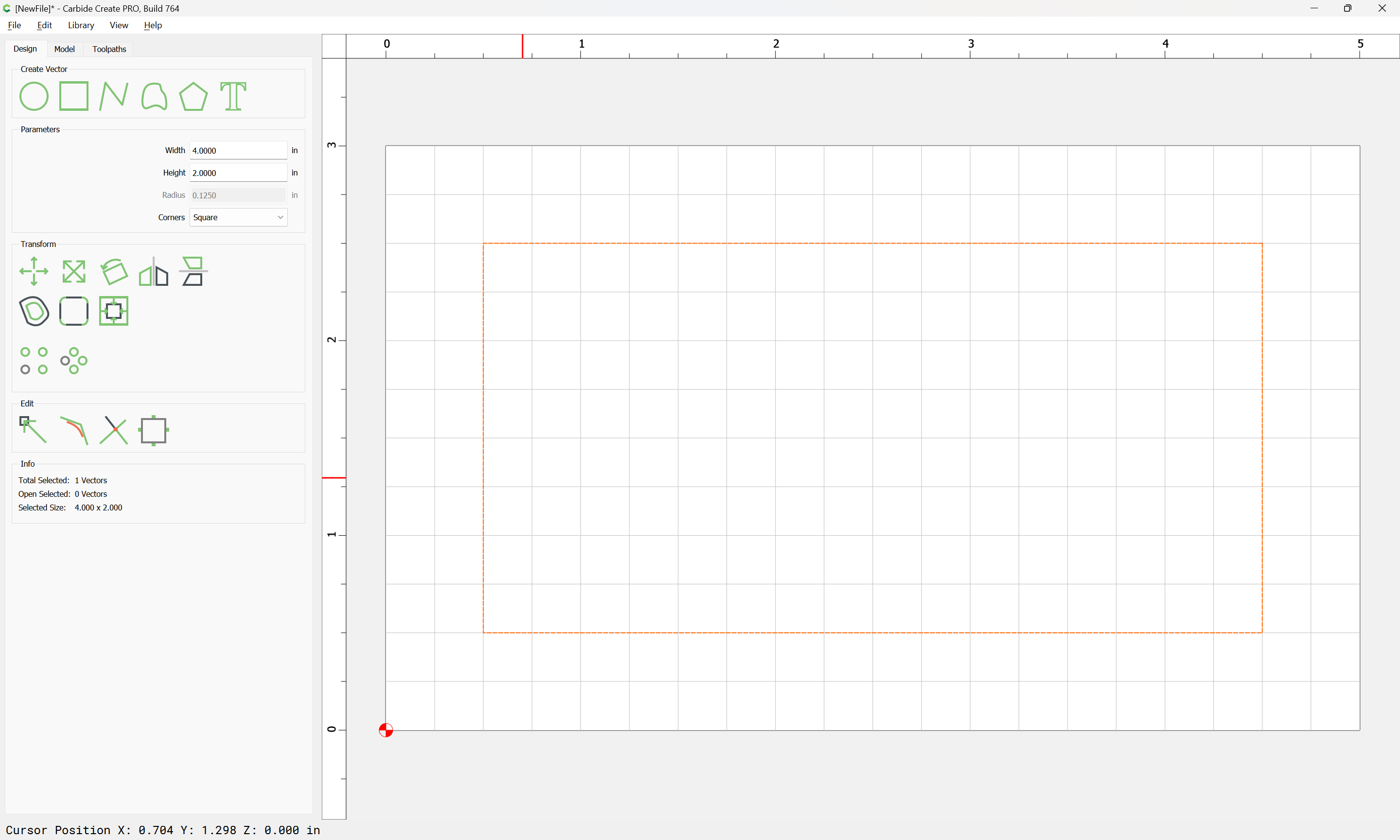
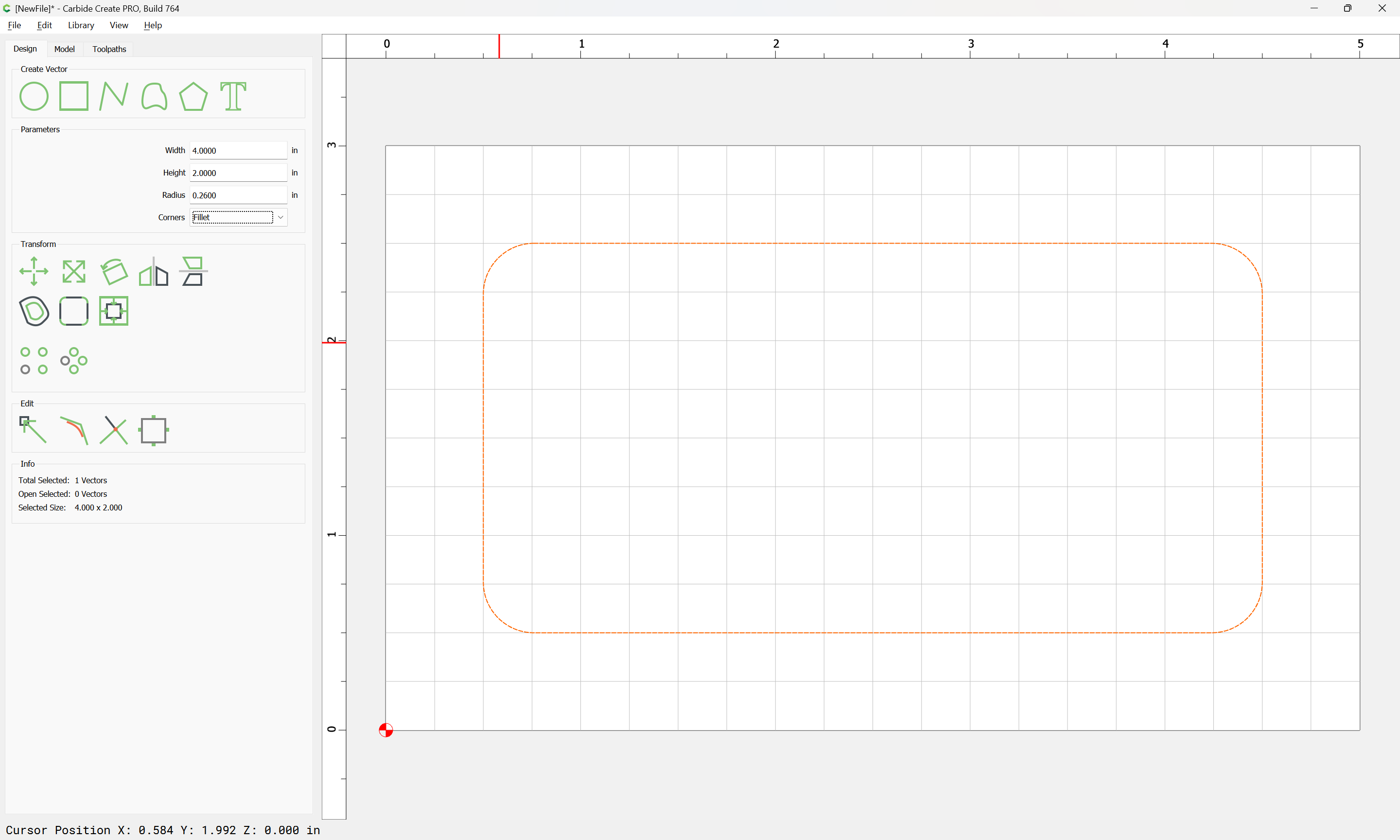
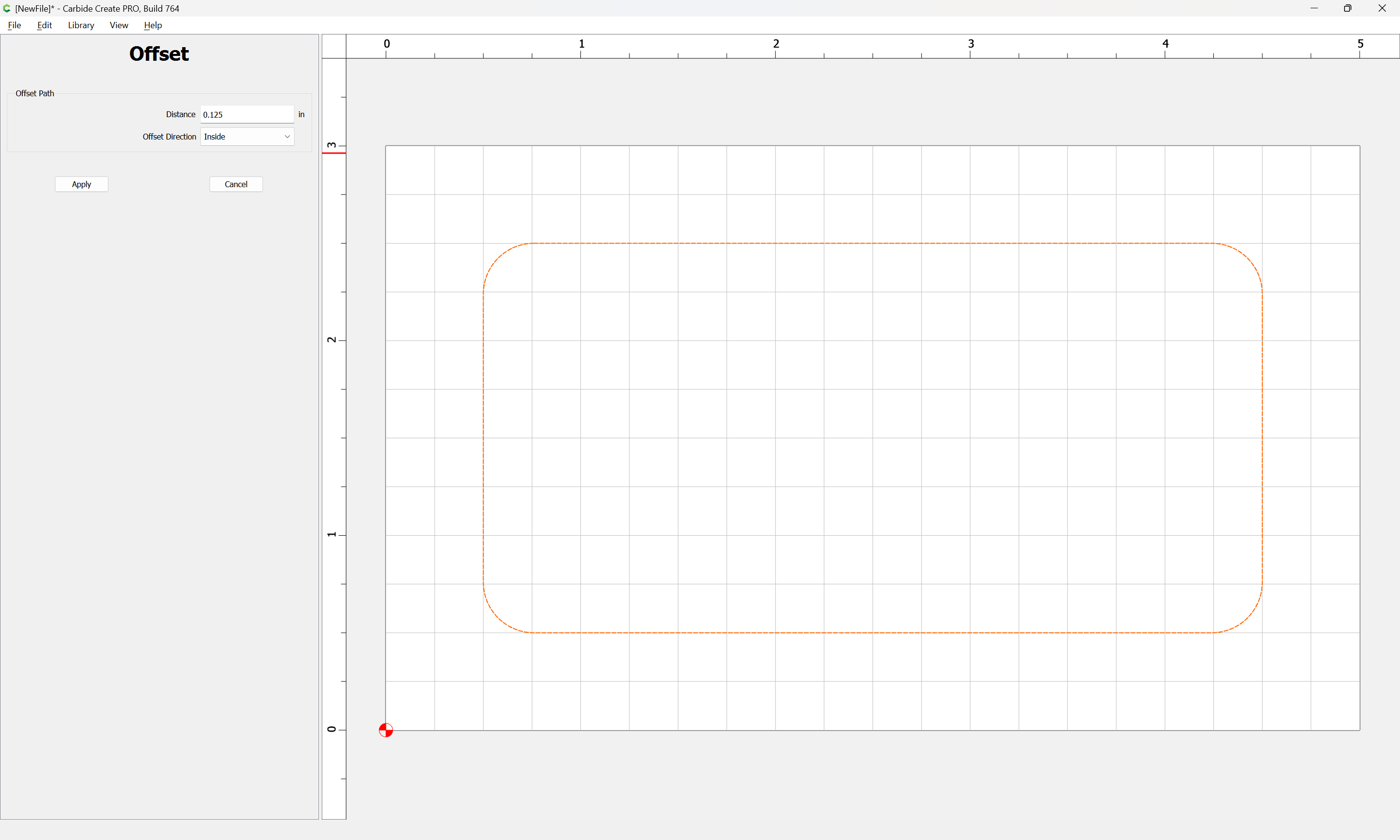
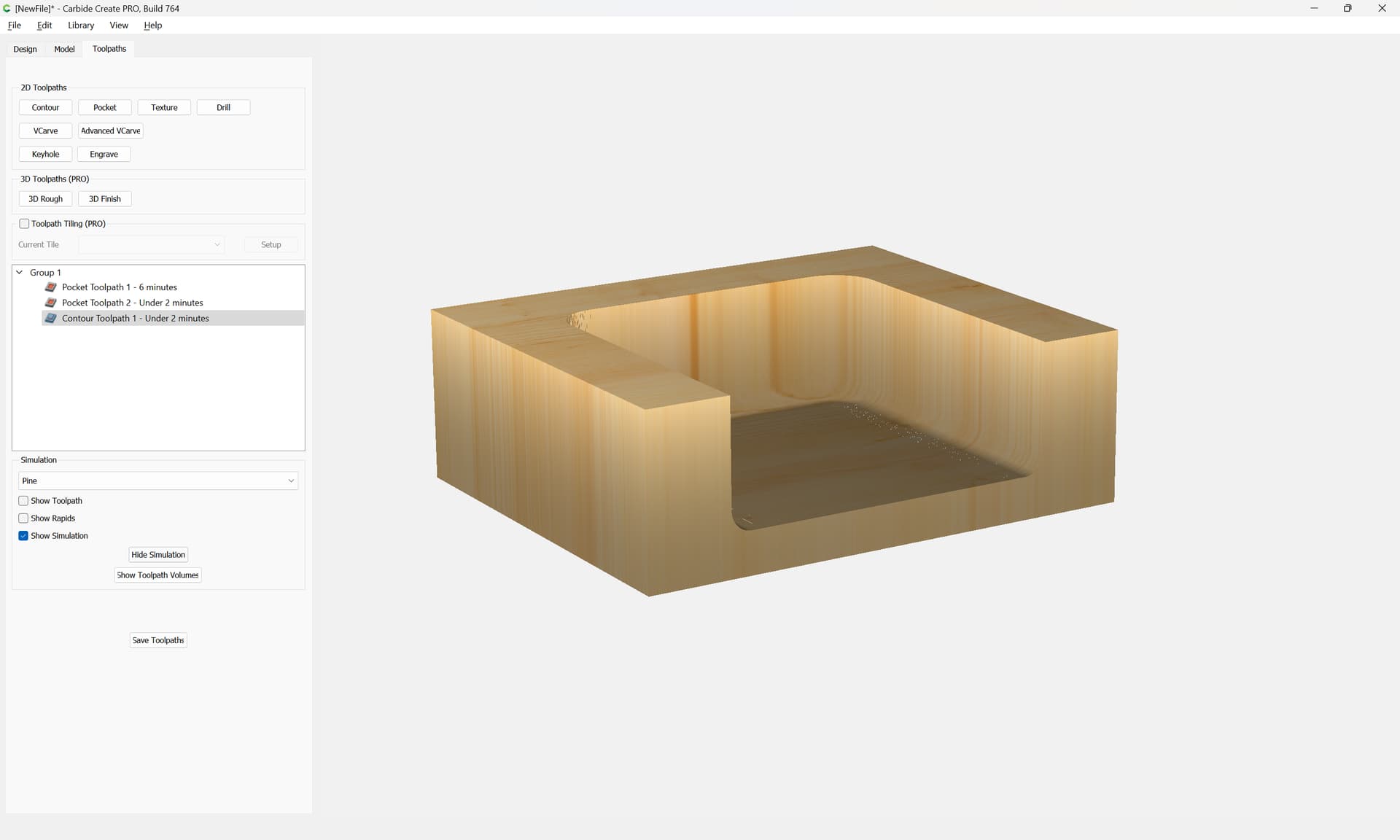
An example of this sort of thing:
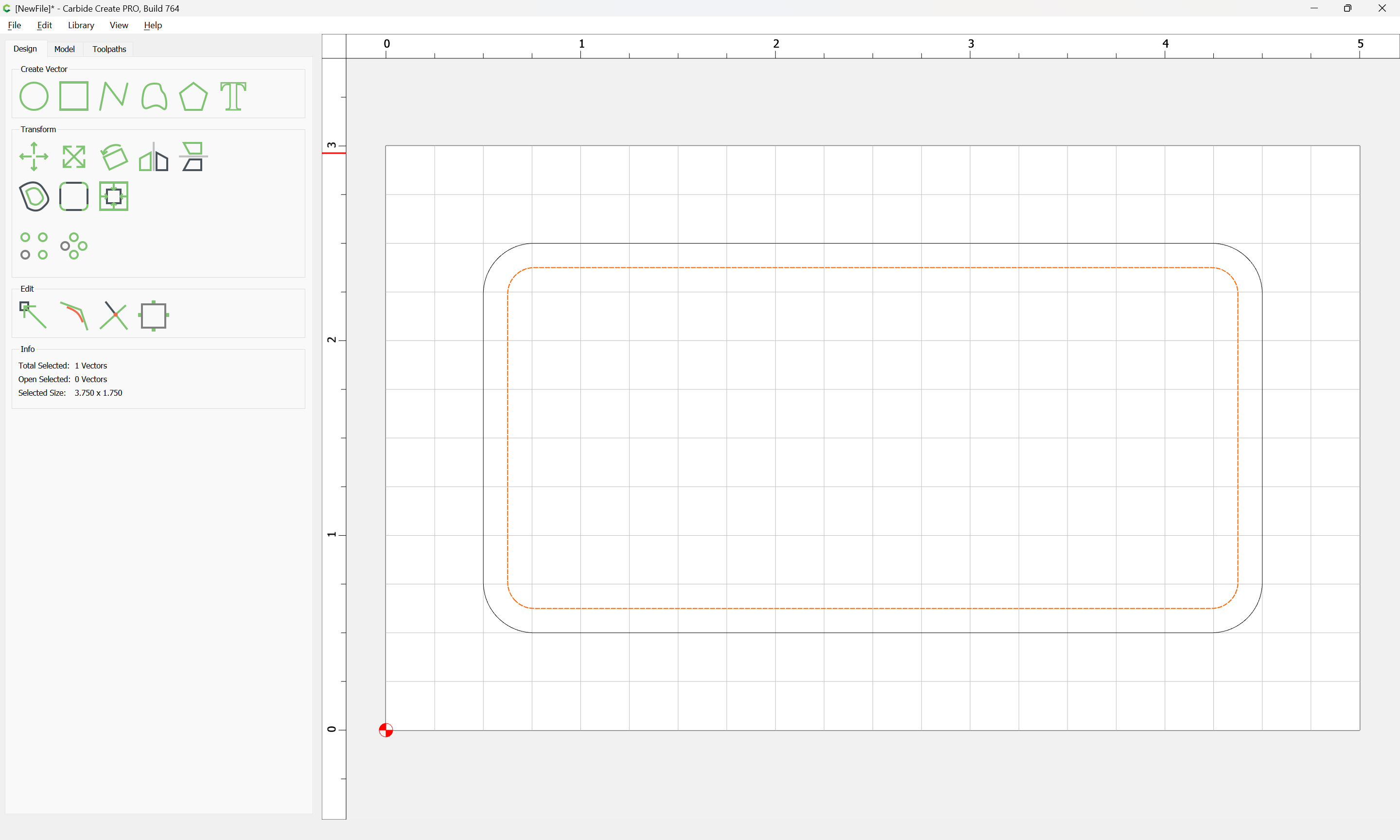
Given a small pocket which we wish to have a rounded bottom:
Hey thanks for this. It’ll be certainly for future readers for sure. I’m already doing this in my piece. Almost all the work is done with a 1/4" square end cutter, there are then 5 places where I round out the left over material exactly as you described above.
I’ve ordered a couple more of the same bits on express since I need them to complete some holiday gifts and I still need time to sand and finish them! I’ll be reducing the plunge-depth and step-over to like1.5mm this time around.