Hello I’m really impressed with the milling tasks the 5 Pro can do with Aluminum. Not sure if I should buy one yet or get a bench top mill such as the PM-25mv converted to CNC.
Curious how precise it could be. Could the 5 Pro can do some precision saw cutting which has a width of 0.3mm?
I will be using VHM 0.3mm saw blade:
I believe I will need some kind of arbor for it. Any ideas how this could be mounted?
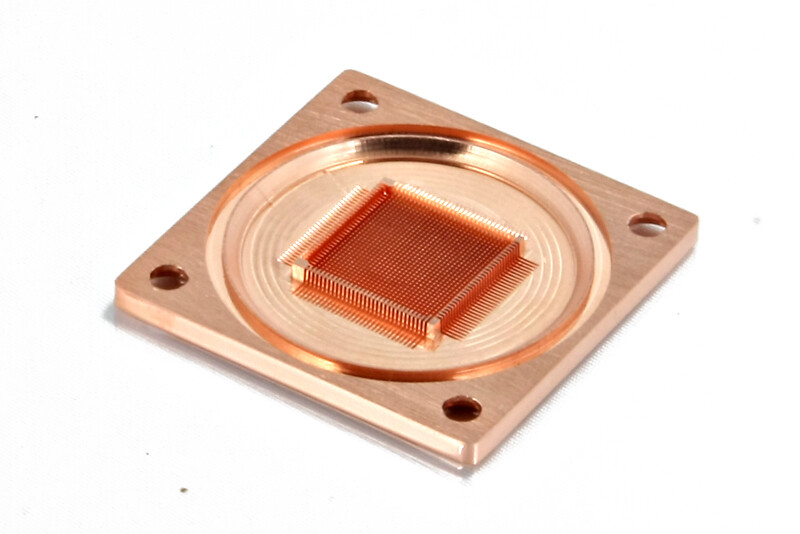
To give an idea what I am trying to achieve here, making micro fins which have 0.3mm channel gaps for water to flow through:
That’s really cool. Have you looked at the Nomad? A guy here made a mechanical watch with one a few years ago, with smaller tolerances than that fin design. I think the enclosure is more suited to metal work as well, rather than the wood bed of the 5pro.
Interesting work you’re doing making 0.3mm pockets. Would be nice if you have a youtube channel showing your work with the use of HDM.
These are the mini precision saw blades I plan to get:
It has a 5mm bore for the 0.3mm blade. The ER20 should be able to take 5mm shaft, however I’m not sure what kind of arbor to use to attach the saw blade and to the ER20 collet.
Also out of curiosity, you think a 0.2mm precision endmill able to make linear cuts and create multiple micro fins?
Interesting that sound cool. Need to dig around this forum to find it. The Nomad seems a bit too small, however the things it will mill are also small.
I have seen someone who placed a large thick heavy aluminum stock plate to the 5 pro, then used the 5 pro to surface mill it’s new bed, something which is often done to insanely expensive CNCs, it essentially makes it into a heavy duty metal enclosure since the column beams are also made out of metal:
The 5 Pro isn’t pure wood bed, it has a metal bed frame. I think adding a thick aluminum stock plate and machine it down from the 5 pro would make a strong base.
What is the maximum speed at which this tool (the slitting saw) can be spun?
How does that relate to the minimum speed of the spindle?
Is this tool safe to use without an enclosure? If it requires an enclosure, what impact rating does it need to have?
We have folks using quite small tooling in our machines, and so long as the workholding is secure, and the feeds and speeds are appropriate, they can cut quite well.
There is one representative @TDA active here, the company for which he works, Precise Bits, is as the name implies a shop specializing in such small tooling — I believe you will find his posts uniformly informative and helpful in evaluating the possibilities of such tooling:
Usual preface, I’m with PreciseBits so while I try to only post general information take everything I say with the understanding that I have a bias.
These as the original post indicates, are typically done with saws on the high end. For the highest end ones I’m aware of in production check Optimus. They talk about some of it like the difference between skived and sawn channels (keep in marketing in mind some though). They also have some info about their machines and tools (be ready to choke).
Typically these are attached to a spindle through a toolholder and in some cases a gearbox. You can find a bunch of examples by searching for ISO 30 saw. You could in theory use something with a smooth shank into a collet. However, you would need extremely low runout for the length, weight, and speed of these or it could be dangerous to you and/or the spindle.
There are a handful that use end-mills for this (we sell to a couple). However, the tooling is so small that you need a very high speed spindle (60KRPM+) and extremely low runout for more than one offs. In some cases it’s also specialized tooling as they end up needing extended reach to hit the numbers they want.
If there’s something I can help with let me know.
4 Likes
Griff
(Well crap, my hypometric precursor device is blown…)
10
To be clear, I’ve cut pockets to form slots in that size range. I’ve not cut a grid as you’ve described. I think it would be interesting to try though.
Yes the Optimus water CPU/GPU cold plates are the real deal. I plan on using them instead of making my own since surprising and oddly enough it’s dirt cheap with 10 year warranty. I make custom water cooled PCs so it’s careful and slow process to make them. I have no intention to make thousands of pieces and go competition with Optimus selling only water blocks/cold plates for less than $50, not my business plan lol.
But I see the Optimus cold plates are out of stock and I’m curious what entry level CNC machines could do.
As you mention the shank/arbour, this also needs to be extremely precise, not sure where to find them and would need to do some research on it. Does the tolerance needs to be in around 4 microns?
“ISO 30 saw” this is completely new to me, I read a lot about precision machining tools over the years but this one I never heard of. Will look into it. Does it look like this? It costs $3K lol:
As for the spindle, 60K RPM with low run out, know any which would work well with the SO 5 Pro? Does it need to have a runout tolerance of 4 microns?
Do you have a website for the endmills you sell which could mill like the saw blade?
Seems like I would need to get an enclosure for running a saw blade/end mill at 60K RPM, imagine it flanks off… ouch.
So the question remains, you think this task in terms of tolerance could be done on the SO 5 Pro with the right spindle and tooling or I would need something like a heavy benchtop mill such as the PM-25 stuff? The PM-25 will require a lot of spindle modifications and hassling to convert into CNC and will still be more expensive than the SO 5 Pro by a factor of $1-$2K. The SO 5 Pro is a new beast into the high precision plug-and-play CNC world and wonder about it’s capabilities and seems more suited for people like me.
I have seen someone using a BF20 Vario (very similar to a PM-25) to do this task using 0.3mm saw blade (he is using a precision spindle from china):
The downside about these bench top mills is that they have very small travel work area, like 19" X 7", hence I am not able to do more productive work on one machine such as milling large manifolds, water blocks and distro plates for PC water cooling, however they are very accurate for milling metal.
So I think 0.3mm is too small and precise. I did some research and it seems 0.6mm gap channels is ideal for water flow to prevent clogging:
Fin array is populated by 31 microfins with 0.6 mm wide microchannels that provide exceptional cooling performance without unnecessary flow restrictions or clogging hazards.
So I guess I should first start off with 0.6mm channel gaps then gain experience if anything smaller could be achieved.
You may ask why not simply buy the complete large off-the-shelf water blocks, this could work well but there are many reasons why it is not ideal. Sometimes a custom design for the PC case doesn’t accept the water block because it’s too big or doesn’t fit properly with the motherboard, the water block is hitting the RAM modules or something like the North/South bridge chips on the motherboard. This is where a great motherboard needed must be switched out for a motherboard that is not ideal but accepts the GPU water blocks. So in order to use the intended motherboard a custom water block design is needed from scratch. There are also many chips, devices, CPUs, GPUs which does not have a proper water block for it, so a custom design is necessary. For instance a PS5 gaming console, there are no proper water block for it.
You’re a PC modder, so I’m sure you’re not averse to technical challenges. But the spindle you are speccing out is going to cost you several thousand dollars and is in a class that few (if any) have ever put on a Shapeoko. Particularly an ISO 30, that’s in a different league than anything you would ever find on one of our machines. If you can get away with a lower RPM and more conventional spindle, that would be highly recommended.
You also need to consider whether or not coolant is required for the alloy you want to cut. If so, that’s going to be messy and problematic on a Shapeoko unless you remove the MDF boards.
Realistically, I don’t think your current plan will be feasible on the Shapeoko without easily pushing the price into the 5-figure range. If you can rotate your workpiece upright and use a simple saw on a shaft that would be best IMO. That 60k RPM, micron precision requirement you’re setting is just going to be more trouble and cost than it’s worth.
Going to separate this into 2 sections. One from the machining side and one from being a water cooled PC user for about 20 years (yes back when we used car heater cores and pond pumps… Anybody remember DangerDen?)
From the machining side:
I was saying that from the standpoint of if you were going to chuck up a shanked version as opposed to a ISO version. This is due to the length you would need on the shank of the arbor. With radial runout the runout increases the further you get from the collet face and with something that long you can run into issues. In industries that use things like that (collet extensions over 4") typically you see tolerances for total system runout not more than 0.0004" (0.010mm). This changes some when talking about running end-mills in metal. In this case I’m just talking about forces that the machine can take due to balance issues from the offset mass. Technically this comes down to the allowed amount of dynamic load that the bearings in the spindle can take and that will go up with spindle size and quality. Specific to saws there’s an issue of which teeth will engage, by how much, or completely miss based on the runout in the configuration shown in your video.
Those are an option and change a lot of the parameters. If these or ones more like the ones in your video are used depends on application. These “right angle” ones have a lot of advantages from the standpoint that you are reducing the Z distance to the cut. They also change the axis that you will be milling from making your Z need less distance and let you potentially fit more plate on a single run.
Depends on which way you go. If you are looking at saws they have different requirements and typically require much more power than end-mills would. In that format you are looking at spindles that are in the thousands and usually require a 3 phase VFD to get to the frequency for the high RPM.
On the end-mill side when you get down to stuff this small you need RPM and reduced runout more than power. A common “cheap” entry point here would be NSK or maybe Jaeger spindles either air or electric powered as you need almost no torque when getting down to bits this small.
In terms of runout for bits it’s down to the size bits and life you are looking for. The old rule of thumb was that 10% of the diameter of the tool in runout would snap a bit. This is more related to runout’s effect on chipload but it’s a decent number to start from. The tool life for large tooling in metal usually works out to a 10% increase in tool life for each 0.0001" (0.0025mm) of runout reduction. In smaller tooling it’s more (studies vary on the amount…by a lot) and also effected by the number of flutes on the cutter and the percent of runout related to chipload.
Yes but not one I’ll post here. We sell tooling which technically puts us in competition with Carbide3D. Additionally, I try to stay brand neutral and avoid anything that could be taken as marketing. If you want some specifics send me a message or email.
There’s no reason the the SO5 couldn’t do the motion side for something like this. There would though be modifications required that would probably exceed the cost of the machine. That would also be true of a PM-25. In general there’s not a lot of machines that could do these kinds of things out of the box without a large price tag. Lot’s of people get there by incremental steps on less expensive hardware though.
You probably aren’t going to get as much in this specific application by going over to a “heavy mill”. Usually the advantage there is to the rigidity and deflection resistance. Once you start talking about things this small the accuracy/repeatability are what matters more than almost anything else. Both your examples don’t have as much of this as I would like for the application.
The water cooling specific stuff… Because I can’t help myself:
They almost always are. I was a couple weeks out on my foundation block.
In general it depends on the block design you are going for. For the highest performance you need the smaller channels with a pathed jet plate. The GPU blocks though are almost never this. They need low restriction to accommodate things like a DDC pump.
I actually have that block and the Optimus AM4 Foundation in my main system at home (I’m writing this from it). I also had the issue with the EK D5 pump “anti bubble foam” disintegrating on me in that loop. Was not a fun experience. I bring it up though as it didn’t make any real difference between the 0.2mm or 0.6mm channels for how clogged or not they got. It was a lot easier to clean the GPU block out though.
As a final note fin and channel wise everyone’s going to go down the marketing side for why theirs is better. At the end of the day it’s which is better for which application. Cramming your loop full of high restriction, thin base, high surface area blocks is almost always going to win for pure performance. But you are going to have less of a market as not a lot of systems are going to be able to run it.
If you do decide to go down the path of making blocks I’ll propose an idea I’ve always wanted to see but never seen to market. I’ve always wanted to see a direct water cooling of the CPU. Once CPUs got IHS it became use the heat spreader as part of the block. Basically just take a jet plate or a set of them and O-ring seal around the the IHS. The biggest issue (other than the seal) is keeping the water moving. In theory if you could kill the dead zones this would work better than any finned or maze designs as you are removing all the interface layers (other than the IHS). Not sure it would ever work in practice and the only time I ever saw one it had too many issues with dead zones for them to continue it.
Enough of that though. If there’s something I missed or something I can help with let me know.
Yes $5K-$6K range will be the total aimed budget, $3K-4k for the CNC ready to work and $1k-$2K for tooling and other requirements.
Right now I need to find a high RPM spindle which isn’t too expensive before I jump into investing extremely expensive ones.
The video I posted on my previous posts is a precision machinist from Germany using a Chinese spindle to make 0.2mm saw cuts which he did like 4 days ago. I know there are some spindles from china of few companies that makes reliable quality low run out spindles which are great for hobbyists as shown on this video:
I contacted him on youtube and he replied only once lol. Hopefully I can get the spindle brand and specs on it. I don’t expect it to be around 60K RPM maybe 30K RPM.
I guess I’ll also ask the guys at the precision machining forum which 60K RPM spindle that won’t cost over $1K would be suffice for hobbyist use with low run out.
Once I find the proper spindle, not sure how I’m going to mount it.
Seems like I’ll need to design a mounting plate for it for the 5 Pro.
I am planning to place the workpiece upright and use a saw on a shaft/arbor as how everyone is recommending to do it. I will try to first achieve 0.6mm gap channels and 0.6mm thick fin walls (0.6mm is 0.023" or about 23 thou). I think this will be more practical than first trying to do 0.2mm which is much more tricky and only experienced precision CNC users would be able to do it right on first try.
So it seems the 5 pro is adequate on this task, which is great, life is good and don’t need to spend 1-2 months tinkering, modifying and spending more money for the bench mill. However I need to write everything down, price and plan everything with both machines to make sure I know what I am doing and make no huge mistakes/errors.
Going to separate this into 2 sections. One from the machining side and one from being a water cooled PC user for about 20 years (yes back when we used car heater cores and pond pumps… Anybody remember DangerDen?)
I never got in to the water cooling hobby until 6 years ago but have been fascinated about them when I was young. “Danger Den”, never heard of them but they seem to have some advanced waterblock design using pins as heat transfer, wonder how they made the pins and attached it to the block:
In industries that use things like that (collet extensions over 4") typically you see tolerances for total system runout not more than 0.0004" (0.010mm)
The video below is using a Chinese quality square spindle which have a runout less than 0.0004" (note video was taken 10 years ago):
I have seen some of these spindles today on Amazon for around $300 to $400.
I don’t think it will do 60K RPM but maybe 20K RPM at least.
They are advertised to have a runout of between 3 to 5 microns which is less than 0.0004".
I will for sure test them with a dial gauge indicator on a precision surface plate.
So it seems there are two types, a cylindrical and square spindles.
Have any idea which might be more suited?:
On the end-mill side when you get down to stuff this small you need RPM and reduced runout more than power. A common “cheap” entry point here would be NSK or maybe Jaeger spindles either air or electric powered as you need almost no torque when getting down to bits this small.
NSK spindles are used to make next level aerospace stuff, costs as much as a brand new imported Honda. So far teledoof used a good Chinese spindle and a BF-20 Vario CNC mill to get the job done super well. I will try this approach before exploring with exotic spindles, he has proven the world it could be done. The only thing I am doing different from him is possibly using a 5 Pro CNC which should be good enough for this project as we predict.
In terms of runout for bits it’s down to the size bits and life you are looking for. The old rule of thumb was that 10% of the diameter of the tool in runout would snap a bit. This is more related to runout’s effect on chipload but it’s a decent number to start from. The tool life for large tooling in metal usually works out to a 10% increase in tool life for each 0.0001" (0.0025mm) of runout reduction. In smaller tooling it’s more (studies vary on the amount…by a lot) and also effected by the number of flutes on the cutter and the percent of runout related to chipload.
Great information will note this down.
If you want some specifics send me a message or email.
Thank you, ideed I will.
There’s no reason the the SO5 couldn’t do the motion side for something like this. There would though be modifications required that would probably exceed the cost of the machine. That would also be true of a PM-25. In general there’s not a lot of machines that could do these kinds of things out of the box without a large price tag. Lot’s of people get there by incremental steps on less expensive hardware though.
I completely agree, it seems like the 5 pro will be suffice for the application and the bench mills might be too overkill. A lot of modification will be needed but its a small hassle for long years of usage. I would start slow and take incremental steps on less expensive hardware, hopefully upgrade to exotic things later on the road.
You probably aren’t going to get as much in this specific application by going over to a “heavy mill”. Usually the advantage there is to the rigidity and deflection resistance. Once you start talking about things this small the accuracy/repeatability are what matters more than almost anything else. Both your examples don’t have as much of this as I would like for the application.
Glad you have mentioned this. I was first confused if rigidity and deflection will provide a much greater outcome on a heavy mill such as PM-25 but it really didn’t make sense since the application is dealing with more about accuracy/repeatability at a small scale and the 5 pro is well suited for it.
I actually have that block and the Optimus AM4 Foundation in my main system at home (I’m writing this from it). I also had the issue with the EK D5 pump “anti bubble foam” disintegrating on me in that loop. Was not a fun experience. I bring it up though as it didn’t make any real difference between the 0.2mm or 0.6mm channels for how clogged or not they got. It was a lot easier to clean the GPU block out though.
I plan on using the Optimus Gen 2 Cold Plate, not sure what would be the optimal water flow design to mill an aluminum back plate and acrylic cover for it. You think running it with an Aquastream ULTIMATE pump would be better? Those German Ehiem pumps are super reliable and has a lot of bells and whistles. I find the D5 pumps to be super complex mechanism and highly miniaturized which might not last long for a good PC build.
If you do decide to go down the path of making blocks I’ll propose an idea I’ve always wanted to see but never seen to market. I’ve always wanted to see a direct water cooling of the CPU. Once CPUs got IHS it became use the heat spreader as part of the block. Basically just take a jet plate or a set of them and O-ring seal around the the IHS. The biggest issue (other than the seal) is keeping the water moving. In theory if you could kill the dead zones this would work better than any finned or maze designs as you are removing all the interface layers (other than the IHS). Not sure it would ever work in practice and the only time I ever saw one it had too many issues with dead zones for them to continue it.
Yes, this is the rabbit hole path I’ll jump into. Once I note down all the materials, work plan, feasibility and costs associated I will start making the purchases for everything.
Interesting concept. Delidding the CPU’s IHS has become super popular in the past few years, for some reason many gamers are precision grounding/surface finishing the IHS as flat as possible recently.
I completely agree, I have never seen any commercial or anyone directly cooling the CPU’s IHS cap with water. It sounds like a great project to work on, seems tricky.
I think maybe milling a custom made IHS cap/mounting with integrated jet plates and o-rings all made from pure copper to directly cool the CPU’s die could be easier perhaps and provide better cooling performance without the stock’s IHS. It will be a special water cooled IHS cap which will have have two or more parts that fits into one piece and directly attach’s to the CPU’s die. It’s something similar to many of the RTX GPU’s water block which directly cools the GPU’s die since it doesn’t have an IHS nowadays.
You think the Optimus Gen 2 plates are safe to be directly mounted to the CPU’s die acting like an IHS?
This sounds really cool. Not sure if this is what you intended with your idea. I wouldn’t mind delidding my CPU
Just to get it out of the way now as it seems to keep being lost. You don’t need high RPM if you are doing the saw. If you start looking at using end-mills in that size that’s when you need the high RPM as you surface speed goes through the floor.
Yeah, they would have been before your time. As far as I can remember they where the first ones to offer “main stream” maze designs (pre pin) and some of the first pin designs. They have been out of business for a while though.
In terms of advanced block designs in general, pin designs for the most part aren’t. Even with jet plates they suffer from dead zones. A lot of the more recent leaps have been forcing the water flow and turbulence. That has mostly come at the cost of higher resistance though. It’s also hard to do with grid, pin, or maze.
From my perspective the main issue with the Chinese spindles isn’t if they CAN make a good spindle with low runout. It’s that you can’t rely on the quality unit to unit or that the parts like bearings will hold up to their much more expensive competitors. That’s not to say that they are a bad option, just that you have to know what you are getting into.
Make sure that you are testing the bore. That’s what the runout spec is on a spindle. Test it at the face near the chamfer and as high as you can get in the bore. As you are doing this mark the high points in both cases. If they are 180° apart you have an issue even if it is to spec as that will produce angular (skew) runout. This type of runout gets worse the further from the collet you get and you are going to be sticking out a lot. After you do that test the collets. You might get lucky but in most cases the collets that come with most of these aren’t great. If you need high quality spec’ed ones check us (precisebits), Rego-Fix (inventors of the ER collet), Techniks UP grade, or Pioneer.
Just depends on how you want to mount them. They are functionally the same internally.
You are looking at their high power/torque spindles. What I’m talking about on the “entry” side with these are the very small low torque models. They sell new for around $1500-$5000 depending on features. You can also often find them on the used market for as little as $500. Luthiers, cue makers, and PCB makers use these all the time as they are very high RPM low runout spindles and they are mostly cutting with tooling under 1/8" and usually under 0.020" for their inlays and the like. They also usually have another machine for the bigger cuts though.
To be clear I was talking about in general both machine have issues with accuracy and repeatability for that small of end-mill use in production. However, I guess if it were me I’d look at this a different way. Which machine can you get the most use out of out of the box for the other products you want to make? Go with that first as you at least are in a better place in general then tackle the exotic stuff. It sounds like that’s what you’re doing though so I’ll stop here.
Should be fine. If you are hard mounting then the bigger issue is compliance to the IHS. That’s the way I’ve gone for probably the last 15 years regardless of the block designers thoughts. To be clear that doesn’t really work on bare die stuff like GPUs without shims. In terms of optimal flow they are designed for forced channel from the jet. The internal o-ring section is all the high pressure forced out the the low side with the return. As long as you keep that you’re good.
I have no idea where you are getting the idea that D5s are complicated. There is a lot of complicated attachments for them but they are dead simple and mostly bullet proof. I have 3 personal ones running on various machines at my house and the oldest is at about 12 years of constant use. When I was working on servers these were what was used module units too. That being said I still keep a spare just in case.
In my first few years water cooling I personally had 2 Ehiems die on me and have avoided them completely for probably the last decade or so. I will fully admit that I’m biased though as one cost me a $3000 machine.
The Aquastream ULTIMATE I personally don’t like as it has a bunch of added sensors, screens, and the like. Those are all extra points of failure in the loop and I’d prefer to just have dedicated units if I wanted those features.
That’s all just personal opinion though. Admittedly I work IT on the side and have probably setup at least 50 water cooled systems. So it’s probably better than some personal opinions but it’s still just that.
The delidding is to replace the TIM internally. The flattening is to reduce L in the TIM between the IHS and the heatsink. The IHS is punched so they are almost never flat. That being said a lot of heatsinks and waterblocks are also not made flat to match. So unless you are flattening both or know you have a flat heatsink it’s not helping you.
Yeah, I think a lot of companies also don’t want to tackle it as it would require a lot of the users or risk damage.
Maybe, the stock IHS is copper though. They just nickel coat it. It would remove some of the issues with use install an maintenance but put more on the “don’t crush the die” side.
I date back to when nothing had an IHS. I remember hard mounting on K7s, that was really nerve-wracking. That being said bigger die to heatsink ratio has made that world long gone. You can get a lot of it back with bare dies with custom shims.
Originally I wanted to try this by sealing the substrate and direct injecting water onto the die. Never got around to it though then the IHS (with soldered dies) days came and the simpler method of using the IHS seemed easier with little down side. Now that’s a mixed bag though with the mix of soldered and TIMed dies.
You can still direct mount. You have to have a very flat cooler and tighten each section a little at a time. Too much force on one edge and you’ll crack the die. As I’ve already mentioned they also have shims to go around a delidded CPU. This helps to mitigate the risk but it’s still there. You also have to be sure your shim has nothing between the substrate and the shim or it won’t make good contact with the die.
Let me know if there’s something I can expand on or help with.
I want to get a clear idea on how much I need to spend on tooling and any other necessary miscellaneous things to be purchased.
Seems like I would need a coolant system, not sure how to go about it either liquid or compressed air system modified to the 5 pro. Seems like a compressed air is the way to go since I see everyone using it on their CNCs more often recently. Do I need a heavy duty precision vise which everyone recommends or start with a large thick aluminum stock plate and make it into a machine bed then use clamps to hold down the work piece?
I wonder how much more I need to spend practically to get things rolling.
Hope I can get some help in adding things to a complete list and pricing everything down.
So the start of the list, price includes after shipping and tax:
Have you considered a different way to make these?
If you make the Housing as needed and then “Drop in” a cooling pin plate?
Make the cooling pin plate a flat stock with holes to insert cooling pins and solder the pins into place and then install that plate into your housing?
Milling holes and soldering pins -vs- multi thousand $$ idea that may not work…