What material will you be cutting ? (I guess wood, but what kind)
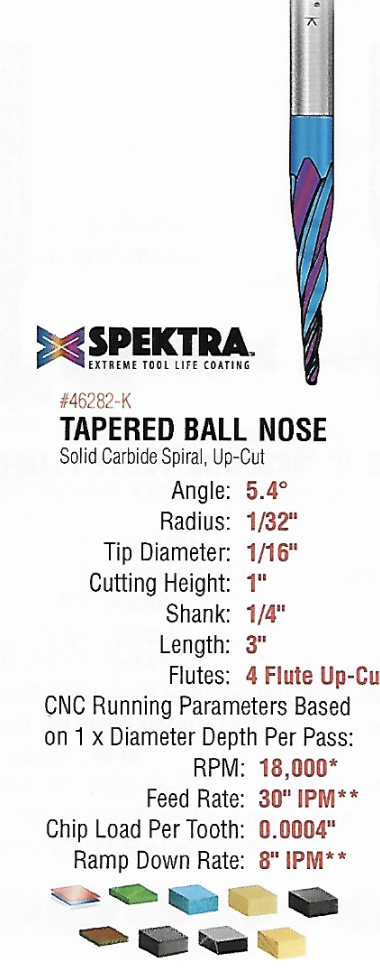
8ipm at 18.000RPM seems extremely slow to me.
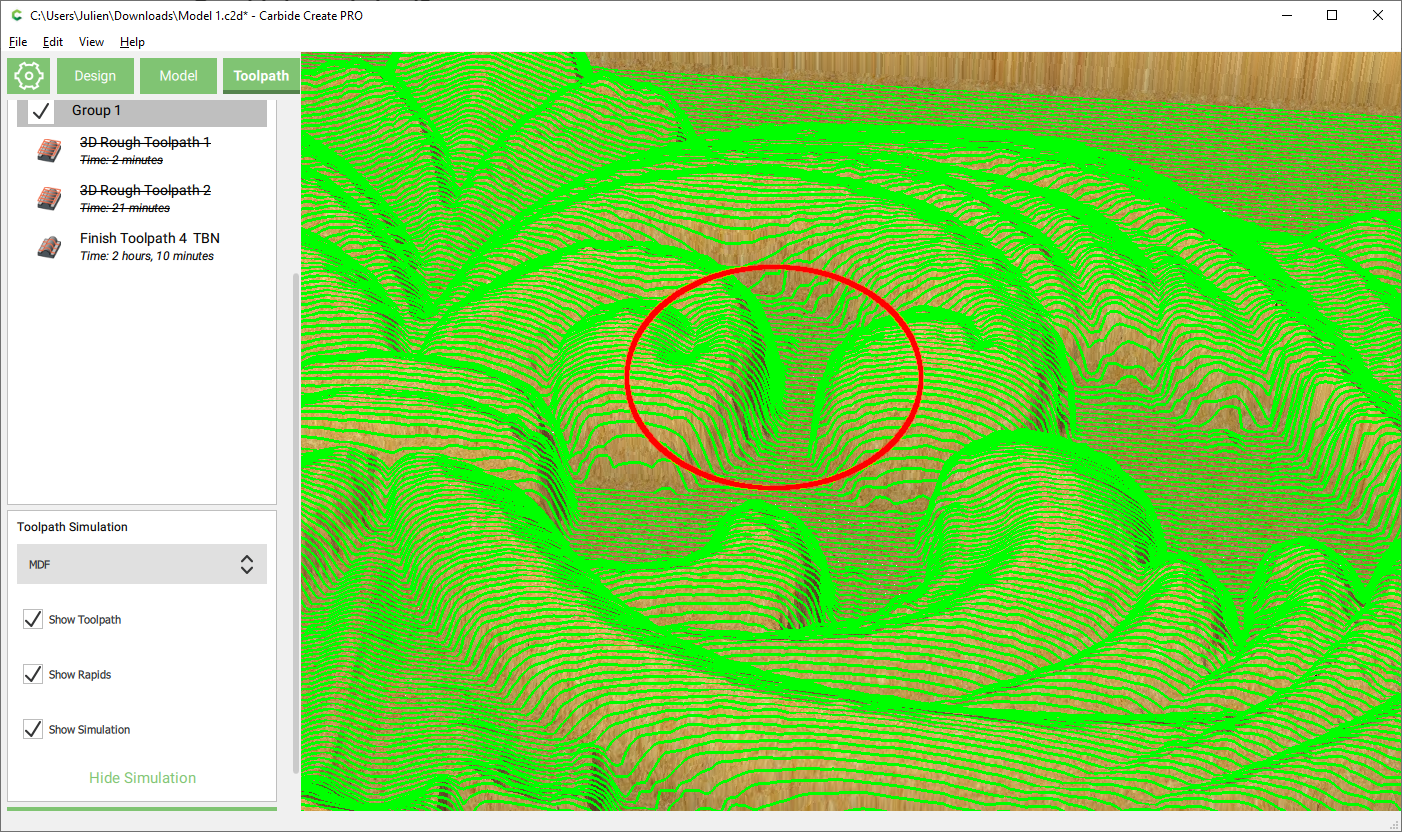
I checked the values I used when I carved this in wood and finished it with a tapered ballnose, and I used 60ipm at 10.000RPM. Granted, my model lent itself much more favorably to a fast finishing pass because the clearing pass removed most of the material, while yours is tricky because there is still a significant amount of material left after roughing…but still.
At e.g. 30ipm, the finishing pass would be down to 2.5h.
You probably need a little experimentation, gradually pushing the feedrate from where you are now to higher values (e.g. start at 10ipm and then use the feedrate override in Carbide Motion during the cut, it will let you increase it slowly, to stop when you feel it’s starting to push the limits)
8ipm was listed as the ramp down rate but the cut rate is 30ipm. I may be able to modify the cut depth, too. I was attempting to approximate 1 X the tip diameter, and the tip diameter is actually listed as 1/16"…
So, if I follow you, I could try 10ipm, and if I increase the rate gradually, and never heard too much of a load, increasing the rate to 300% would get me to the 30ipm and 2.5 hour cut time. I guess what I need to do is listen carefully for the router to ensure that it does not sound overloaded. Do I need to stop occasionally and check the temp of the bit?
Yes.
However if I recall correctly, feedrate override in CC is limited to 200%, so I would start at say 20ipm in the toolpath to have enough override margin.
The thing that will put load on the tapered endmill are those deep valleys that are not cleared by the roughing pass (since they are too narrow)
Your finishing toolpath uses a “5.4° tapered endmill”, how did you enter it in CC ? (since it does not support tapered endmills)
It might be interesting to look at optimising the roughing pass too, maybe with a 1/16th endmill, to clear-out the way for the ballnose and avoid large amounts of material in its path, and then it can go faster.
I entered this as an engraver, but then I wound up editing the tool database directly after @WillAdams told me how. Here is the salient part of that thread:
I have done a test run with that bit since I entered it:
In the file I sent you, I did a first roughing pass with ¼", then a roughing pass with ⅛". The ⅛" is taking so much longer than the ¼" run, I assume that it will spend a lot of time cutting air. Conclusion, the ¼" cut is useless and perhaps I should go directly to a 1/16" roughing pass?
Got it. I did the same (entering the tapered endmill as a square endmill of the diameter of the tip, more or less.
I agree that 1/8" roughing pass does not add much value. Time to test that 20-40ipm range I guess!
If you can do a test run with a reduced depth of the carving, it will be safer for a first try in cherry.
Using CC 4.64 I find that the toolpath cut times are way over what CM and/or actual time to cut is. On my projects with a 90 degree vee bit the cc time was 24 hours to cut and cm said 12 hours and actual was 13 hours. I think it depends on the particular tool path to calculate accurate cut times for cc but I have always found cc to be wrong close to a factor of 2.
You can definitely push your bit harder than that, I use a Chinese 0.5mm tapered endmill, and do a roughing pass with 1/4" flat endmill then finish pass at 80ipm with a 0.01" stepover